Clear Sky Science · pl
Adiabatyczne ścinanie i wydajność frezowania stali nierdzewnej 304 w zależności od strategii chłodzenia: zalew, LN2 i LN2+LCO2
Dlaczego chłodzenie podczas skrawania ma znaczenie
Stal nierdzewna jest wszędzie — od części lotniczych po układy wydechowe samochodów — ale jej precyzyjne kształtowanie okazuje się zaskakująco trudne. Podczas szybkiego frezowania metal nagrzewa się tak szybko, że odkształca się w gwałtownych, lokalnych strefach, tworząc poszarpane wióry, nierówne powierzchnie i szybkie zużycie narzędzia. Niniejsze badanie analizuje, jak różne sposoby chłodzenia obszaru skrawania, w tym nowatorska mieszanka ciekłego azotu i ciekłego dwutlenku węgla, mogą złagodzić te zjawiska, chronić narzędzia i pozostawić znacznie gładsze wykończenie na popularnej stali nierdzewnej 304.
Skrawanie metalu i nagłe „pęknięcia cieplne”
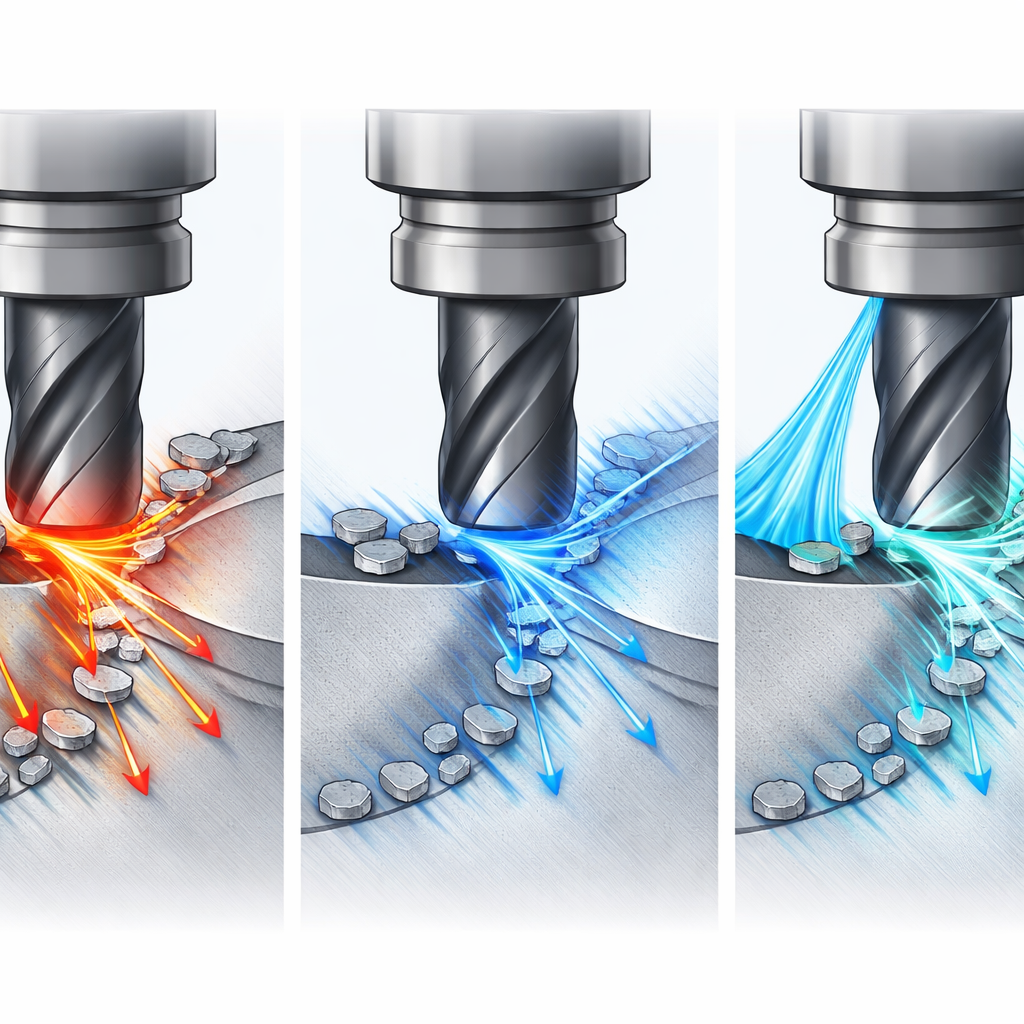
Gdy obracające się narzędzie frezarskie przecina stal nierdzewną, większość energii mechanicznej zamienia się w ciepło w mikroskopijnym obszarze styku narzędzia z metalem. Jeśli to ciepło nie może się szybko rozproszyć, materiał w tym wąskim pasku mięknie szybciej, niż może się utwardzić pod wpływem odkształcenia, a deformacja koncentruje się w niezwykle cienkim paśmie. Tak zwane adiabatyczne pasma ścinania działają jak nagłe pęknięcia cieplne wewnątrz metalu: wywołują ząbkowane wióry, silne drgania i zgrubienie świeżo obrobionej powierzchni. Autorzy najpierw opracowali model oparty na fizyce, który łączy siły skrawania, wytrzymałość metalu, wzrost temperatury i kształt wióra z ilością energii rozpraszanej w tych pasmach ścinania.
