Clear Sky Science · zh
基于淹没、液氮与液氮+液态CO2冷却策略的铣削304不锈钢的绝热剪切与性能
为什么更冷的切削很重要
不锈钢无处不在——从飞机零件到汽车排气系统——但要对其进行精确成形却出人意料地困难。在高速铣削时,金属可以迅速升温,以至于在局部的狭窄区域发生剧烈变形,产生锯齿状切屑、粗糙表面并加速刀具磨损。本研究考察了多种冷却切削区的方法,包括一种新颖的液氮与液态二氧化碳混合喷射,如何抑制这种紊乱、保护刀具,并在一种常见的不锈钢304上获得更平滑的加工表面。
切削金属与突发的“热裂纹”
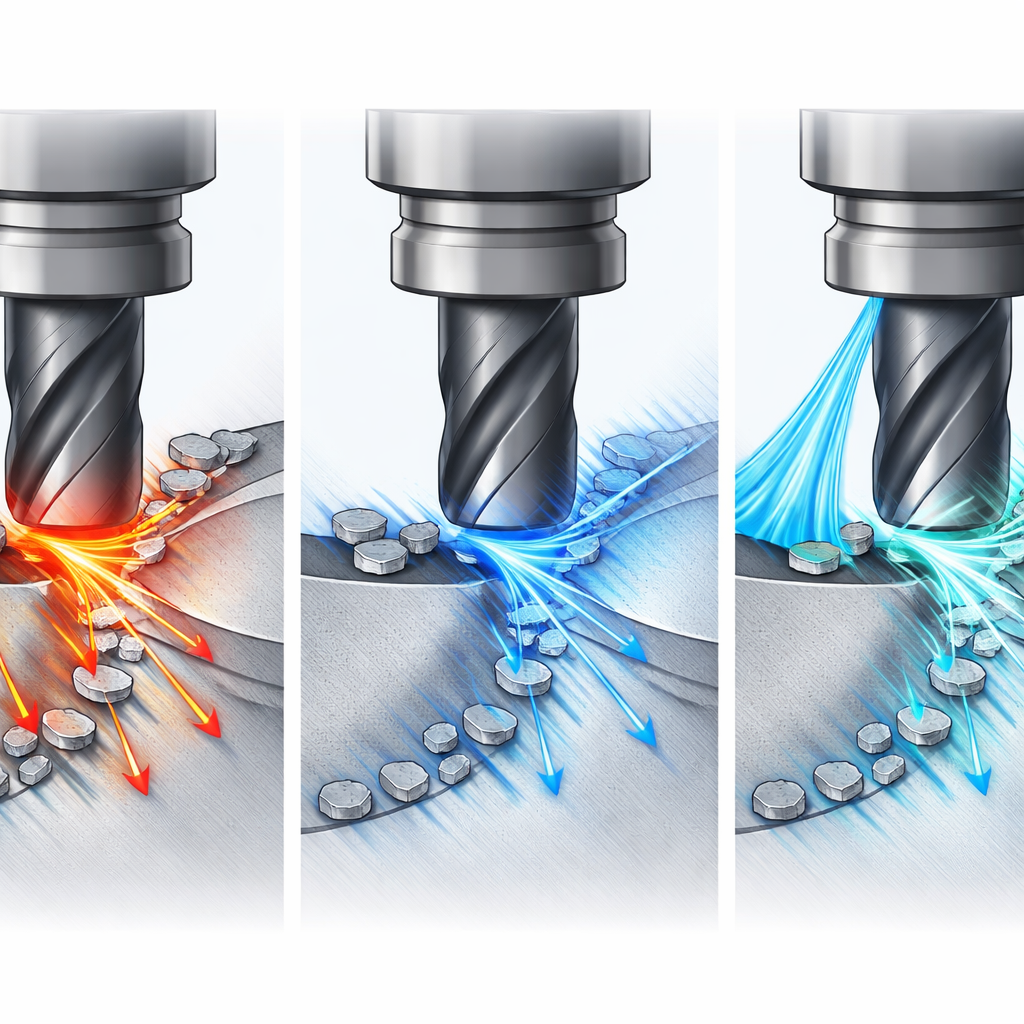
当旋转铣刀切削不锈钢时,大部分机械能在刀具与金属接触的微小区域转化为热量。如果热量不能迅速散出,该窄带中的材料在应变下变软的速度会超过其强化速度,变形会集中演化成极薄的带状区。这些所谓的绝热剪切带像金属内部的突然热裂纹:它们引发锯齿状切屑,导致强烈振动,并使新加工表面变粗。作者首先建立了一个基于物理的模型,将切削力、金属强度、温升和切屑形状与输送到这些剪切带的能量量联系起来。
测试三种保持切削区冷却的方法
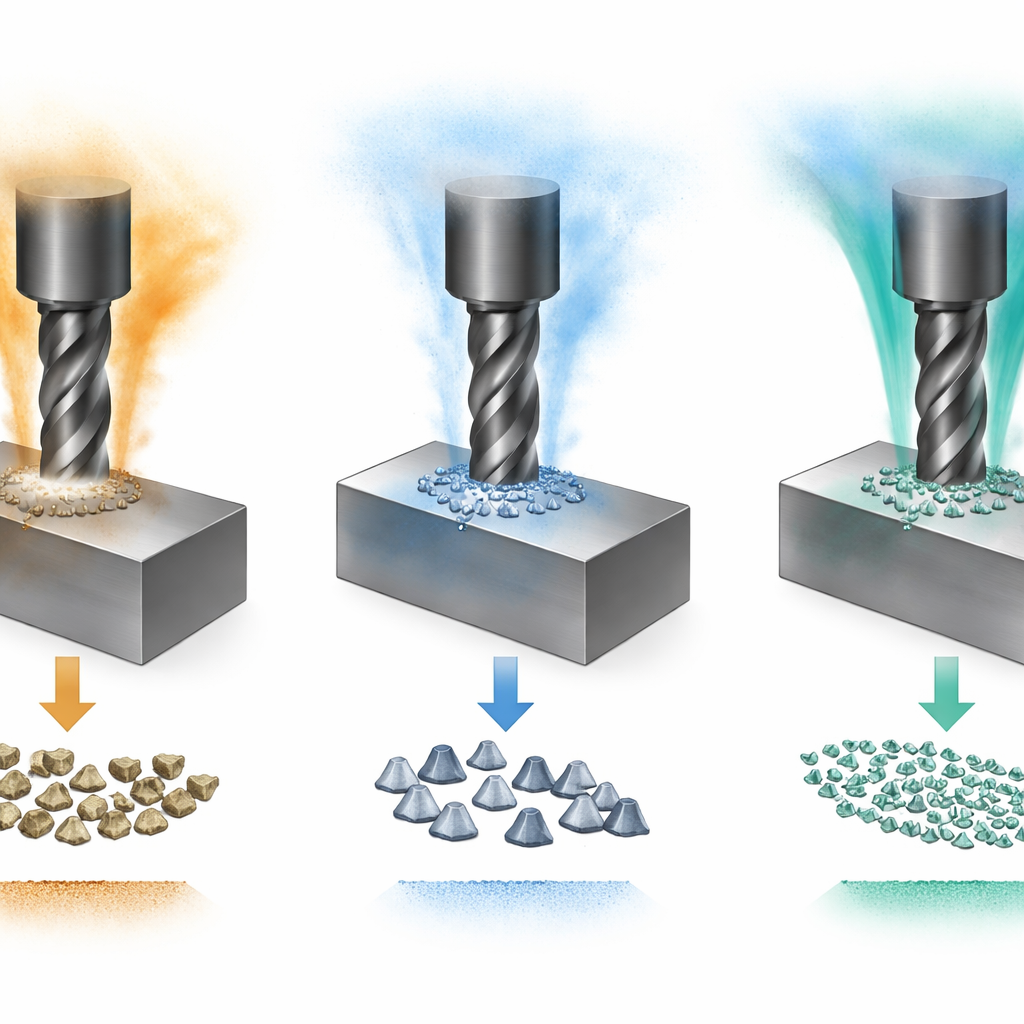
为验证模型,研究组在三种冷却策略下对304不锈钢板进行铣削:传统的液体“淹没”冷却;液氮(LN2)低温冷却;以及液氮与液态二氧化碳(LCO2)的组合射流。所有其他切削条件——刀具、转速、切深和进给——都得到严格控制。他们在靠近切削路径的位置埋设了微型热电偶以跟踪温度,使用力传感器记录切削载荷随时间的变化,并在高倍显微镜下检查切屑与加工表面,同时用粗糙度仪测量最终表面的平整度。
