Clear Sky Science · ar
القص الأدياباتِي وأداء تفريز الفولاذ المقاوم للصدأ 304 بناءً على استراتيجيات التبريد: الفيض، النيتروجين السائل ونيتروجين سائل+ثاني أكسيد الكربون السائل
لماذا يهم التقطيع الأبرد
الفولاذ المقاوم للصدأ موجود في كل مكان — من أجزاء الطائرات إلى أنظمة عوادم السيارات — لكن تشكيله بدقة أمر أصعب مما يبدو. عند تفريزه بسرعات عالية، يمكن أن يسخن المعدن بسرعة بحيث يتشوه في مناطق محلية عنيفة، مسببًا رقائق مسننة، أسطحًا خشنة، وتآكلًا سريعًا للأدوات. تبحث هذه الدراسة كيف أن أساليب مختلفة لتبريد منطقة القطع، بما في ذلك مزيج جديد من النيتروجين السائل وثاني أكسيد الكربون السائل، يمكنها تهدئة هذا الاضطراب، حماية الأدوات، وترك سطح أنعم بكثير على نوع شائع من الفولاذ المقاوم للصدأ المعروف باسم 304.
قطع المعدن و«تشققات الحرارة» المفاجئة
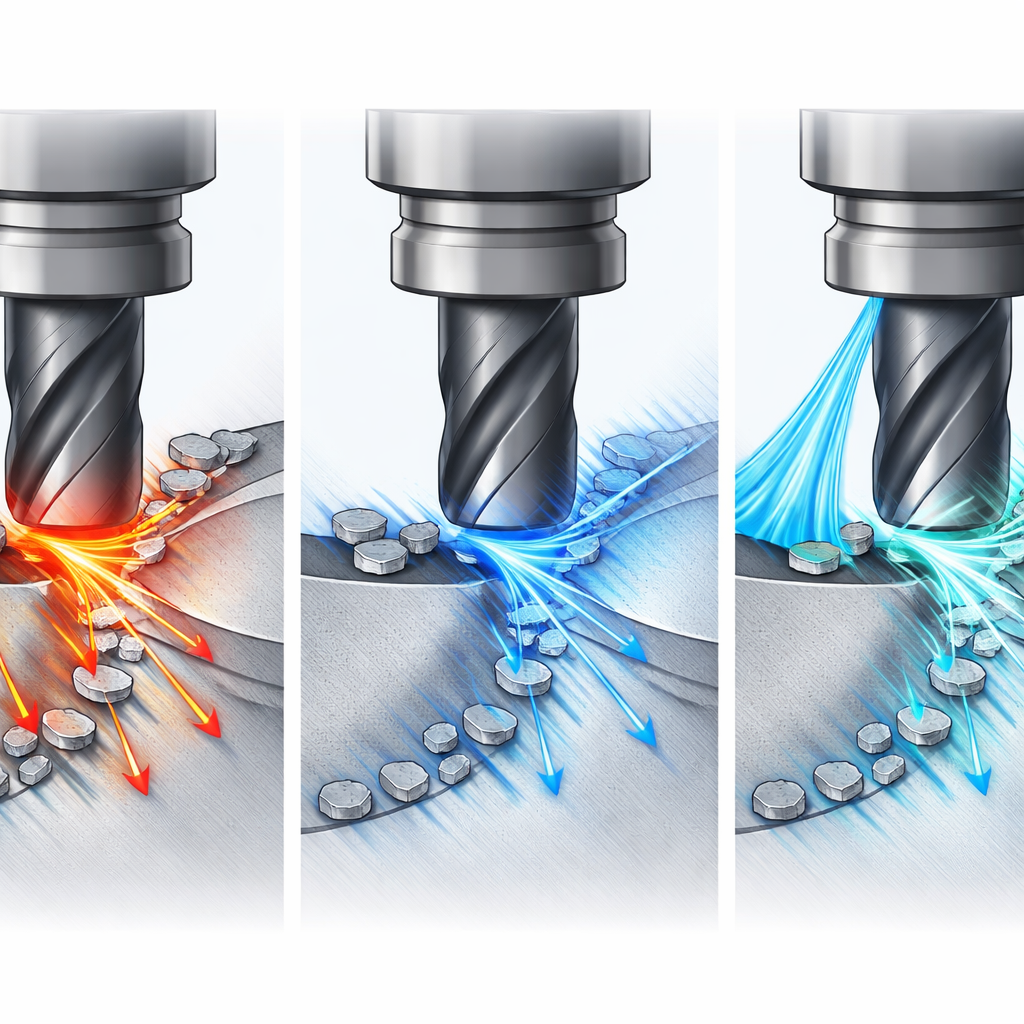
عندما يقطع أداة تفريز دوارة الفولاذ المقاوم للصدأ، تتحول معظم الطاقة الميكانيكية إلى حرارة في منطقة صغيرة حيث تلتقي الأداة بالمعدن. إذا لم تستطع هذه الحرارة أن تهرب بسرعة، فإن المادة في تلك الشريط الضيق تطرى أسرع مما تقسى تحت الإجهاد، وينهار التشوه إلى حزمة رقيقة جدًا. تعمل ما يسمّى أشرطة القص الأدياباتية مثل تشققات حرارية مفاجئة داخل المعدن: تُشعل رقائق مسننة، تتسبب في اهتزازات قوية، وتجعل السطح الميكاني مشدودًا وخشنًا. بنى المؤلفون أولاً نموذجًا معتمدًا على الفيزياء يربط قوات القطع، وقوة المعدن، وارتفاع الحرارة، وشكل الرقاقة بكمية الطاقة المصروفة في هذه الأشرطة القصية.
