Clear Sky Science · es
Deformación por corte adiabático y rendimiento del fresado del acero inoxidable 304 basado en estrategias de refrigeración: inundación, LN2 y LN2+LCO2
Por qué importa un corte más frío
El acero inoxidable está en todas partes —desde piezas de avión hasta sistemas de escape de automóviles—, pero darle forma con precisión resulta sorprendentemente difícil. Cuando se fresan a alta velocidad, los metales pueden calentarse tan rápido que se deforman en zonas localizadas y violentas, creando virutas dentadas, superficies ásperas y un desgaste acelerado de la herramienta. Este estudio explora cómo distintas formas de refrigerar la zona de corte, incluida una mezcla novedosa de nitrógeno líquido y dióxido de carbono líquido, pueden mitigar ese caos, proteger las herramientas y dejar un acabado mucho más suave en un acero inoxidable común conocido como 304.
Cortar metal y las súbitas "grietas térmicas"
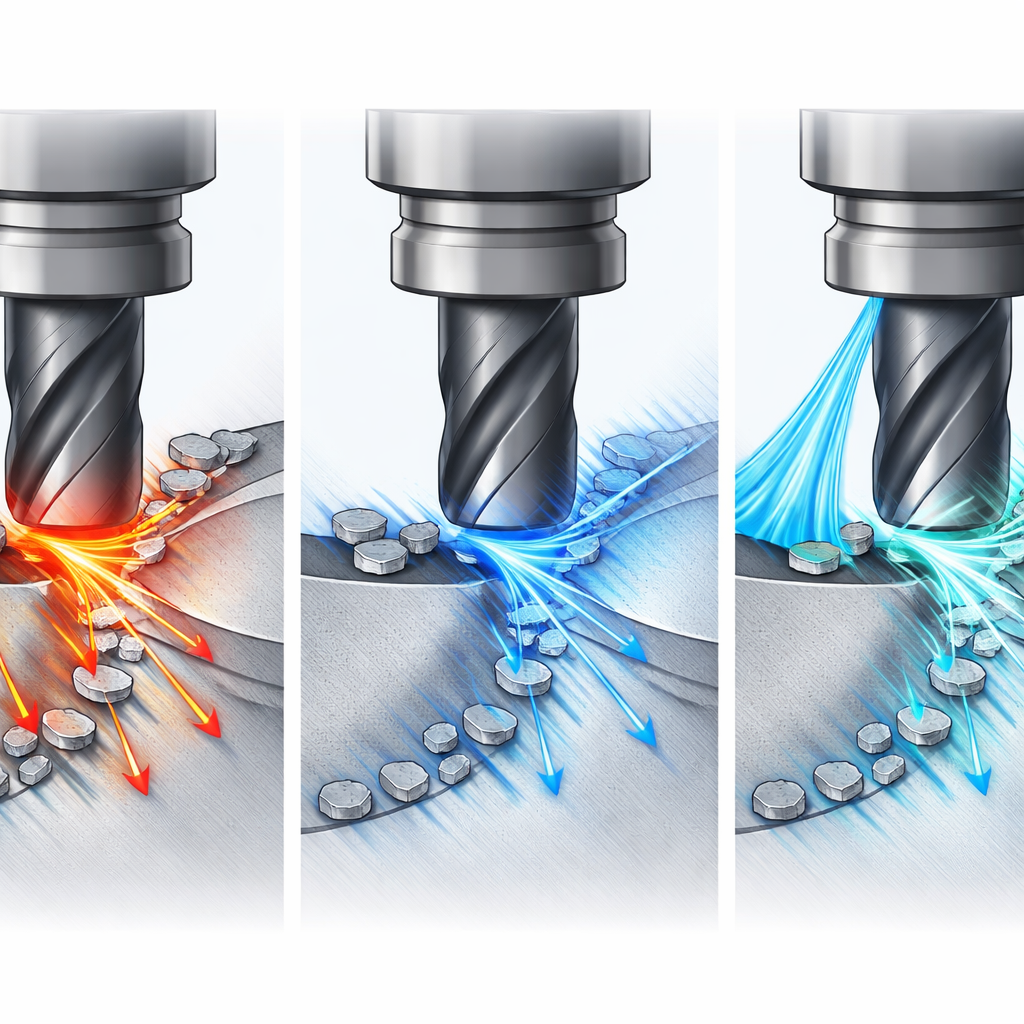
Cuando una herramienta de fresado giratoria corta acero inoxidable, la mayor parte de la energía mecánica se transforma en calor en una región diminuta donde la herramienta contacta el metal. Si ese calor no puede disiparse con rapidez, el material en esa tira estrecha se ablanda más rápido de lo que puede endurecerse por la deformación, y la deformación colapsa en una banda extremadamente fina. Estas llamadas bandas de corte adiabáticas actúan como grietas térmicas súbitas dentro del metal: desencadenan virutas en forma de sierra, provocan vibraciones fuertes y empeoran la superficie recién mecanizada. Los autores primero construyeron un modelo físico que vincula fuerzas de corte, resistencia del metal, aumento de temperatura y forma de las virutas con la cantidad de energía que se concentra en esas bandas de corte.
