Clear Sky Science · ru
Адиабатическое сдвиговое разрушение и характеристики фрезерования нержавеющей стали 304 в зависимости от стратегий охлаждения: потоком, жидким азотом и смесью LN2+LCO2
Почему важно более холодное резание
Нержавеющая сталь повсюду — от авиационных деталей до автомобильных выхлопных систем — но придать ей точную форму оказывается непросто. При высокоскоростном фрезеровании металл может нагреваться так быстро, что деформируется в локализованных зонах, образуя рваные стружки, шершавые поверхности и ускоренный износ инструмента. В этом исследовании рассматривается, как разные способы охлаждения зоны резания, включая новую комбинацию жидкого азота и жидкого углекислого газа, могут унять эту нестабильность, защитить инструмент и дать более гладкую поверхность на распространённой нержавеющей стали 304.
Резание металла и внезапные «тепловые трещины»
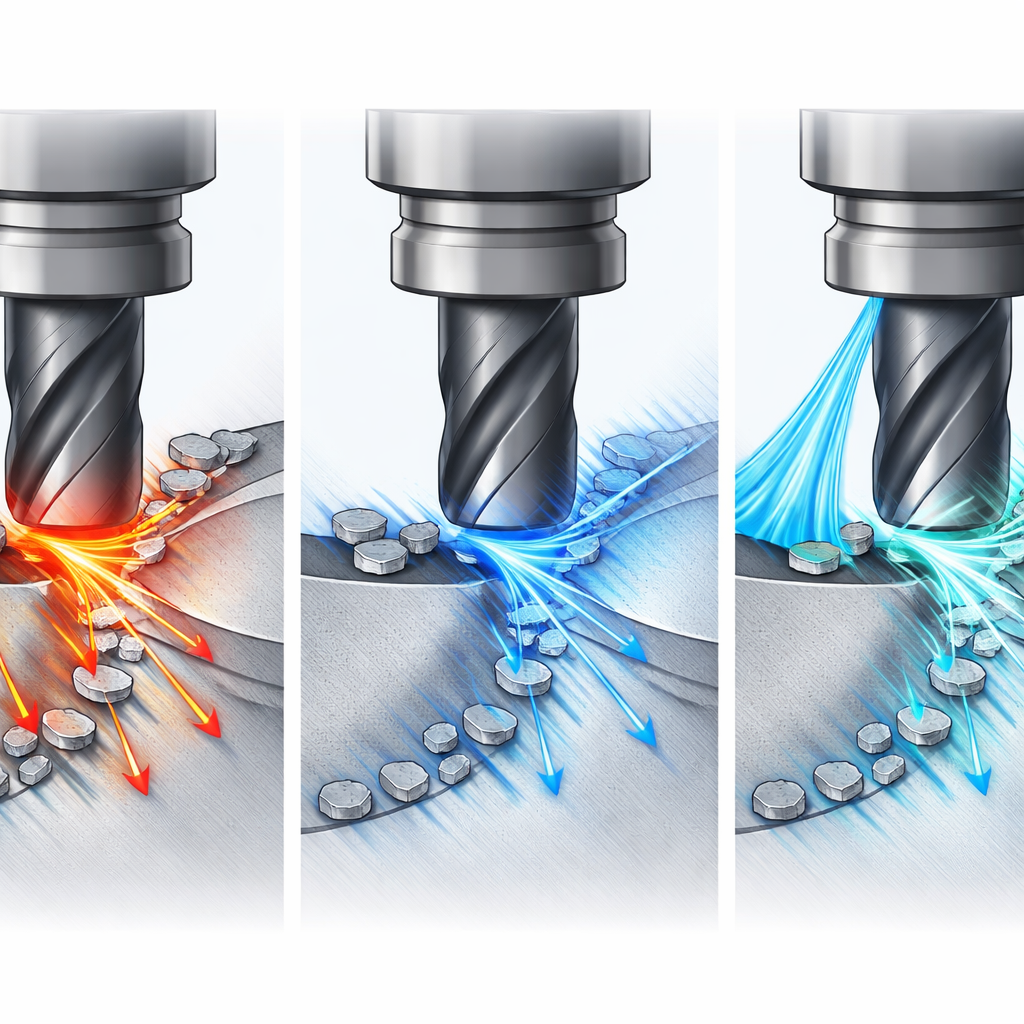
Когда вращающаяся фреза режет нержавеющую сталь, большая часть механической энергии превращается в тепло в узкой области контакта инструмента и металла. Если это тепло не успевает отводиться, материал в этом тонком слое размягчается быстрее, чем успевает упрочняться при деформации, и деформация схлопывается в чрезвычайно тонкую полосу. Такие адиабатические сдвиговые полосы действуют как внезапные тепловые трещины внутри металла: они вызывают зубчатую стружку, сильные вибрации и ухудшение качества обработанной поверхности. Авторы сначала разработали физически обоснованную модель, связывающую силы резания, прочность металла, повышение температуры и форму стружки с количеством энергии, рассеиваемой в этих сдвиговых полосах.