اختبار ثلاث طرق للحفاظ على البرودة
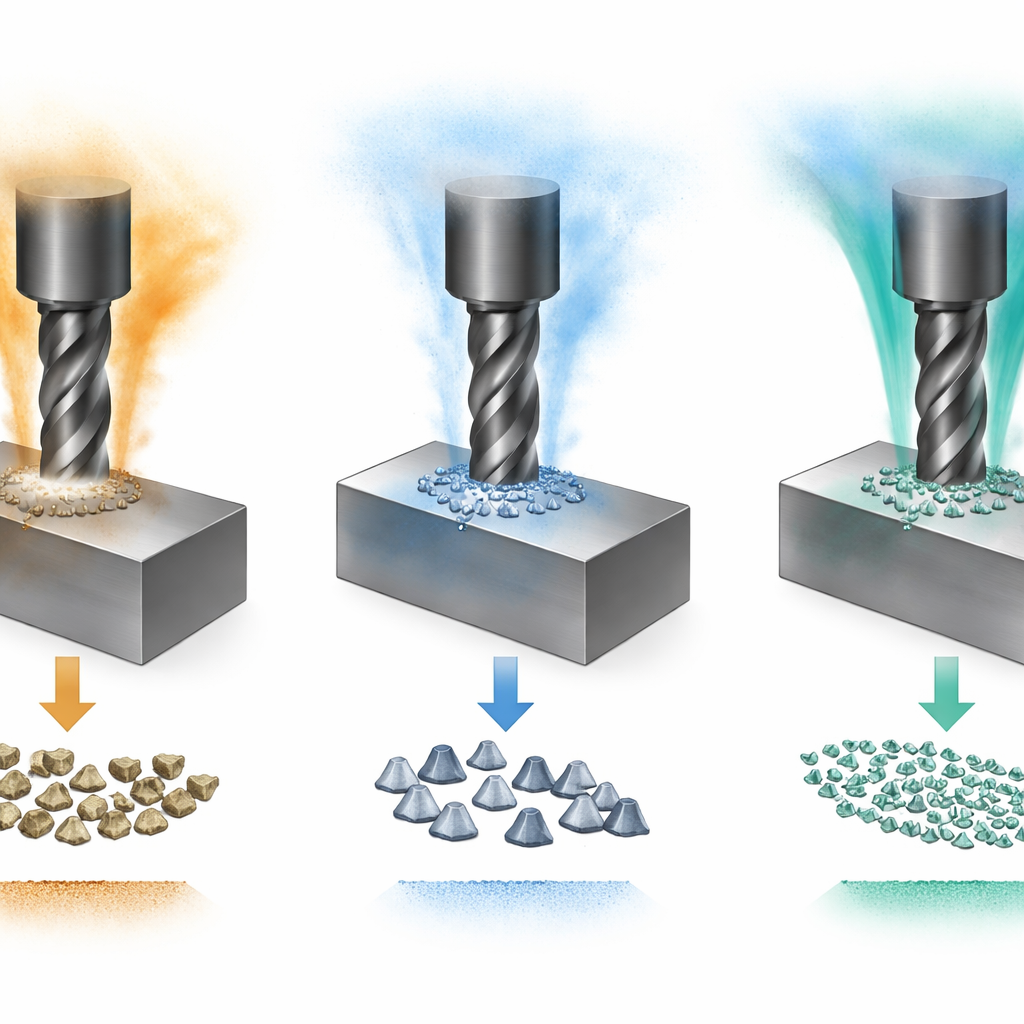
لاختبار النموذج، قام الفريق بتفريز صفائح من الفولاذ المقاوم للصدأ 304 تحت ثلاث استراتيجيات تبريد: التبريد التقليدي بالغمر السائل («الفيض»)، التبريد التجميدي بالنيتروجين السائل (LN2)، ونافورة مركبة من النيتروجين السائل بالإضافة إلى ثاني أكسيد الكربون السائل (LCO2). جميع ظروف القطع الأخرى — الأداة، السرعة، العمق، والتغذية — ضُبِطت بعناية. وضعوا ثرموكبلات صغيرة قرب مسار القطع لتعقب درجة الحرارة، واستخدموا مجسات قوة لتسجيل تغير الحمل القطعي مع الزمن، وفحصوا كل من الرقائق والأسطح المشغولة تحت مجاهر ذات تكبير عالٍ، بينما قاس مقياس الخشونة مدى سلاسة السطح النهائي بالفعل.
