Clear Sky Science · de
Adiabatiges Scheren und Leistungsfähigkeit beim Fräsen von austenitischem Edelstahl 304 basierend auf Kühlstrategien: Flood, LN2 und LN2+LCO2
Warum kühlere Schnitte wichtig sind
Edelstahl ist allgegenwärtig – von Flugzeugbauteilen bis zu Pkw-Auspuffanlagen – doch ihn präzise zu bearbeiten ist überraschend schwierig. Beim Fräsen mit hoher Geschwindigkeit kann das Metall so schnell aufheizen, dass es sich in gewalttätigen, lokal begrenzten Bereichen verformt, was zu gezackten Spänen, rauen Oberflächen und schnellem Werkzeugverschleiß führt. Diese Studie untersucht, wie verschiedene Methoden zur Kühlung der Schneidzone, einschließlich einer neuartigen Kombination aus flüssigem Stickstoff und flüssigem Kohlendioxid, dieses Chaos beruhigen, die Werkzeuge schützen und eine deutlich glattere Oberfläche an einem verbreiteten Edelstahltyp, dem 304, erzeugen können.
Metall schneiden und plötzliche „Wärmerisse“
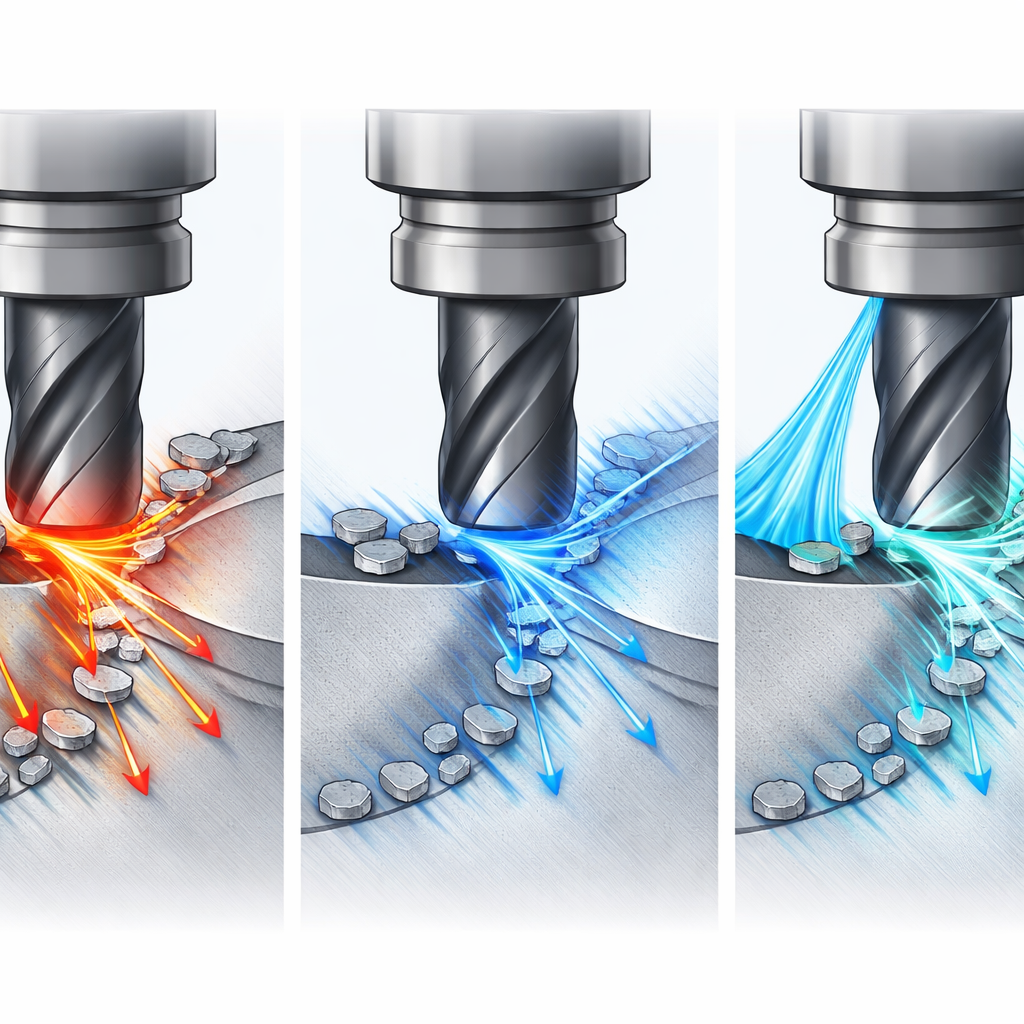
Wenn ein rotierendes Fräswerkzeug Edelstahl schneidet, wird der Großteil der mechanischen Energie in einer winzigen Zone, in der Werkzeug und Werkstück aufeinandertreffen, zu Wärme. Kann diese Wärme nicht schnell entweichen, erweicht das Material in diesem schmalen Streifen schneller, als es sich unter Belastung verhärten kann, und die Verformung kollabiert zu einem extrem dünnen Band. Diese sogenannten adiabatischen Scherstreifen wirken wie plötzliche Wärmerisse im Inneren des Metalls: Sie erzeugen sägezahnartige Späne, verursachen starke Vibrationen und rauen die frisch bearbeitete Oberfläche auf. Die Autoren entwickelten zunächst ein physikbasiertes Modell, das Schnittkräfte, Festigkeit des Metalls, Temperaturanstieg und Spanform mit der Energiemenge verknüpft, die in diese Scherstreifen eingetragen wird.
