Clear Sky Science · sv
Adiabatisk skjuvning och fräsning av 304 rostfritt stål beroende på kylstrategier: översvämning, LN2 och LN2+LCO2
Varför kallare skärning spelar roll
Rostfritt stål finns överallt — från flygplansdelar till bilars avgasystem — men att forma det med precision är förvånansvärt svårt. Vid höghastighetsfräsning värms metallen upp så snabbt att den deformerar i våldsamma, lokala zoner och bildar ojämna spån, skrovliga ytor och snabbt verktygsslitage. Denna studie undersöker hur olika sätt att kyla skärzonen, inklusive en ny kombination av flytande kväve och flytande koldioxid, kan dämpa det kaoset, skydda verktygen och ge en mycket jämnare finish på det vanliga rostfria stålet 304.
Att skära metall och plötsliga ”värmesprickor”
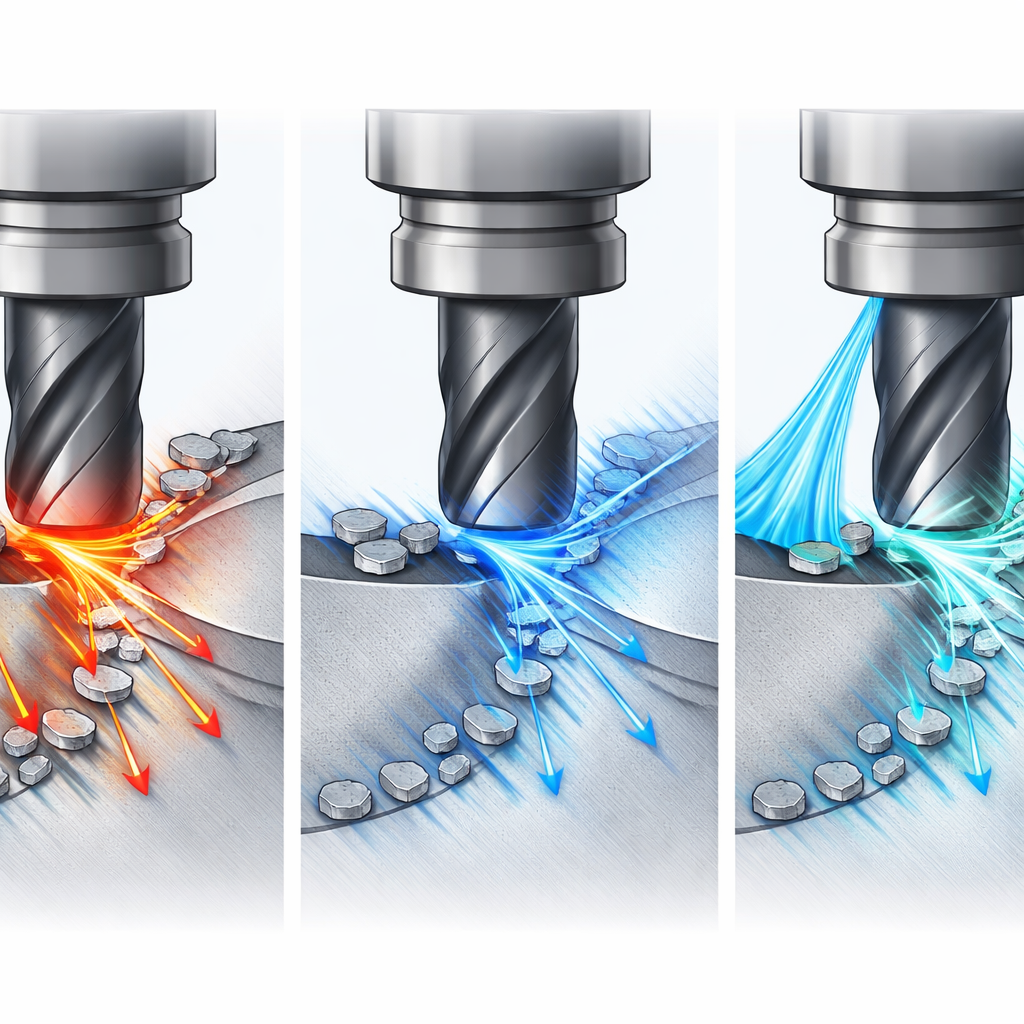
När ett roterande fräsverktyg skär rostfritt stål omvandlas det mesta av den mekaniska energin till värme i ett mycket litet område där verktyget möter metallen. Om värmen inte kan försvinna snabbt mjuknar materialet i den smala remsan snabbare än det kan härdas under töjning, och deformationen koncentreras till ett extremt tunt band. Dessa så kallade adiabatisk skjuvband fungerar som plötsliga värmesprickor i metallen: de utlöser sågtofsade spån, orsakar kraftiga vibrationer och förgrovar den nybearbetade ytan. Författarna byggde först en fysikbaserad modell som kopplar skärkrafter, metallens hållfasthet, temperaturökning och spånbild till mängden energi som dumpas in i dessa skjuvband.