Probando tres formas de mantener el frío
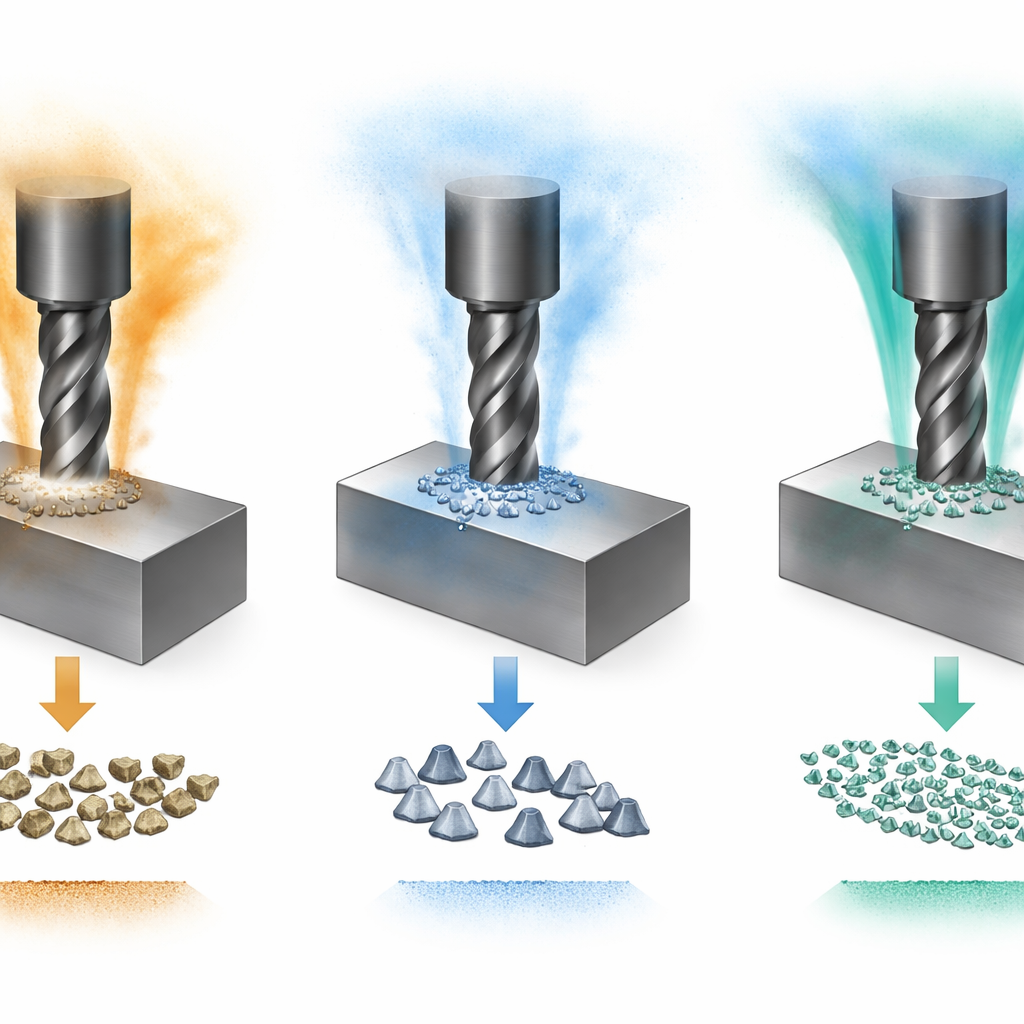
Para poner a prueba el modelo, el equipo fresó placas de acero inoxidable 304 bajo tres estrategias de refrigeración: refrigeración convencional por inundación líquida; refrigeración criogénica con nitrógeno líquido (LN2); y un chorro combinado de LN2 más dióxido de carbono líquido (LCO2). Todas las demás condiciones de corte —herramienta, velocidad, profundidad y avance— se controlaron cuidadosamente. Enterraron termopares diminutos cerca de la trayectoria de corte para seguir la temperatura, usaron sensores de fuerza para registrar cómo variaba la carga de corte con el tiempo, y examinaron tanto las virutas como las superficies mecanizadas con microscopios de alta ampliación, mientras un medidor de rugosidad medía cuán lisa era realmente la superficie final.
Qué ocurre con las virutas, el calor y el desgaste de la herramienta
Bajo la refrigeración por inundación convencional, las virutas fresadas pasaron de cintas lisas a baja velocidad a formas cada vez más agudas e irregulares en diente de sierra conforme aumentaba la velocidad. La microscopía reveló bandas de corte y grietas entre los dientes, señales claras de deformación inestable. La temperatura en la zona de corte superó los 300 °C a 150 m/min y alcanzó alrededor de 400 °C a 200 m/min. Estas condiciones severas se acompañaron de fuertes fluctuaciones de fuerza, desgaste rápido de la herramienta y deterioro de la calidad superficial, con rugosidades que superaron Ra 0,7 micrómetros. En contraste, la refrigeración con LN2 mantuvo el metal mucho más frío, aumentó su resistencia y produjo virutas serradas más regulares y una presencia menos evidente de bandas de corte, aunque las fuerzas de corte globales fueron mayores.
La ventaja de combinar frío y lubricación