Test von drei Methoden, die Temperatur zu kontrollieren
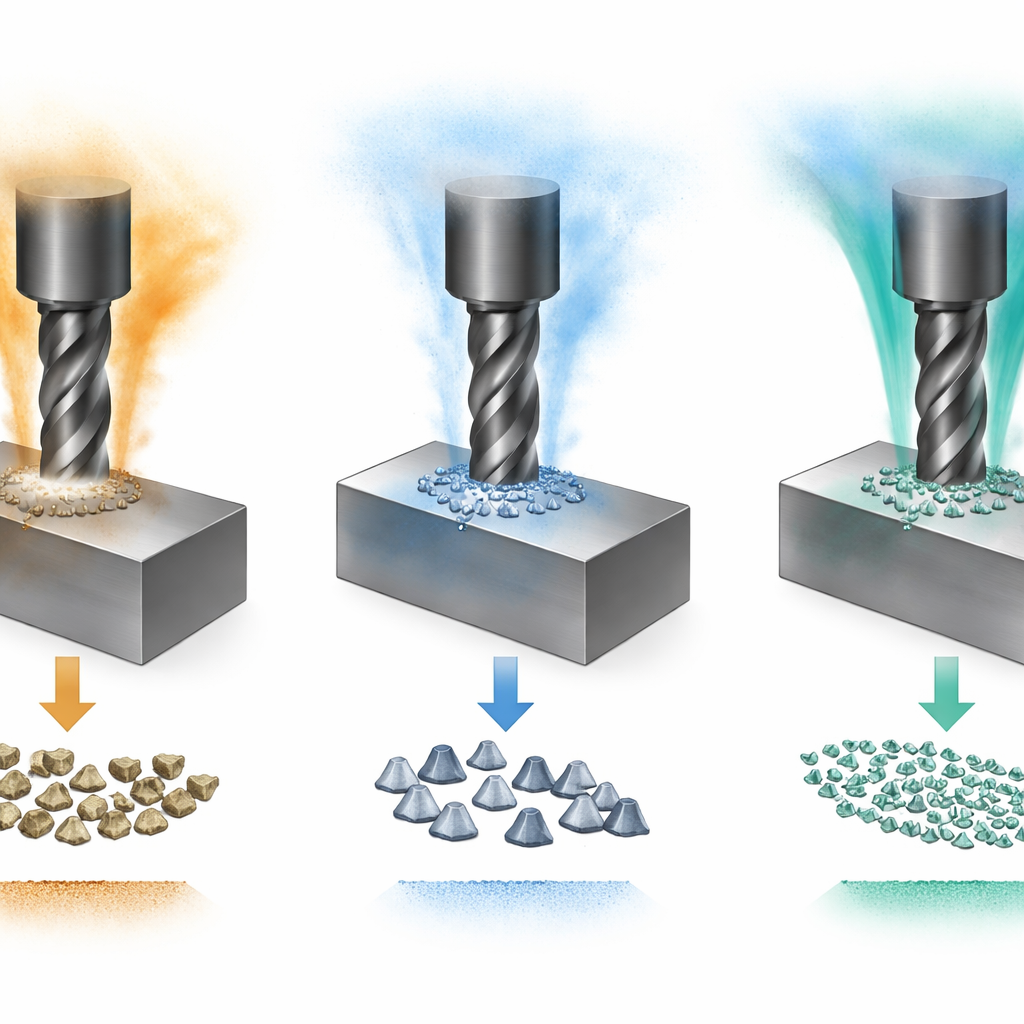
Um das Modell zu überprüfen, fräste das Team 304-Edelstahlplatten unter drei Kühlstrategien: konventionelle Flutkühlung; kryogene Kühlung mit flüssigem Stickstoff (LN2); und einen kombinierten Strahl aus LN2 plus flüssigem Kohlendioxid (LCO2). Alle anderen Schnittbedingungen – Werkzeug, Geschwindigkeit, Schnitttiefe und Vorschub – wurden sorgfältig konstant gehalten. Sie platzierten winzige Thermoelemente nahe der Schnittlinie, um die Temperatur zu verfolgen, nutzten Kraftsensoren zur Aufzeichnung der Schnittbelastung über die Zeit und untersuchten sowohl die Späne als auch die bearbeiteten Oberflächen unter hochauflösenden Mikroskopen, während ein Rauheitsmessgerät die tatsächliche Glätte der Endoberfläche bestimmte.