Test av tre sätt att hålla det kallt
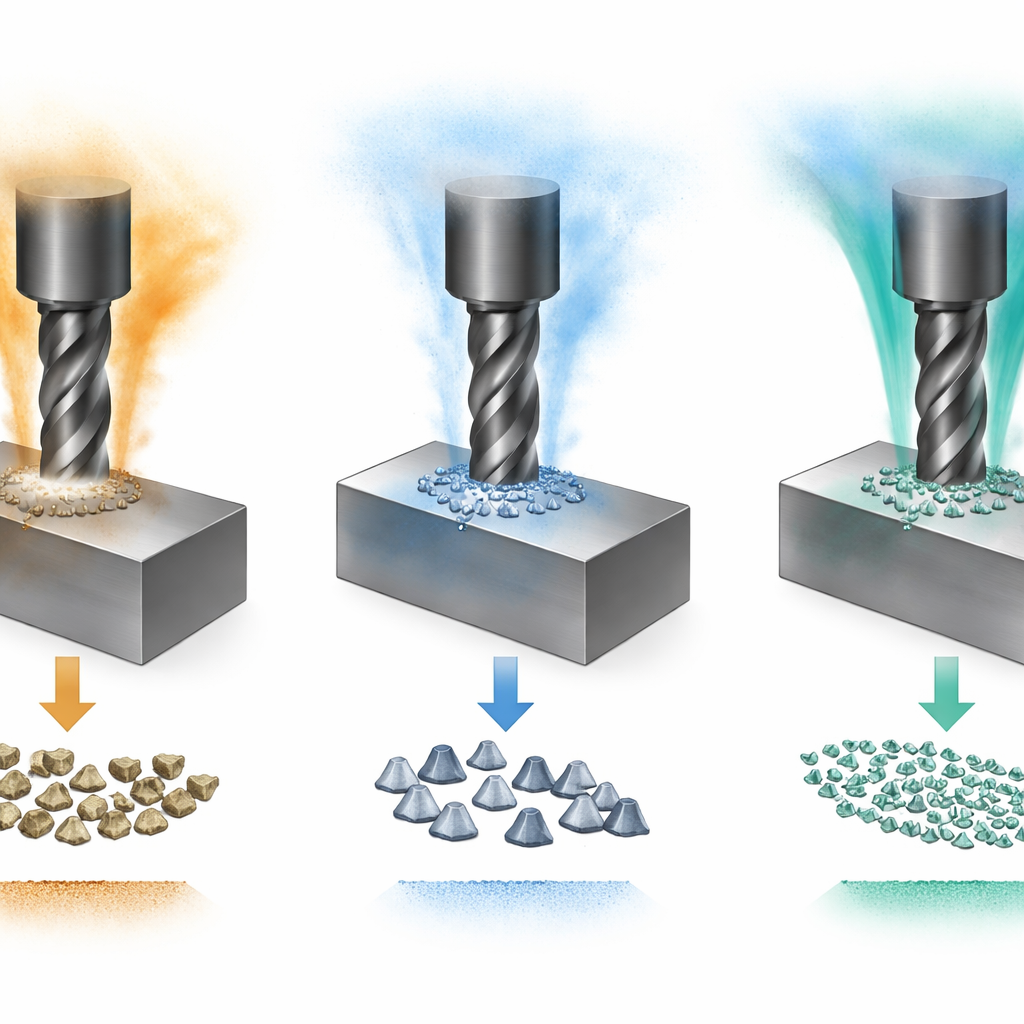
För att pröva modellen fräste teamet plåtar av 304-rostfritt stål under tre kylstrategier: konventionell vätskekylning ("flood"); kryogen kylning med flytande kväve (LN2); och en kombinerad jet av LN2 plus flytande koldioxid (LCO2). Alla andra skärvillkor — verktyg, hastighet, djup och matning — kontrollerades noggrant. Små termoelement placerades nära skärvägen för att följa temperaturen, kraftsensorer registrerade hur skärbelastningen förändrades över tid, och både spån och bearbetade ytor undersöktes i hög förstoring med mikroskop, medan en rugosimeter mätte hur slät den slutliga ytan verkligen var.
Vad som händer med spån, värme och verktygsslitage
Vid vanlig vätskekylning förändrades frässpånen från släta band vid låg hastighet till allt skarpare, oregelbundna sågtofsade former när hastigheten ökade. Mikroskopi visade tydliga skjuvband och sprickor mellan tänderna, klara tecken på instabil deformation. Skärzons temperatur steg över 300 °C vid 150 m/min och nådde omkring 400 °C vid 200 m/min. Dessa hårda förhållanden gick hand i hand med kraftiga kraftekvationer, snabbt verktygsslitage och försämrad ytfinish, med rugositet som översteg Ra 0,7 mikrometer. I kontrast höll LN2-kylning metallen mycket kallare, ökade dess hållfasthet och gav mer regelbundna serrerade spån och mindre uttalad skjuvbandning, även om de totala skärkrafterna var högre.
Fördelen med att kombinera kyla och smörjning
