Clear Sky Science · pt
Deformação adiabática e desempenho do fresamento do aço inoxidável 304 com base em estratégias de resfriamento: flood, LN2 e LN2+LCO2
Por que cortar mais frio importa
O aço inoxidável está em toda parte — de peças de avião a sistemas de escape automotivos —, mas conformá‑lo com precisão é surpreendentemente difícil. Quando é fresado em alta velocidade, o metal pode aquecer tão rapidamente que se deforma em regiões localizadas e violentas, formando cavacos irregulares, superfícies ásperas e desgaste acelerado da ferramenta. Este estudo investiga como diferentes formas de resfriar a zona de corte, incluindo uma mistura inédita de nitrogênio líquido e dióxido de carbono líquido, podem acalmar esse efeito, preservar as ferramentas e deixar um acabamento muito mais suave em um aço inoxidável comum conhecido como 304.
Cortando metal e as súbitas “rachaduras térmicas”
Quando uma ferramenta de fresamento rotativa corta aço inoxidável, a maior parte da energia mecânica se transforma em calor em uma região minúscula onde a ferramenta encontra o metal. Se esse calor não conseguir escapar rapidamente, o material nessa faixa estreita amolece mais depressa do que endurece sob deformação, e a deformação colapsa em uma faixa extremamente fina. Essas chamadas bandas de cisalhamento adiabático atuam como rachaduras térmicas súbitas dentro do metal: desencadeiam cavacos serrilhados, provocam vibrações intensas e ruguem a superfície recém-usinada. Os autores primeiro construíram um modelo baseado na física que relaciona forças de corte, resistência do metal, aumento de temperatura e forma do cavaco à quantidade de energia dissipada nessas bandas de cisalhamento.
Testando três maneiras de manter tudo frio
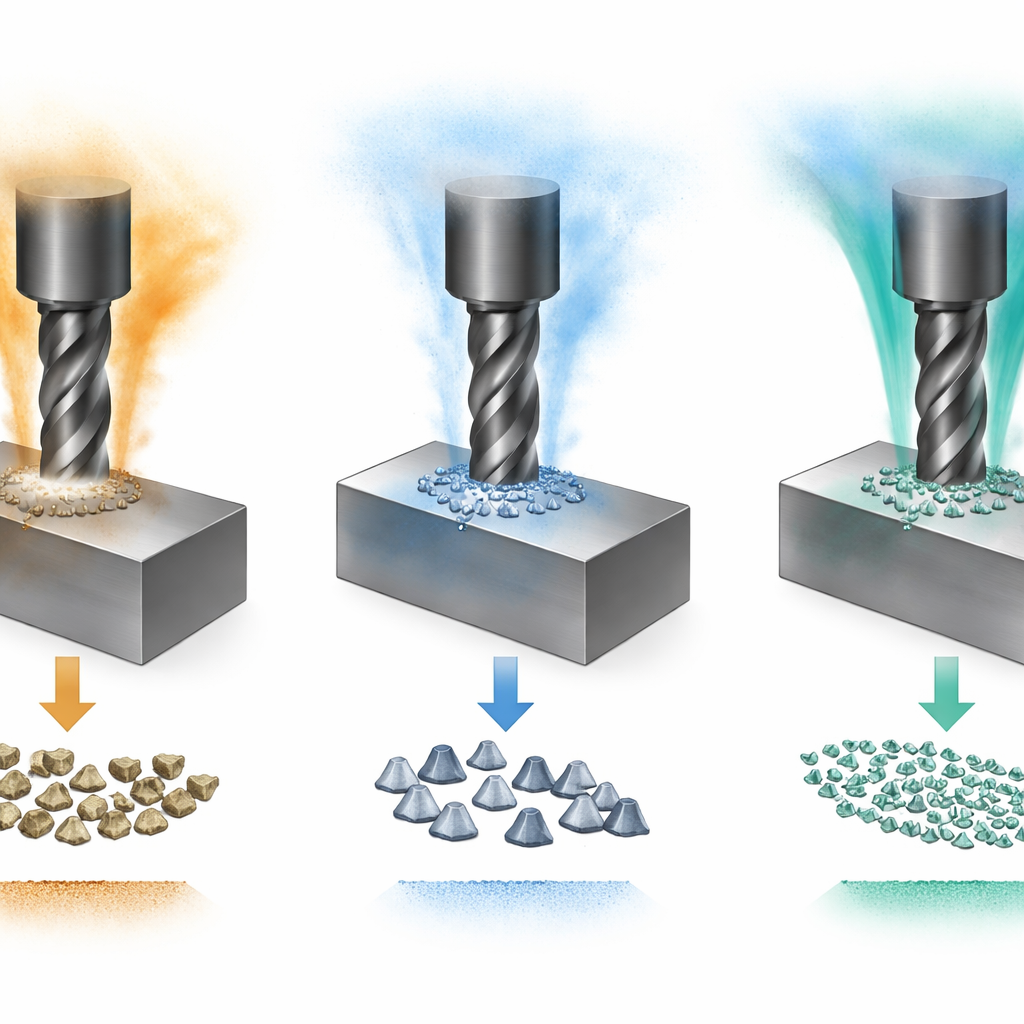
Para testar o modelo, a equipe fresou chapas de aço inoxidável 304 sob três estratégias de resfriamento: resfriamento convencional por inundação (flood); resfriamento criogênico com nitrogênio líquido (LN2); e um jato combinado de LN2 mais dióxido de carbono líquido (LCO2). Todas as demais condições de corte — ferramenta, velocidade, profundidade e avanço — foram rigorosamente controladas. Enterraram termopares minúsculos próximos ao caminho de corte para monitorar a temperatura, usaram sensores de força para registrar como a carga de corte variava no tempo, e examinaram tanto os cavacos quanto as superfícies usinadas em microscópios de alta ampliação, enquanto um rugosímetro mediu o quão lisa ficou a superfície final.
O que acontece com cavacos, calor e desgaste da ferramenta