Was mit Spänen, Wärme und Werkzeugverschleiß passiert
Bei herkömmlicher Flutkühlung wandelten sich die gefrästen Späne bei niedrigen Geschwindigkeiten von glatten Bändern zu zunehmend scharfen, unregelmäßigen sägezahnartigen Formen, wenn die Geschwindigkeit stieg. Die Mikroskopie zeigte deutliche Scherstreifen und Risse zwischen den Zähnen – eindeutige Anzeichen instabiler Verformung. Die Temperatur in der Schnittzone stieg bei 150 m/min über 300 °C und erreichte bei 200 m/min etwa 400 °C. Diese extremen Bedingungen gingen mit starken Kraftschwankungen, schnellem Werkzeugverschleiß und verschlechterter Oberflächenqualität einher, wobei die Rauheit über Ra 0,7 Mikrometer anstieg. Im Gegensatz dazu hielt LN2-Kühlung das Metall deutlich kühler, erhöhte seine Festigkeit und führte zu regelmäßigeren, gezackten Spänen und weniger ausgeprägten Scherstreifen, obwohl die gesamten Schnittkräfte höher waren.
Der Vorteil der Kombination von Kälte und Schmierung
Der kombinierte LN2+LCO2-Ansatz ging noch einen Schritt weiter. Bei der höchsten getesteten Geschwindigkeit von 200 m/min blieb die Temperatur in der Nähe der Schnittzone unter etwa 60 °C – dramatisch niedriger als bei Flutkühlung. Die Späne waren weiterhin gezackt, aber ihre Zähne waren klein, regelmäßig und sanfter geformt, und Querschnitte zeigten keine klaren adiabatischen Scherstreifen. Der Werkzeugverschleiß wurde stark unterdrückt und die bearbeitete Oberfläche deutlich glatter: Die Rauheit fiel bei 150 m/min unter Ra 0,3 Mikrometer. Das Modell deutete darauf hin, dass kryogene Kühlung zwar die Energiedissipation in der Verformungszone erhöht, diese Energie aber gleichmäßiger verteilt, sodass extreme, lokal begrenzte Scherstreifen schwerer entstehen können – besonders wenn LCO2 zusätzlich schmiert und die Reibung reduziert.
Was das für die Industrie bedeutet
Für Hersteller, die versuchen, zähe Edelstähle zu bearbeiten, weisen diese Ergebnisse auf einen praktischen Weg hin. Durch die Kombination intensiver Kühlung mit flüssigem Stickstoff und der schmierenden, reibungsmindernden Wirkung von flüssigem Kohlendioxid kann der Zerspanungsprozess bei hohen Geschwindigkeiten stabil laufen und gleichzeitig schonend für Werkstück und Werkzeug sein. Einfach ausgedrückt hilft die neue Kühlstrategie, die „Wärmerisse“ zu vermeiden, die zu heftiger Spanbildung führen, senkt die Schnitttemperaturen, verlängert die Standzeit der Werkzeuge und erzeugt glattere, hochwertigere Oberflächen – alles Schlüsselfaktoren, um Präzisionsbauteile zuverlässig und effizient herzustellen.
Zitation: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Schlüsselwörter: kryogene Zerspanung, Fräsen von Edelstahl, Kühlstrategien, Werkzeugverschleiß, Oberflächenrauhigkeit