Testowanie trzech sposobów chłodzenia
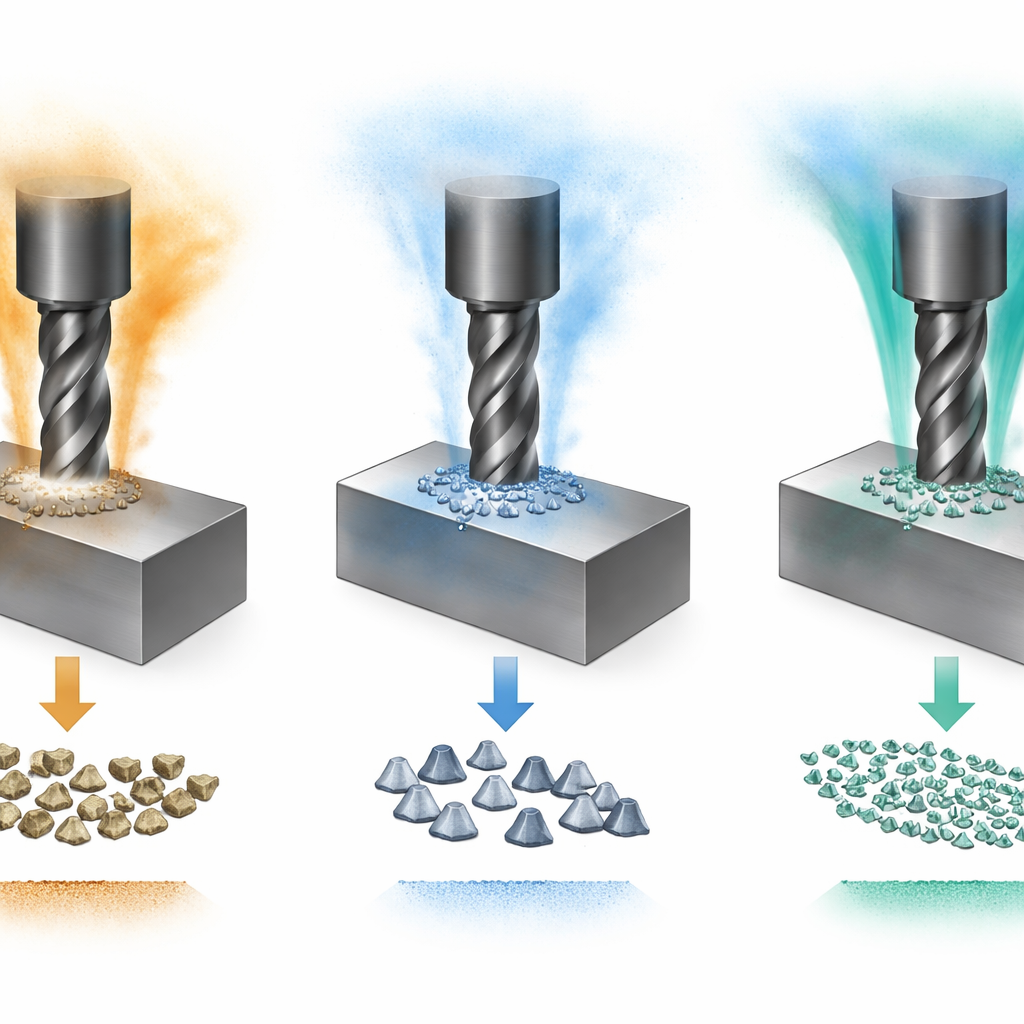
Aby zweryfikować model, zespół frezował płyty ze stali nierdzewnej 304 stosując trzy strategie chłodzenia: konwencjonalne chłodzenie „zalewowe”; chłodzenie kriogeniczne ciekłym azotem (LN2); oraz połączony strumień LN2 plus ciekły dwutlenek węgla (LCO2). Wszystkie pozostałe warunki skrawania — narzędzie, prędkość, głębokość i posuw — były starannie kontrolowane. Wykopano małe termopary blisko ścieżki skrawania, by śledzić temperaturę, zastosowano czujniki siły do rejestrowania zmian obciążeń skrawania w czasie, a wióry i obrabiane powierzchnie badano pod mikroskopami o dużym powiększeniu, podczas gdy miernik chropowatości określał, jak gładka jest finalna powierzchnia.
