Clear Sky Science · he
חיתוך אדיאבטי וביצועי חריטה של פלדת אל-חלד 304 על בסיס אסטרטגיות קירור: שיטפון, N2 נוזלי ו-N2 נוזלי + CO2 נוזלי
למה חיתוך קר יותר חשוב
פלדת אל-חלד נמצאת בכל מקום — מחלקי מטוסים ועד למערכות מפלט ברכב — אך עיצובה בדיוק גבוה קשה מהצפוי. כאשר מבצעים חריטה במהירות גבוהה, המתכת יכולה להתחמם כל כך מהר שהיא מעוותת באזורים מקומיים ואלימים, מה שיוצר שבבים מחודדים, משטחים מחוספסים ובלאי כלי מהיר. מחקר זה חוקר כיצד דרכים שונות לקירור אזור החיתוך, כולל תערובת חדשנית של חנקן נוזלי ופחמן דו-חמצני נוזלי, יכולות להרגיע את הכאוס הזה, להגן על הכלים ולהשאיר גימור חלק הרבה יותר על פלדת אל-חלד נפוצה הידועה כ-304.
חיתוך מתכת ו"סדקים חום" פתאומיים
כאשר כלי חריטה מסתובב חותך פלדת אל-חלד, רוב האנרגיה המכנית הופכת לחום באזור זעיר שבו הכלי פוגש את המתכת. אם חום זה אינו יכול להימלט במהירות, החומר בחريط הצר הזה מתרכך מהר יותר ממה שהוא מתקשה תחת מאמץ, והעיוות קורס לברכה דקה ביותר. רצועות חיתוך אדיאבטיות אלה מתנהגות כמו סדקי חום פתאומיים בתוך המתכת: הן מעוררות שבבים מסוריים, גורמות לרעידות חזקות ומגינות את המשטח שנכרת זה עתה. המחברים בנו תחילה מודל מבוסס פיזיקה שמקשר בין כוחות החיתוך, חוזק המתכת, עליית הטמפרטורה וצורת השבב לכמות האנרגיה המושלכת לרצועות ההחלקה הללו.
בדיקת שלוש שיטות לשמור על קירור
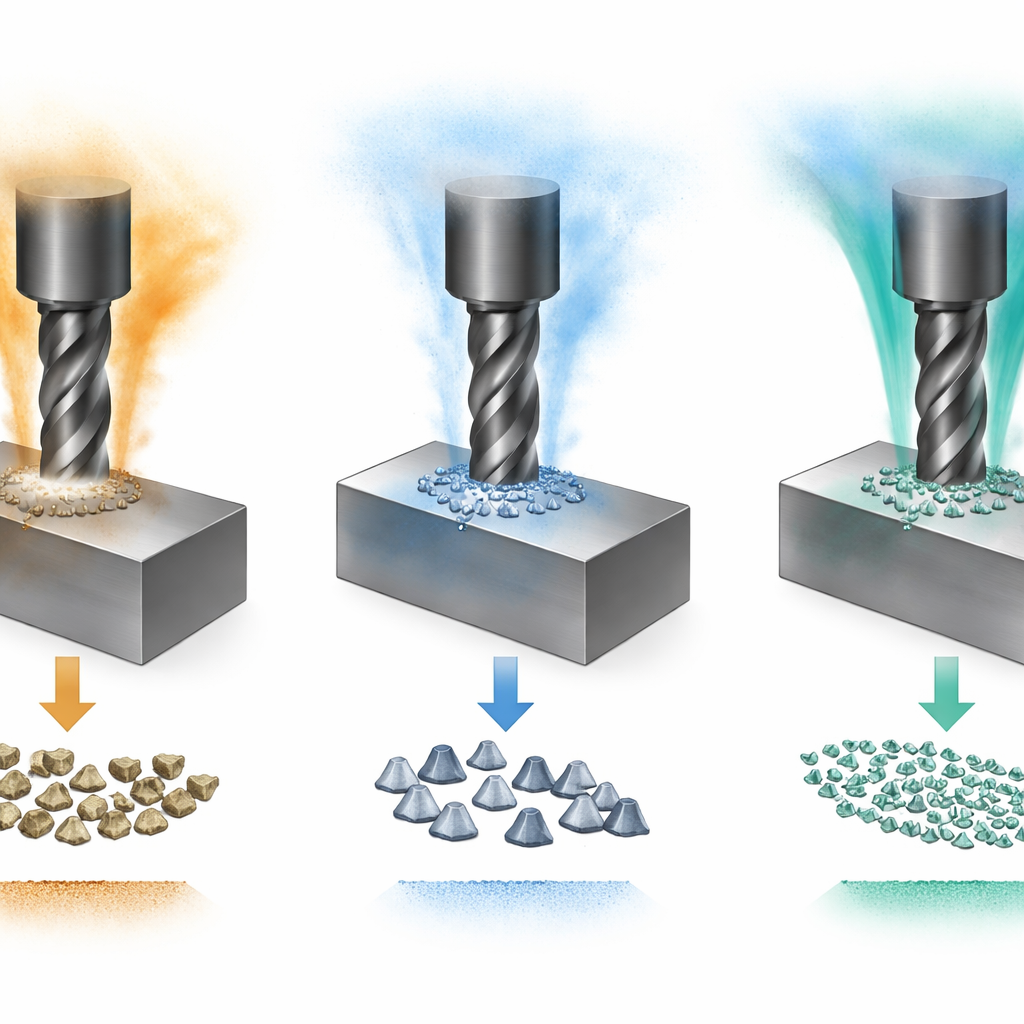
