Clear Sky Science · tr
Selülozik kayma (adiyabatik kayma) ve 304 paslanmaz çeliğin frezeleme performansları: sel baskını, sıvı azot (LN2) ve LN2+LCO2 soğutma stratejilerine dayalı çalışma
Neden daha soğuk kesme önemli
Paslanmaz çelik uçak parçalarından otomobil egzozlarına kadar birçok yerde kullanılıyor, ancak onu hassas biçimde şekillendirmek şaşırtıcı derecede zordur. Yüksek hızda frezlendiğinde, metal o kadar hızlı ısınabilir ki şiddetli, lokalize bölgelerde deforme olur; bunun sonucunda çentikli talaşlar, pürüzlü yüzeyler ve hızlı takım aşınması ortaya çıkar. Bu çalışma, sıvı azot ile sıvı karbondioksitin yenilikçi bir karışımı da dahil olmak üzere kesme bölgesini farklı yollarla soğutmanın bu kaosu nasıl yatıştırabileceğini, takımları nasıl koruyabileceğini ve 304 olarak bilinen yaygın bir paslanmaz çelikte çok daha düzgün bir yüzey bırakıp bırakamayacağını inceliyor.
Metal kesimi ve ani “ısı çatlakları”
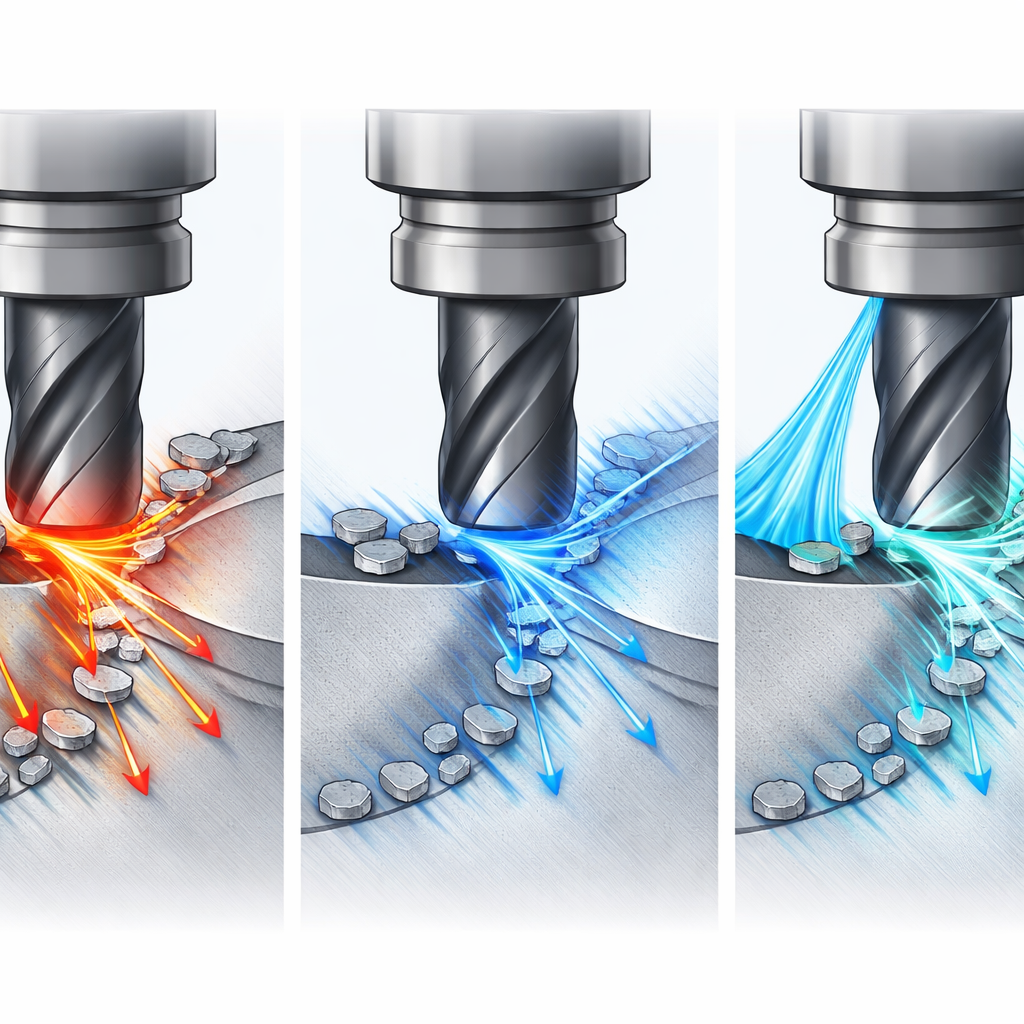
Dönen bir freze takımı paslanmaz çeliği keserken, mekanik enerjinin çoğu takımın metalle temas ettiği çok küçük bir bölgede ısıya dönüşür. Bu ısı hızla dışarı çıkamazsa, dar şeritteki malzeme, deformasyon altında sertleşebileceğinden daha hızlı yumuşar ve deformasyon son derece ince bir banda çöker. Bu sözde adiyabatik kayma bantları metalin içindeki ani ısı çatlakları gibi davranır: testere dişli talaşları tetikler, şiddetli titreşimlere yol açar ve yeni