Clear Sky Science · fr
Cisaillement adiabatique et performances d'usinage en fraisage de l’acier inoxydable 304 selon les stratégies de refroidissement : inondation, LN2 et LN2+LCO2
Pourquoi un refroidissement plus efficace importe
L’acier inoxydable est omniprésent — des pièces d’avion aux systèmes d’échappement automobiles — mais le façonner avec précision est étonnamment difficile. Lorsqu’il est fraisé à grande vitesse, le métal peut s’échauffer si rapidement qu’il se déforme dans des zones localisées et violentes, produisant des copeaux déchiquetés, des surfaces rugueuses et une usure rapide des outils. Cette étude examine comment différentes méthodes de refroidissement de la zone de coupe, y compris un mélange novateur d’azote liquide et de dioxyde de carbone liquide, peuvent apaiser ce chaos, protéger les outils et obtenir une finition beaucoup plus lisse sur un acier inoxydable courant connu sous le nom 304.
Couper le métal et les « fissures thermiques » soudaines
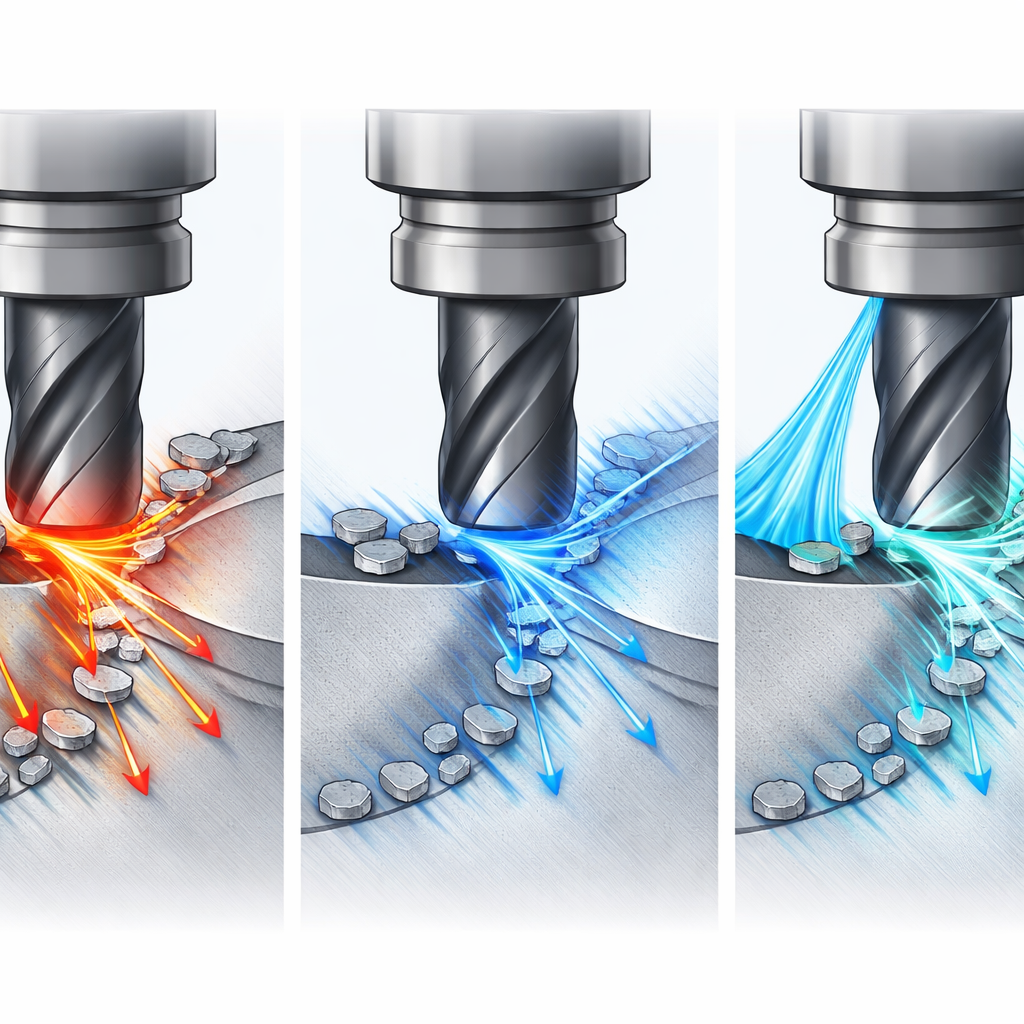
Quand un outil de fraisage en rotation taille l’acier inoxydable, la majeure partie de l’énergie mécanique se transforme en chaleur dans une région minuscule où l’outil rencontre le métal. Si cette chaleur ne peut pas s’évacuer rapidement, le matériau dans cette bande étroite s’affaiblit plus vite qu’il ne se durcit sous déformation, et la déformation se concentre en une bande extrêmement fine. Ces bandes de cisaillement dites adiabatiques agissent comme des fissures thermiques soudaines à l’intérieur du métal : elles déclenchent des copeaux en dents de scie, provoquent de fortes vibrations et rugosifient la surface fraîchement usinée. Les auteurs ont d’abord élaboré un modèle physique reliant les forces de coupe, la résistance du métal, l’élévation de température et la forme des copeaux à la quantité d’énergie dissipée dans ces bandes de cisaillement.
