Clear Sky Science · nl
Adiabatish afscheren en prestaties bij frezen van 304 roestvast staal op basis van koelstrategieën: overstroming, LN2 en LN2+LCO2
Waarom koeler snijden ertoe doet
Roestvast staal is overal — van vliegtuigonderdelen tot uitlaatsystemen van auto’s — maar het nauwkeurig vormen ervan is verrassend lastig. Bij hoogsnelheidsfrezen kan het metaal zo snel opwarmen dat het plaatselijk en hevig vervormt, wat leidt tot gekartelde spanen, ruwe oppervlakken en snelle gereedschapslijtage. Deze studie onderzoekt hoe verschillende manieren om de snijzone te koelen, waaronder een nieuw mengsel van vloeibare stikstof en vloeibare kooldioxide, die chaos kunnen temperen, de gereedschappen kunnen beschermen en een veel gladder oppervlak kunnen opleveren op het veelgebruikte 304-roestvast staal.
Metalen snijden en plotselinge "warmtescheuren"
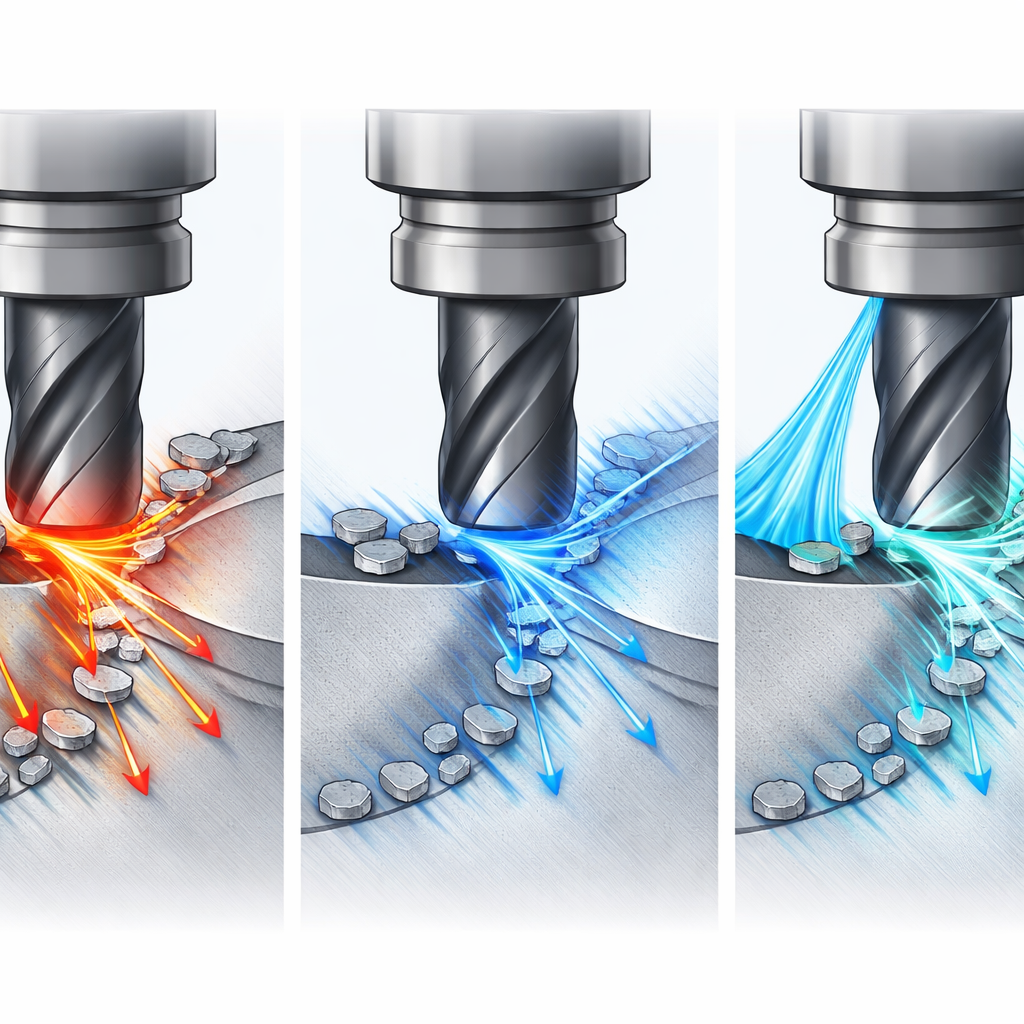
Wanneer een roterend freesgereedschap roestvast staal snijdt, wordt het grootste deel van de mechanische energie omgezet in warmte in een klein gebied waar het gereedschap het metaal raakt. Als deze warmte niet snel kan ontsnappen, verzacht het materiaal in die smalle strook sneller dan het kan harden onder vervorming, en stort de vervorming in tot een extreem dunne band. Deze zogenaamde adiabatische afschuurbanden werken als plotselinge warmtescheuren in het metaal: ze veroorzaken zaagtandachtige spanen, sterke trillingen en een ruwer verspaand oppervlak. De auteurs bouwden eerst een op fysica gebaseerd model dat snijkrachten, metaalsterkte, temperatuursstijging en spanenvorm koppelt aan de hoeveelheid energie die in deze afschuurbanden wordt gestopt.