ماذا يحدث للرقائق والحرارة وتآكل الأداة
تحت التبريد بالفياض العادي، تحولت رقائق التفريز من شرائط ناعمة عند السرعات المنخفضة إلى أشكال مسننة حادة وغير منتظمة مع ارتفاع السرعة. كشفت الميكروسكوبي عن أشرطة قص و تشققات مميزة بين الأسنان، وهي علامات واضحة على تشوه غير مستقر. ارتفعت درجة حرارة منطقة القطع فوق 300 °م عند 150 م/د وبلغت نحو 400 °م عند 200 م/د. رافقت هذه الظروف القاسية تقلبات قوة قوية، تآكلًا سريعًا للأدوات، وتدهورًا في جودة السطح، حيث ارتفعت الخشونة لتتجاوز Ra 0.7 ميكرومتر. بالمقابل، أبقى تبريد LN2 المعدن أبرد بكثير، وزاد من متانته، وأدى إلى رقائق مسننة أكثر انتظامًا وقلة وضوح أشرطة القص، رغم أن قوى القطع الإجمالية كانت أعلى.
ميزة الجمع بين البرد والتشحيم
اتخذ نهج LN2+LCO2 خطوة أبعد. عند أعلى سرعة مختبرة 200 م/د، بقيت درجة الحرارة قرب منطقة القطع أقل من نحو 60 °م — أقل بكثير مما كانت عليه مع التبريد بالغمر. كانت الرقائق لا تزال مسننة، لكن أسنانها كانت صغيرة ومنتظمة وذات شكل أكثر ليونة، وأظهرت المقطع العرضي عدم وجود أشرطة قص أدياباتية واضحة. تراجع تآكل الأدوات بشكل قوي، وأصبح السطح المشغول أنعم بشكل ملحوظ: انخفضت الخشونة إلى أقل من Ra 0.3 ميكرومتر عند 150 م/د. أشار النموذج إلى أنه بينما يزيد التبريد التجميدي من تبديد الطاقة في منطقة التشوه، فإنه يوزع تلك الطاقة بشكل أكثر تساويًا، مما يجعل من الأصعب أن تتشكل أشرطة قص محلية قصوى، خاصة عندما يضيف LCO2 تشحيمًا ويقلل الاحتكاك.
ما يعنيه هذا للصناعة
للمصنعين الذين يحاولون تشغيل آلات على فولاذ مقاوم للصدأ الصلب، تشير هذه النتائج إلى مسار عملي للمضي قدمًا. من خلال الجمع بين تبريد مكثف بالنيتروجين السائل وتأثير التزليق وتقليل الاحتكاك لثاني أكسيد الكربون السائل، يمكن لعملية القطع أن تعمل بسرعات عالية بينما تظل مستقرة ولطيفة على كل من المعدن والأداة. بعبارة بسيطة، تساعد استراتيجية التبريد الجديدة على تجنب «تشققات الحرارة» التي تسبب تكوّن رقائق عنيفة، تخفض درجات القطع، تطيل عمر الأدوات، وتنتج أسطحًا أكثر نعومة وجودة — وكلها مقومات أساسية لصنع أجزاء دقيقة بشكل موثوق وفعّال.
الاستشهاد: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
الكلمات المفتاحية: التشغيل البارد بالتبريد القِرِيعِي, تفريز الفولاذ المقاوم للصدأ, استراتيجيات التبريد, تآكل الأدوات, خشونة السطح