כדי לבחון את המודל, הצוות בחן לוחות פלדת אל-חלד 304 תחת שלוש אסטרטגיות קירור: קירור נוזלי מסורתי "שיטפון"; קירור קריוגני עם חנקן נוזלי (LN2); וזרבובית משולבת של LN2 בתוספת פחמן דו-חמצני נוזלי (LCO2). כל שאר תנאי החיתוך — הכלי, המהירות, העומק והזנה — נוהלו בקפידה. הם הטמינו תרמופרות זעירות קרוב לנתיב החיתוך למעקב טמפרטורות, השתמשו בחיישני כוח כדי להקליט כיצד עומס החיתוך משתנה עם הזמן, ובחנו הן את השבבים והן את המשטחים המוכנים במיקרוסקופים בהגדלה גבוהה, בעוד מד חספוס מדד עד כמה חלק המשטח הסופי באמת.
מה קורה לשבבים, לחום ולבלאי כלי
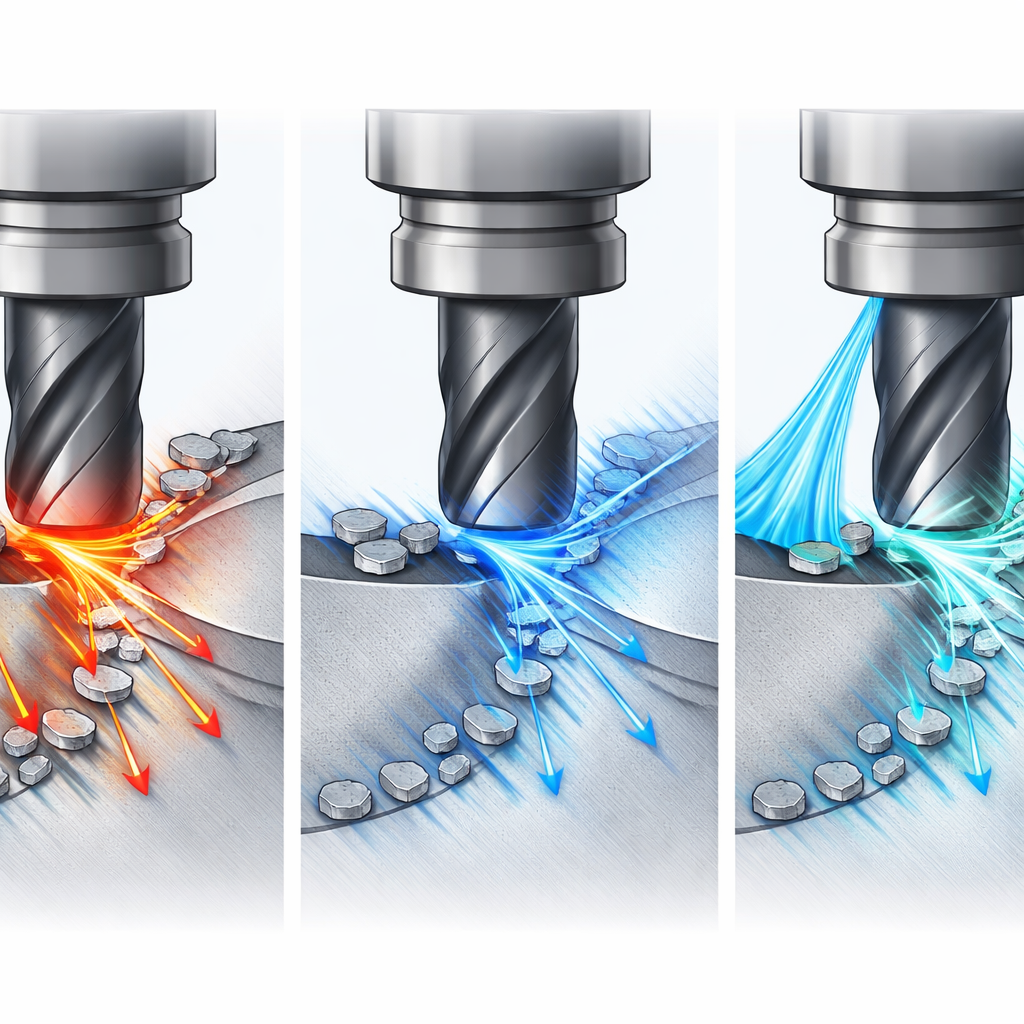
בקירור שיטפון רגיל, השבבים שנכרתו השתנו מרצועות חלקות במהירויות נמוכות לצורות מסוריות ובלתי סדירות ככל שהמהירות עלתה. מיקרוסקופיה חשפה רצועות החלקה וסדקים ברורים בין השיניים, סימנים ברורים לעיוות לא יציב. טמפרטורת אזור החיתוך זינקה מעל 300 °C במהירות 150 מ'/דקה והגיעה לכ-400 °C במהירות 200 מ'/דקה. תנאים קשים אלה הלכו יד ביד עם תנודות כוח חזקות, בלאי כלי מהיר ונראות משטח הידרדרות, עם עלייה בחספוס מעל Ra 0.7 מיקרומטר. בניגוד לכך, קירור ב-LN2 שמר על המתכת הרבה יותר קרה, הגביר את חוזקה והוביל לשבבים מסוריים יותר סדירים ופחות בלטות של רצועות החלקה, אף על פי שכוחות החיתוך הכוללים היו גבוהים יותר.
היתרון בשילוב קור ושימון