Drie manieren om het koel te houden getest
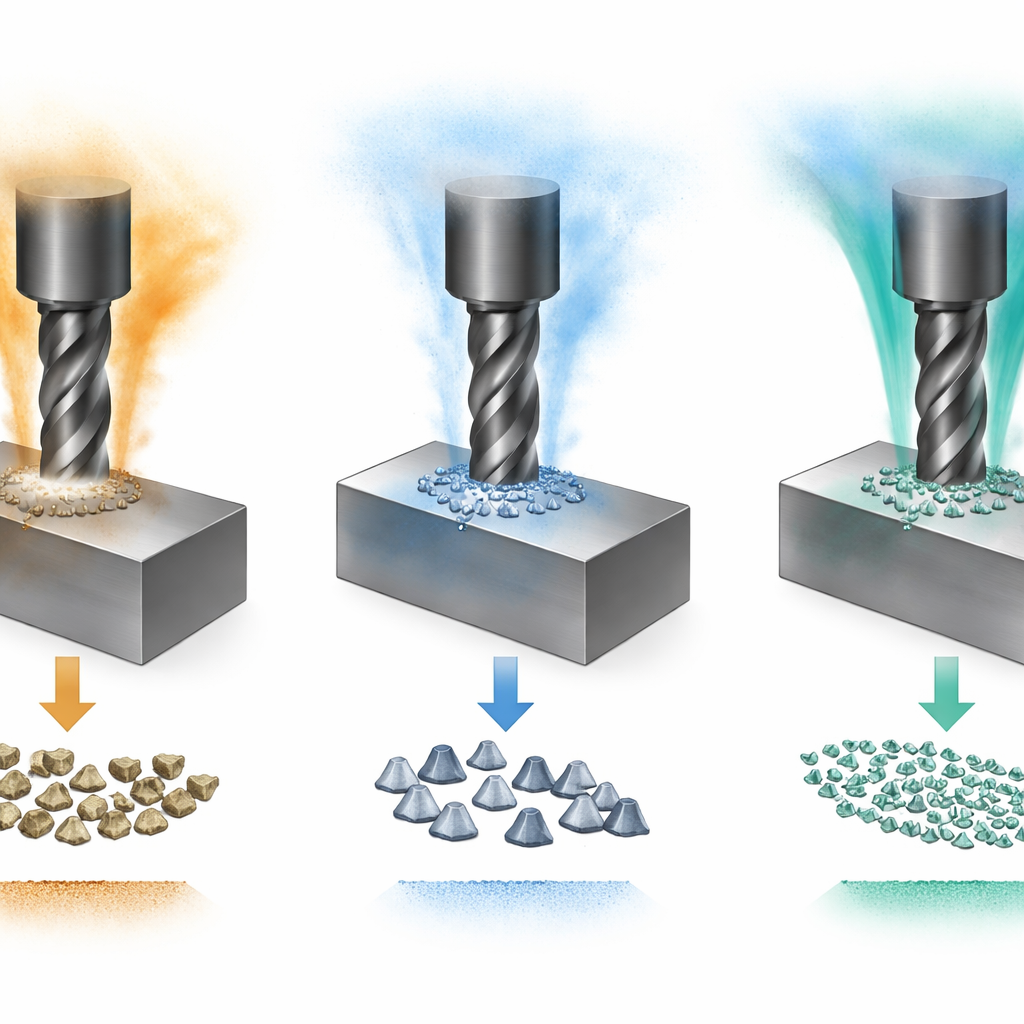
Om het model te testen freest het team platen 304 roestvast staal onder drie koelstrategieën: conventionele vloeistof-"overstromings"koeling; cryogene koeling met vloeibare stikstof (LN2); en een gecombineerde straal van LN2 plus vloeibare kooldioxide (LCO2). Alle andere verspaningscondities — gereedschap, snelheid, snedediepte en voedingssnelheid — werden zorgvuldig constant gehouden. Ze plaatsten kleine thermokoppels dicht bij het snijspoor om de temperatuur te volgen, gebruikten krachtsensoren om te registreren hoe de snijbelasting in de tijd veranderde, onderzochten zowel de spanen als de bewerkte oppervlakken onder hoogvermogensmicroscopen, en maten met een ruwheidsmeter hoe glad het uiteindelijke oppervlak werkelijk was.
