Clear Sky Science · en
Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2
Why cooler cutting matters
Stainless steel is everywhere—from airplane parts to car exhaust systems—but shaping it accurately is surprisingly hard. When it is milled at high speed, the metal can heat up so quickly that it deforms in violent, localized zones, creating jagged chips, rough surfaces, and fast tool wear. This study explores how different ways of cooling the cutting zone, including a novel mix of liquid nitrogen and liquid carbon dioxide, can calm that chaos, protect the tools, and leave a much smoother finish on a common stainless steel known as 304.
Cutting metal and sudden "heat cracks"
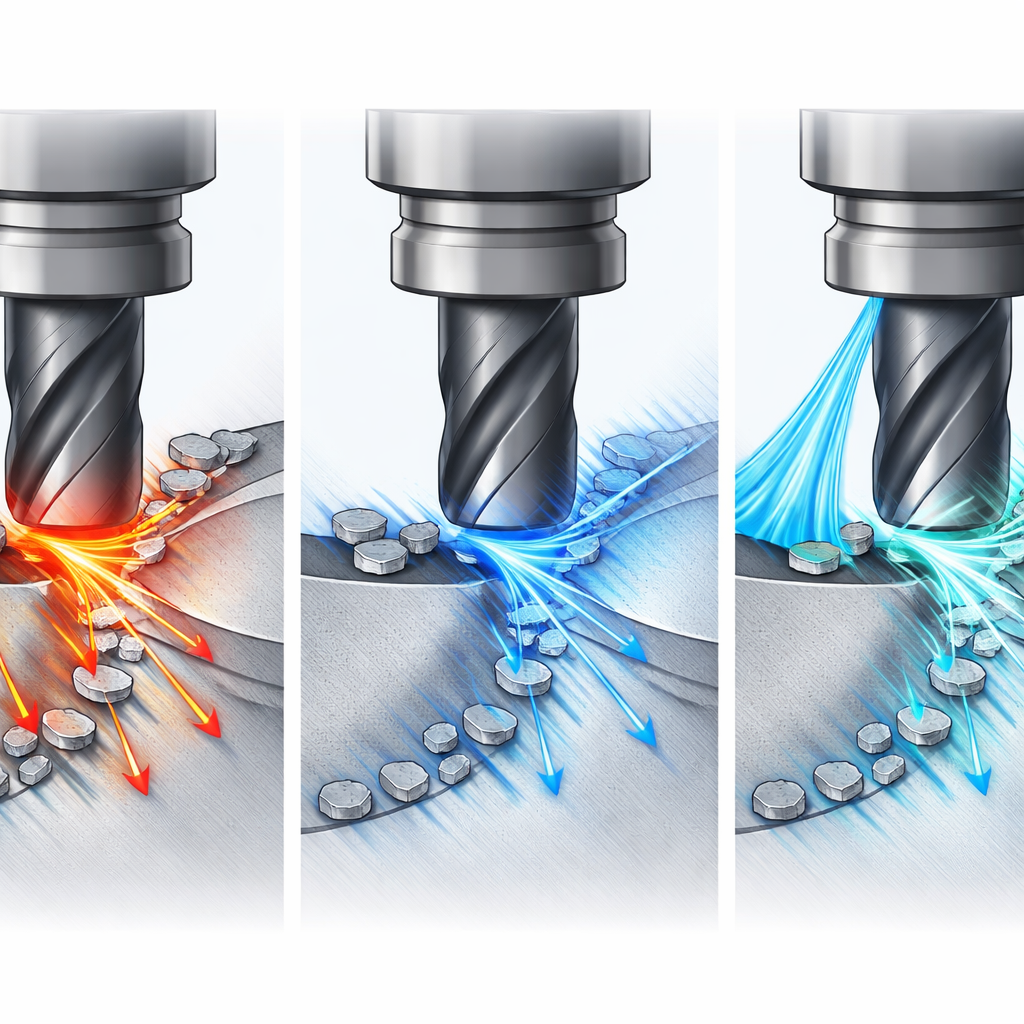
When a rotating milling tool cuts stainless steel, most of the mechanical energy turns into heat in a tiny region where the tool meets the metal. If this heat cannot escape quickly, the material in that narrow strip softens faster than it can harden under strain, and the deformation collapses into an extremely thin band. These so‑called adiabatic shear bands act like sudden heat cracks inside the metal: they trigger saw‑toothed chips, cause strong vibrations, and roughen the freshly machined surface. The authors first built a physics‑based model that links cutting forces, metal strength, temperature rise, and chip shape to the amount of energy that is dumped into these shear bands.