Co się dzieje z wiórami, ciepłem i zużyciem narzędzia
W warunkach zwykłego chłodzenia zalewowego wióry przy niskich prędkościach miały postać gładkich wstęg, a w miarę wzrostu prędkości przybierały coraz ostrzejsze, nieregularne, ząbkowane kształty. Mikroskopia ujawniła wyraźne pasma ścinania i pęknięcia między zębami — typowe oznaki niestabilnego odkształcenia. Temperatura w strefie skrawania wzrosła powyżej 300 °C przy 150 m/min i osiągnęła około 400 °C przy 200 m/min. Te trudne warunki towarzyszyły silnym fluktuacjom siły, szybkiemu zużyciu narzędzia i pogorszeniu jakości powierzchni — chropowatość przekraczała Ra 0,7 µm. W porównaniu z tym chłodzenie LN2 utrzymywało metal znacznie zimniejszy, zwiększało jego wytrzymałość i prowadziło do bardziej regularnych ząbkowanych wiórów oraz mniej wyraźnego formowania pasm ścinania, choć całkowite siły skrawania były wyższe.
Zaleta łączenia chłodzenia i smarowania
Połączone podejście LN2+LCO2 posunęło się o krok dalej. Przy najwyższej testowanej prędkości 200 m/min temperatura w pobliżu strefy skrawania utrzymywała się poniżej około 60 °C — dramatycznie niżej niż przy chłodzeniu zalewowym. Wióry nadal były ząbkowane, ale ich zęby były małe, regularne i łagodniej ukształtowane, a przekroje nie wykazywały wyraźnych adiabatycznych pasm ścinania. Zużycie narzędzia było znacząco ograniczone, a obrabiana powierzchnia stała się wyraźnie gładsza: chropowatość spadła poniżej Ra 0,3 µm przy 150 m/min. Model wskazywał, że choć chłodzenie kriogeniczne zwiększa rozpraszanie energii w strefie odkształcenia, to rozkłada tę energię bardziej równomiernie, co utrudnia powstawanie ekstremalnych, zlokalizowanych pasm ścinania — szczególnie gdy LCO2 dodaje efekt smarowania i zmniejsza tarcie.
Co to oznacza dla przemysłu
Dla producentów zajmujących się obróbką trudnych stali nierdzewnych te wyniki wskazują praktyczną drogę naprzód. Poprzez połączenie intensywnego chłodzenia ciekłym azotem z działaniem smarującym i redukującym tarcie ciekłego dwutlenku węgla, proces skrawania może przebiegać z dużą prędkością, pozostając stabilnym i łagodnym zarówno dla metalu, jak i dla narzędzia. Mówiąc prościej: nowa strategia chłodzenia pomaga uniknąć „pęknięć cieplnych”, które powodują gwałtowne tworzenie wiórów, obniża temperatury skrawania, wydłuża żywotność narzędzi i daje gładsze, wyższej jakości powierzchnie — wszystkie kluczowe elementy do niezawodnej i wydajnej produkcji precyzyjnych części.
Cytowanie: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Słowa kluczowe: obróbka kriogeniczna, frezowanie stali nierdzewnej, strategie chłodzenia, zużycie narzędzia, chropowatość powierzchni