Tester trois façons de maintenir le frais
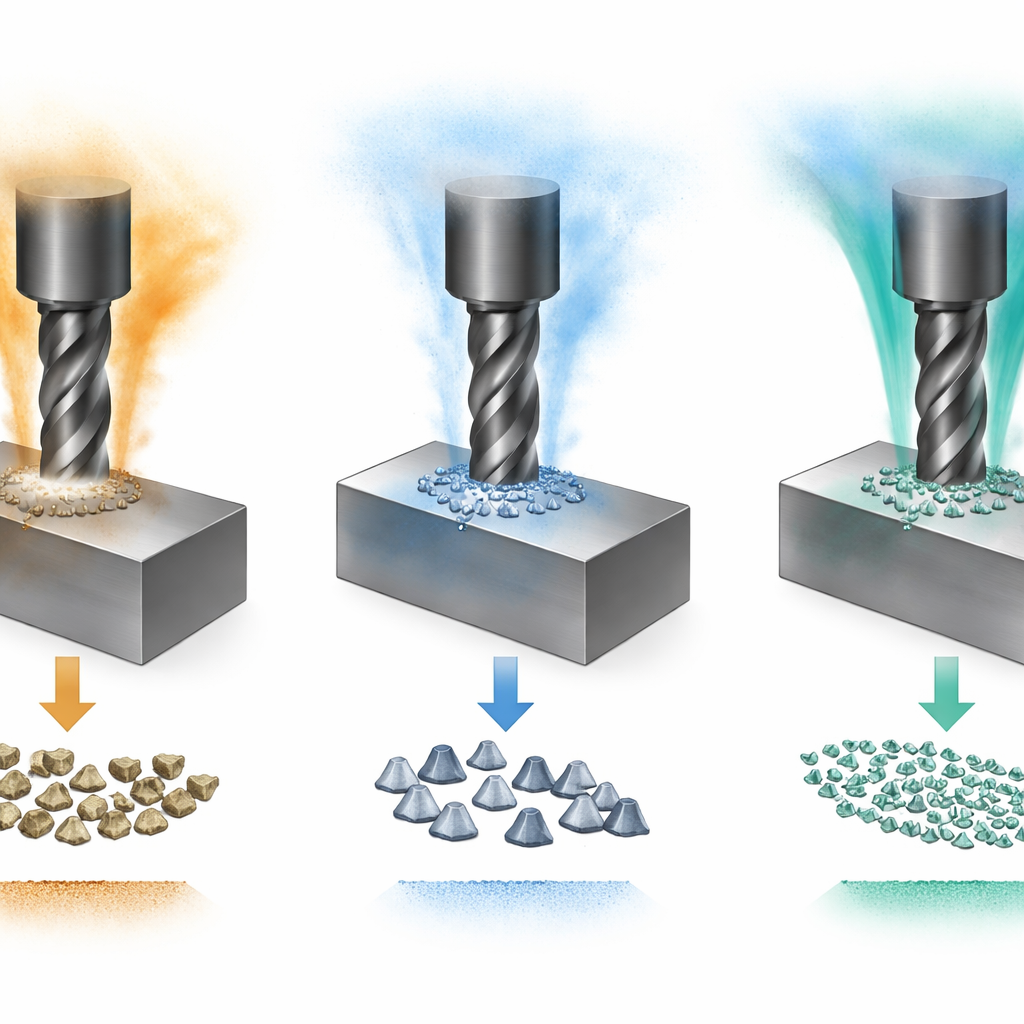
Pour confronter le modèle à la réalité, l’équipe a fraisé des plaques d’acier inoxydable 304 selon trois stratégies de refroidissement : refroidissement conventionnel par inondation liquide ; refroidissement cryogénique par azote liquide (LN2) ; et un jet combiné de LN2 plus dioxyde de carbone liquide (LCO2). Toutes les autres conditions d’usinage — outil, vitesse, profondeur et avance — ont été rigoureusement contrôlées. De minuscules thermocouples ont été enfouis près du trajet de coupe pour suivre la température, des capteurs de force ont enregistré l’évolution de la charge de coupe, et les copeaux ainsi que les surfaces usinées ont été examinés au microscope à fort grossissement, tandis qu’un rugosimètre mesurait la véritable douceur de la surface finale.
Ce qui arrive aux copeaux, à la chaleur et à l’usure des outils
En refroidissement par inondation ordinaire, les copeaux fraisés passaient de rubans lisses à basse vitesse à des formes de plus en plus pointues et irrégulières en dents de scie avec l’augmentation de la vitesse. La microscopie a révélé des bandes de cisaillement distinctes et des fissures entre les dents, signes clairs d’une déformation instable. La température de la zone de coupe dépassait 300 °C à 150 m/min et atteignait environ 400 °C à 200 m/min. Ces conditions sévères s’accompagnaient de fortes fluctuations de force, d’une usure rapide des outils et d’une détérioration de la qualité de surface, la rugosité dépassant Ra 0,7 micromètre. En revanche, le refroidissement LN2 maintenait le métal beaucoup plus froid, augmentait sa résistance et conduisait à des copeaux dentelés plus réguliers et à des bandes de cisaillement moins prononcées, bien que les forces de coupe globales fussent plus élevées.
L’avantage de combiner froid et lubrification