Testing three ways to keep things cool
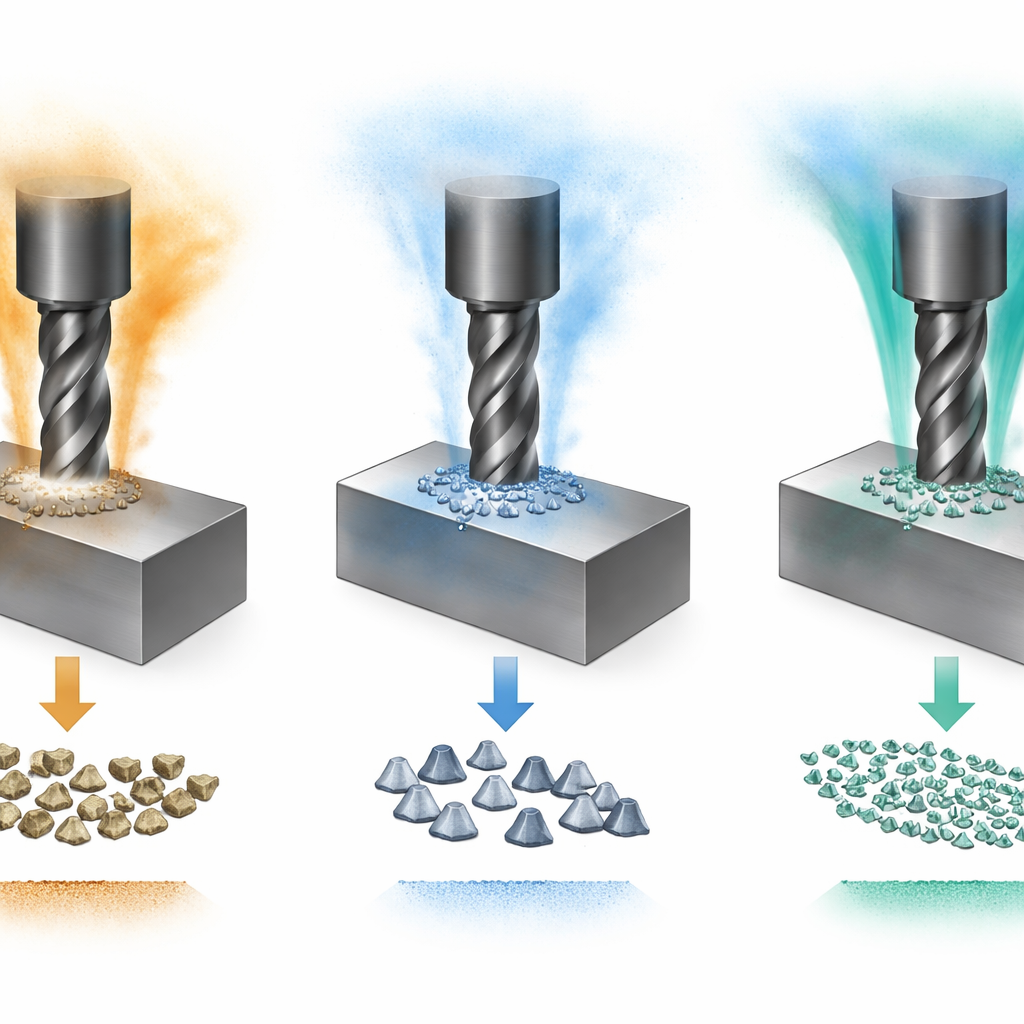
To put the model to the test, the team milled 304 stainless steel plates under three cooling strategies: conventional liquid "flood" cooling; cryogenic cooling with liquid nitrogen (LN2); and a combined jet of LN2 plus liquid carbon dioxide (LCO2). All other cutting conditions—tool, speed, depth, and feed—were carefully controlled. They buried tiny thermocouples close to the cutting path to track temperature, used force sensors to record how the cutting load changed over time, and examined both the chips and the machined surfaces under high‑magnification microscopes, while a roughness meter measured how smooth the final surface really was.
What happens to chips, heat, and tool wear
Under ordinary flood cooling, milled chips changed from smooth ribbons at low speed into increasingly sharp, irregular saw‑toothed shapes as speed rose. Microscopy revealed distinct shear bands and cracks between the teeth, clear signs of unstable deformation. The cutting zone temperature climbed above 300 °C at 150 m/min and reached about 400 °C at 200 m/min. These harsh conditions went hand in hand with strong force fluctuations, rapid tool wear, and deteriorating surface quality, with roughness climbing beyond Ra 0.7 micrometers. In contrast, LN2 cooling kept the metal much colder, increased its strength, and led to more regular serrated chips and less obvious shear banding, even though the overall cutting forces were higher.
The advantage of combining cold and lubrication
The combined LN2+LCO2 approach went one step further. At the highest tested speed of 200 m/min, the temperature near the cutting zone stayed below about 60 °C—dramatically lower than with flood cooling. The chips were still serrated, but their teeth were small, regular, and more gently shaped, and cross‑sections showed no clear adiabatic shear bands. Tool wear was strongly suppressed, and the machined surface became notably smoother: roughness fell below Ra 0.3 micrometers at 150 m/min. The model indicated that while cryogenic cooling increases energy dissipation in the deformation zone, it spreads that energy more evenly, making it harder for extreme, localized shear bands to form, especially when LCO2 adds lubrication and reduces friction.
What this means for industry
For manufacturers trying to machine tough stainless steels, these findings point to a practical path forward. By combining intense cooling from liquid nitrogen with the lubricating and friction‑reducing action of liquid carbon dioxide, the cutting process can run at high speeds while staying stable and gentle on both the metal and the tool. In plain terms, the new cooling strategy helps avoid the “heat cracks” that cause violent chip formation, lowers cutting temperatures, extends tool life, and produces smoother, higher‑quality surfaces—all key ingredients for making precision parts reliably and efficiently.
Citation: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Keywords: cryogenic machining, stainless steel milling, cooling strategies, tool wear, surface roughness