切屑、热与刀具磨损的表现
在常规淹没冷却下,随速度增加,铣削切屑由低速时的平滑带状变为越来越锋利、不规则的锯齿状。显微观察显示出明显的剪切带和齿间裂纹,这是不稳定变形的明确信号。在150 m/min时,切削区温度攀升至300 °C以上,200 m/min时约达400 °C。这些苛刻条件伴随强烈的力波动、快速的刀具磨损和恶化的表面质量,粗糙度超过Ra 0.7 微米。相比之下,LN2冷却使金属保持更低温度、提高其强度,产生更规则的锯齿状切屑且剪切带不那么明显,尽管总体切削力更大。
将冷却与润滑结合的优势
LN2+LCO2组合方法更进一步。在最高测试速度200 m/min时,切削区附近的温度保持在约60 °C以下——显著低于淹没冷却。切屑仍呈锯齿状,但齿形较小、规则且更为圆润,横截面未见明显的绝热剪切带。刀具磨损被大幅抑制,加工表面明显更平滑:在150 m/min时粗糙度降至Ra 0.3 微米以下。模型表明,虽然低温冷却会增加变形区的能量耗散,但它能更均匀地分布这部分能量,使极端局部化的剪切带更难形成,尤其在LCO2提供润滑并降低摩擦时效果显著。
对工业的意义
对于试图加工难切削不锈钢的制造商,这些发现指明了一条实用路径。通过将液氮的强冷却与液态二氧化碳的润滑与降摩作用相结合,切削过程在高速下也能保持稳定,对材料和刀具更温和。简单来说,这种新冷却策略有助于避免导致剧烈切屑形成的“热裂纹”,降低切削温度,延长刀具寿命,并产生更光滑、更高质量的表面——这些都是可靠高效制造精密零件的关键要素。
引用: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
关键词: 低温切削, 不锈钢铣削, 冷却策略, 刀具磨损, 表面粗糙度