Испытание трёх способов охлаждения
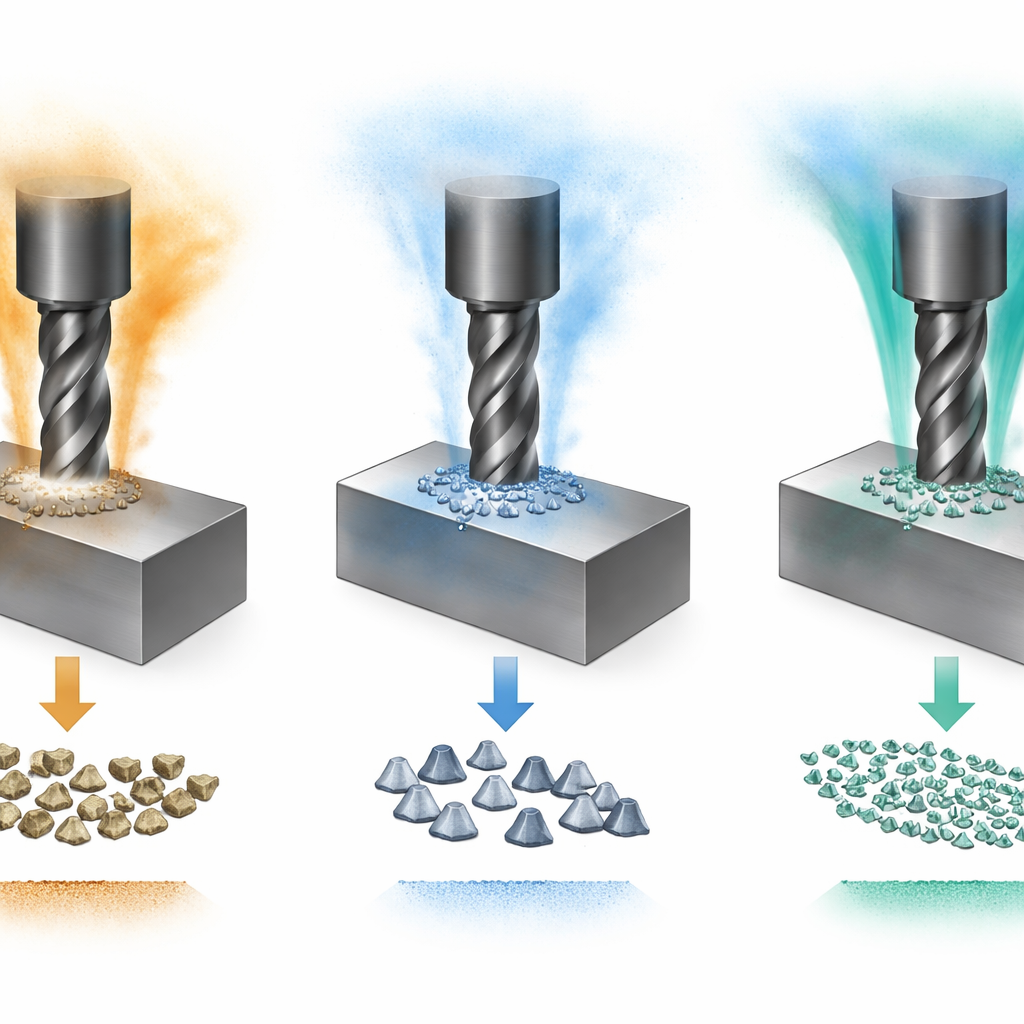
Чтобы проверить модель, команда фрезеровала пластины из стали 304 при трёх стратегиях охлаждения: традиционное потоковое («flood») охлаждение; криогенное охлаждение жидким азотом (LN2); и комбинированная струя LN2 плюс жидкий углекислый газ (LCO2). Все остальные условия резания — инструмент, скорость, глубина и подача — были строго контролированы. Вблизи пути резания устанавливали крошечные термопары для отслеживания температуры, использовали датчики сил для записи изменений нагрузки во времени, а стружки и обработанные поверхности изучали под микроскопами высокого увеличения; шероховатость измеряли прибором для оценки гладкости финальной поверхности.
Что происходит со стружкой, теплом и износом инструмента
При обычном потоковом охлаждении стружки при низкой скорости были гладкими лентами, но по мере увеличения скорости они превращались в всё более острые и неправильные зубчатые формы. Микроскопия выявляла выраженные сдвиговые полосы и трещины между зубьями — явные признаки неустойчивой деформации. Температура в зоне резания поднималась выше 300 °C при 150 м/мин и достигала около 400 °C при 200 м/мин. Эти жёсткие условия сопровождались сильными флуктуациями усилий резания, быстрым износом инструмента и ухудшением качества поверхности: шероховатость превышала Ra 0,7 мкм. Напротив, охлаждение LN2 держало металл значительно холоднее, повышало его прочность и приводило к более регулярной серрейтированной стружке и менее выраженным сдвиговым полосам, хотя суммарные силы резания были выше.
Преимущество сочетания холода и смазки