Den kombinerade LN2+LCO2-metoden gick ett steg längre. Vid den högst testade hastigheten 200 m/min höll sig temperaturen nära skärzonen under cirka 60 °C — dramatiskt lägre än vid vätskekylning. Spånen var fortfarande serrerade, men deras tänder var små, regelbundna och mjukare i formen, och tvärsnitt visade inga tydliga adiabatisk skjuvband. Verktygsslitage undertrycktes kraftigt och den bearbetade ytan blev märkbart jämnare: rugositeten föll under Ra 0,3 mikrometer vid 150 m/min. Modellen indikerade att även om kryogen kylning ökar energifördelningen i deformationszonen, sprider den den energin jämnare, vilket gör det svårare för extrema, lokala skjuvband att bildas — särskilt när LCO2 tillför smörjning och reducerar friktion.
Vad detta betyder för industrin
För tillverkare som försöker bearbeta segt rostfritt stål pekar dessa fynd på en praktisk väg framåt. Genom att kombinera intensiv kylning från flytande kväve med den smörjande och friktionsreducerande verkan från flytande koldioxid kan skärprocessen köras i höga hastigheter samtidigt som den förblir stabil och skonsam både mot metallen och verktyget. I klartext hjälper den nya kylstrategin till att undvika de ”värmesprickor” som orsakar våldsamma spånformationer, sänker skärtemperaturerna, förlänger verktygslivslängden och ger jämnare, högkvalitativa ytor — alla viktiga ingredienser för att tillverka precisiondelar på ett tillförlitligt och effektivt sätt.
Citering: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Nyckelord: kryogen bearbetning, fräsning av rostfritt stål, kylstrategier, verktygsslitage, ytjämnhet