הגישה המשולבת של LN2+LCO2 לקחה את הדברים צעד אחד קדימה. במהירות הנבדקת הגבוהה ביותר של 200 מ'/דקה, הטמפרטורה בסמוך לאזור החיתוך נשמרה מתחת לכ-60 °C — נמוכה באופן דרמטי בהשוואה לקירור שיטפון. השבבים היו עדיין מסוריים, אך שיניהם היו קטנות, סדירות וצורתן עדינה יותר, וחתכי רוחב לא הראו רצועות החלקה אדיאבטיות ברורות. בלאי הכלי הושתק באופן משמעותי, ומשטח החריטה הפך חלק בהרבה: החספוס ירד מתחת Ra 0.3 מיקרומטר במהירות 150 מ'/דקה. המודל הצביע על כך שאף שקריוגניקה מגדילה את פיזור האנרגיה באזור העיוות, היא מפזרת את האנרגיה באופן שווה יותר, מה שמקשה על היווצרות רצועות החלקה מקומיות וקיצוניות, במיוחד כאשר LCO2 מוסיף שימון ומפחית חיכוך.
מה משמעות הדבר לתעשייה
ליצרנים הנדרשים לחרוט פלדות אל-חלד קשות, הממצאים האלה מצביעים על נתיב מעשי קדימה. על ידי שילוב קירור אינטנסיבי מחנקן נוזלי עם פעולת השימון והפחתת החיכוך של פחמן דו-חמצני נוזלי, תהליך החיתוך יכול לפעול במהירויות גבוהות תוך שמירה על יציבות וטיפול עדין הן במתכת והן בכלי. במילים פשוטות, אסטרטגיית הקירור החדשה עוזרת להימנע מ"סדקי החום" הגורמים ליצירת שבבים אלימים, מורידה טמפרטורות חיתוך, מאריכה את חיי הכלי ומייצרת משטחים חלקים ואיכותיים יותר — כל מרכיב מרכזי לייצור חלקים מדויקים באופן אמין ויעיל.
ציטוט: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
מילות מפתח: מכונות קירור קריוגניות, חריטת פלדת אל-חלד, אסטרטגיות קירור, בלאי כלי, חספוס משטח