L’approche combinée LN2+LCO2 allait encore plus loin. À la vitesse la plus élevée testée de 200 m/min, la température près de la zone de coupe restait en dessous d’environ 60 °C — nettement plus bas qu’avec le refroidissement par inondation. Les copeaux restaient dentelés, mais leurs dents étaient petites, régulières et de forme plus douce, et les sections transversales ne montraient pas de bandes de cisaillement adiabatiques évidentes. L’usure des outils était fortement réduite et la surface usinée devenait sensiblement plus lisse : la rugosité tombait en dessous de Ra 0,3 micromètre à 150 m/min. Le modèle indiquait que si le refroidissement cryogénique augmente la dissipation d’énergie dans la zone de déformation, il répartit cette énergie de façon plus homogène, rendant plus difficile la formation de bandes de cisaillement extrêmes et localisées, surtout lorsque le LCO2 apporte lubrification et réduit les frottements.
Ce que cela signifie pour l’industrie
Pour les fabricants qui cherchent à usiner des aciers inoxydables résistants, ces résultats pointent une voie pratique à suivre. En combinant le refroidissement intense de l’azote liquide avec l’action lubrifiante et anti‑frottement du dioxyde de carbone liquide, le processus de coupe peut fonctionner à haute vitesse tout en restant stable et moins agressif pour le métal et l’outil. En termes simples, la nouvelle stratégie de refroidissement aide à éviter les « fissures thermiques » qui provoquent une formation violente des copeaux, abaisse les températures de coupe, prolonge la durée de vie des outils et produit des surfaces plus lisses et de meilleure qualité — autant d’ingrédients clés pour fabriquer des pièces de précision de manière fiable et efficace.
Citation: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Mots-clés: usinage cryogénique, fraisage de l'acier inoxydable, stratégies de refroidissement, usure de l'outil, rugosité de surface