Комбинация LN2+LCO2 пошла дальше. При наивысшей протестированной скорости 200 м/мин температура вблизи зоны резания оставалась ниже примерно 60 °C — драматически ниже, чем при потоковом охлаждении. Стружка оставалась серрейтированной, но зубья были маленькими, регулярными и более мягко очерченными, а сечения не показывали явных адиабатических сдвиговых полос. Износ инструмента был значительно подавлен, а обработанная поверхность заметно сгладилась: шероховатость упала ниже Ra 0,3 мкм при 150 м/мин. Модель показала, что криогенное охлаждение увеличивает рассеяние энергии в зоне деформации, но распределяет эту энергию более равномерно, затрудняя образование экстремально локализованных сдвиговых полос, особенно когда LCO2 добавляет смазку и снижает трение.
Что это значит для промышленности
Для производителей, работающих с труднообрабатываемыми нержавеющими сталями, эти результаты указывают на практический путь вперёд. Комбинируя интенсивное охлаждение жидким азотом с смазывающим и снижающим трение действием жидкого углекислого газа, процесс резания можно вести на высоких скоростях, сохраняя стабильность и бережное отношение и к металлу, и к инструменту. Проще говоря, новая стратегия охлаждения помогает избежать «тепловых трещин», вызывающих агрессивное образование стружки, снижает температуры резания, продлевает срок службы инструмента и даёт более гладкие, высококачественные поверхности — все ключевые факторы для надёжного и эффективного изготовления прецизионных деталей.
Цитирование: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Ключевые слова: криогенная обработка, фрезерование нержавеющей стали, стратегии охлаждения, износ инструментов, шероховатость поверхности