El enfoque combinado LN2+LCO2 fue un paso adelante. A la máxima velocidad probada de 200 m/min, la temperatura cerca de la zona de corte se mantuvo por debajo de aproximadamente 60 °C —drásticamente menor que con la refrigeración por inundación. Las virutas seguían siendo serradas, pero sus dientes eran pequeños, regulares y de forma más suave, y las secciones transversales no mostraron bandas de corte adiabáticas evidentes. El desgaste de la herramienta se redujo notablemente y la superficie mecanizada se volvió claramente más lisa: la rugosidad cayó por debajo de Ra 0,3 micrómetros a 150 m/min. El modelo indicó que, aunque la refrigeración criogénica incrementa la disipación de energía en la zona de deformación, distribuye esa energía de forma más uniforme, dificultando la formación de bandas de corte extremas y localizadas, especialmente cuando el LCO2 añade lubricación y reduce la fricción.
Qué significa esto para la industria
Para los fabricantes que intentan mecanizar aceros inoxidables resistentes, estos hallazgos señalan un camino práctico a seguir. Al combinar la intensa refrigeración del nitrógeno líquido con la acción lubricante y reductora de fricción del dióxido de carbono líquido, el proceso de corte puede operar a altas velocidades manteniéndose estable y menos agresivo tanto para el metal como para la herramienta. En términos sencillos, la nueva estrategia de refrigeración ayuda a evitar las “grietas térmicas” que causan la formación violenta de virutas, baja las temperaturas de corte, prolonga la vida útil de la herramienta y produce superficies más suaves y de mayor calidad —todos ingredientes clave para fabricar piezas de precisión de forma fiable y eficiente.
Cita: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Palabras clave: mecanizado criogénico, fresado de acero inoxidable, estrategias de refrigeración, desgaste de herramienta, rugosidad superficial