işlenmiş yüzeyi pürüzlendirir. Yazarlar önce kesme kuvvetleri, metal dayanımı, sıcaklık artışı ve talaş şekli ile bu kayma bantlarına aktarılan enerji miktarını ilişkilendiren fizik temelli bir model geliştirdiler.
Soğutmayı üç farklı şekilde test etmek
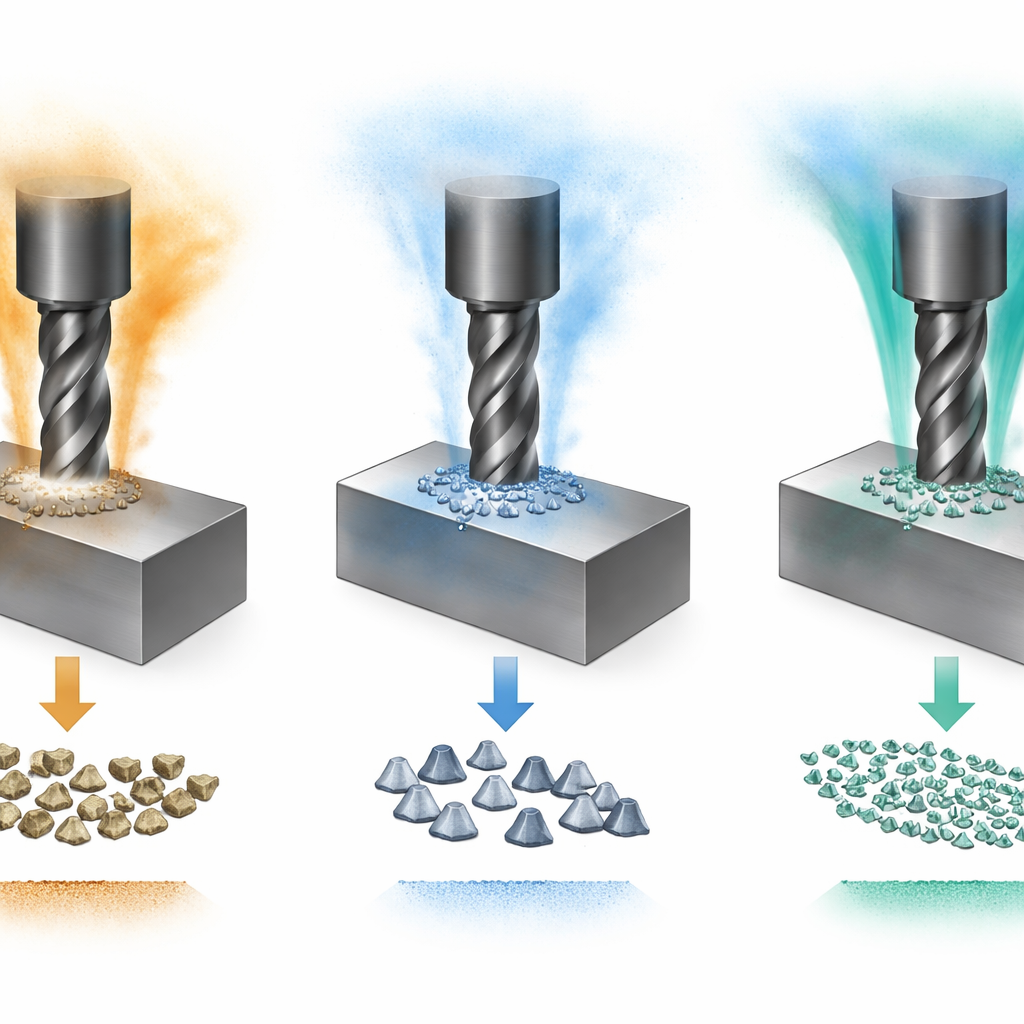
Modeli sınamak için ekip, 304 paslanmaz çelik levhaları üç soğutma stratejisi altında frezeledi: geleneksel sıvı “sel” soğutma; sıvı azot (LN2) ile kriyojenik soğutma; ve LN2 ile sıvı karbondioksitin (LCO2) birleşik jeti. Diğer tüm kesme koşulları—takım, hız, derinlik ve ilerleme—dikkatle kontrol edildi. Kesme yoluna yakın küçük termokupllar gömerek sıcaklığı izlediler, kesme yükünün zaman içindeki değişimini kaydetmek için kuvvet sensörleri kullandılar ve hem talaşları hem de işlenmiş yüzeyleri yüksek büyütmeli mikroskop altında incelediler; yüzeyin ne kadar pürüzsüz olduğunu ise pürüzlülük ölçer ile belirlediler.
Talaşlara, ısıya ve takım aşınmasına neler oluyor
Geleneksel sel soğutmada, frezeleme talaşları düşük hızlarda düz şeritlerken hız arttıkça giderek keskin, düzensiz testere dişli şekillere dönüştü. Mikroskopi, düzensiz deformasyonun açık işaretleri olan belirgin kayma bantları ve dişler arasında çatlaklar ortaya koydu. Kesme bölgesindeki sıcaklık 150 m/dk’da 300 °C’nin üzerine çıktı ve 200 m/dk’da yaklaşık 400 °C’ye ulaştı. Bu sert koşullar, güçlü kuvvet dalgalanmaları, hızlı takım aşınması ve yüzey