Wat er gebeurt met spanen, warmte en gereedschapslijtage
Bij gewone overstromingskoeling veranderden de spanen bij toenemende snelheid van gladde linten in steeds scherpere, onregelmatige zaagtandvormen. Microscopen toonden duidelijke afschuurbanden en scheuren tussen de tanden, heldere tekenen van instabiele vervorming. De temperatuur in de snijzone steeg boven 300 °C bij 150 m/min en bereikte ongeveer 400 °C bij 200 m/min. Deze zware omstandigheden gingen gepaard met sterke krachtfluctuaties, snelle gereedschapslijtage en achteruitgang van de oppervlaktekwaliteit, met een ruwheid die boven Ra 0,7 micrometer uitkwam. Ter vergelijking: LN2-koeling hield het metaal veel koeler, verhoogde de sterkte en leidde tot meer regelmatige gezaagde spanen en minder duidelijke afschuurbanden, ook al waren de totale snijkrachten hoger.
Het voordeel van koude gecombineerd met smering
De gecombineerde LN2+LCO2-aanpak ging een stap verder. Bij de hoogste geteste snelheid van 200 m/min bleef de temperatuur nabij de snijzone onder ongeveer 60 °C — dramatisch lager dan bij overstromingskoeling. De spanen waren nog steeds gezaagd, maar de tanden waren klein, regelmatig en zachter gevormd, en doorsneden toonden geen duidelijke adiabatische afschuurbanden. De gereedschapslijtage werd sterk onderdrukt en het bewerkte oppervlak werd merkbaar gladder: de ruwheid daalde onder Ra 0,3 micrometer bij 150 m/min. Het model gaf aan dat hoewel cryogene koeling de energieafvoer in de vervormingszone vergroot, die energie gelijkmatiger wordt verdeeld, waardoor het moeilijker wordt voor extreme, gelokaliseerde afschuurbanden om zich te vormen — vooral wanneer LCO2 smering toevoegt en de wrijving vermindert.
Wat dit betekent voor de industrie
Voor fabrikanten die moeilijke roestvaste staalsoorten willen verspanen wijzen deze bevindingen op een praktische route vooruit. Door de intense koeling van vloeibare stikstof te combineren met de smerende en wrijvingsverminderende werking van vloeibare kooldioxide kan het snijproces bij hoge snelheden verlopen terwijl het stabiel blijft en vriendelijker voor zowel het metaal als het gereedschap. In eenvoudige bewoordingen helpt de nieuwe koelstrategie de “warmtescheuren” te vermijden die aanleiding geven tot heftige spaanvorming, verlaagt het snijtemperaturen, verlengt het de gereedschapslevensduur en levert het gladdere, hogere kwaliteit oppervlakken — allemaal belangrijke ingrediënten om precisieonderdelen betrouwbaar en efficiënt te produceren.
Bronvermelding: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Trefwoorden: cryogeen verspanen, frezen van roestvast staal, koelstrategieën, gereedschapslijtage, oppervlakteruwheid