Com o resfriamento por inundação convencional, os cavacos fresados mudaram de fitas suaves em baixa velocidade para formas cada vez mais agudas e irregulares em dente de serra à medida que a velocidade aumentava. A microscopia revelou bandas de cisalhamento e trincas entre os dentes, sinais claros de deformação instável. A temperatura da zona de corte subiu acima de 300 °C a 150 m/min e atingiu cerca de 400 °C a 200 m/min. Essas condições severas vieram acompanhadas de fortes flutuações de força, desgaste rápido da ferramenta e deterioração da qualidade da superfície, com rugosidade subindo além de Ra 0,7 micrômetros. Em contraste, o resfriamento com LN2 manteve o metal muito mais frio, aumentou sua resistência e levou a cavacos serrilhados mais regulares e a bandas de cisalhamento menos evidentes, embora as forças de corte totais tenham sido maiores.
Vantagem de combinar frio e lubrificação
A abordagem combinada LN2+LCO2 foi um passo adiante. Na maior velocidade testada, 200 m/min, a temperatura próxima à zona de corte permaneceu abaixo de cerca de 60 °C — dramaticamente mais baixa que com o resfriamento por inundação. Os cavacos ainda eram serrilhados, mas seus dentes eram pequenos, regulares e mais suavemente moldados, e as seções transversais não mostraram bandas claras de cisalhamento adiabático. O desgaste da ferramenta foi fortemente suprimido, e a superfície usinada ficou notavelmente mais lisa: a rugosidade caiu abaixo de Ra 0,3 micrômetros a 150 m/min. O modelo indicou que, embora o resfriamento criogênico aumente a dissipação de energia na zona de deformação, ele distribui essa energia de forma mais uniforme, tornando mais difícil a formação de bandas de cisalhamento extremas e localizadas, especialmente quando o LCO2 acrescenta lubrificação e reduz o atrito.
O que isso significa para a indústria
Para fabricantes que precisam usinar aços inoxidáveis resistentes, esses achados apontam para um caminho prático. Ao combinar o resfriamento intenso do nitrogênio líquido com a ação lubrificante e redutora de atrito do dióxido de carbono líquido, o processo de corte pode operar em altas velocidades mantendo-se estável e menos agressivo tanto para o metal quanto para a ferramenta. Em termos claros, a nova estratégia de resfriamento ajuda a evitar as “rachaduras térmicas” que causam formação violenta de cavacos, reduz as temperaturas de corte, prolonga a vida útil da ferramenta e produz superfícies mais lisas e de maior qualidade — todos ingredientes-chave para fabricar peças de precisão de forma confiável e eficiente.
Citação: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Palavras-chave: usinagem criogênica, fresamento de aço inoxidável, estratégias de resfriamento, desgaste da ferramenta, rugosidade da superfície