kalitesinde bozulma ile birlikteydi; pürüzlülük Ra 0.7 mikrometrenin üzerine çıktı. Buna karşılık, LN2 soğutma metali çok daha soğuk tuttu, dayanımını artırdı ve genel kesme kuvvetleri daha yüksek olsa da daha düzenli testere dişli talaşlar ve daha az belirgin kayma bantlanması ortaya çıktı.
Soğuk ve yağlamayı birleştirmenin avantajı
Birleşik LN2+LCO2 yaklaşımı bir adım öteye gitti. Test edilen en yüksek hız olan 200 m/dk’da bile kesme bölgesine yakın sıcaklık yaklaşık 60 °C’nin altında kaldı—sel soğutmaya göre dramatik biçimde düşük. Talaşlar hâlâ testere dişliydi, ancak dişleri küçük, düzenli ve daha yumuşak biçimlenmişti; kesit görüntüleri açık adiyabatik kayma bantları göstermiyordu. Takım aşınması güçlü biçimde bastırıldı ve işlenmiş yüzey belirgin şekilde düzeldi: pürüzlülük 150 m/dk’da Ra 0.3 mikrometrenin altına düştü. Model, kriyojenik soğutmanın deformasyon bölgesindeki enerji dağılımını artırdığını, ancak bu enerjiyi daha eşit şekilde yaydığını; özellikle LCO2’nin yağlama sağlayıp sürtünmeyi azalttığı durumlarda aşırı, lokalize kayma bantlarının oluşmasını zorlaştırdığını gösterdi.
Sanayi için anlamı
Zorlu paslanmaz çelikleri işlemede olan üreticiler için bu bulgular pratik bir yol sunuyor. Sıvı azotun yoğun soğutmasını sıvı karbondioksidin yağlama ve sürtünmeyi azaltma etkisiyle birleştirerek, kesme işlemi yüksek hızlarda gerçekleştirilebilirken hem metal hem de takım üzerinde daha stabil ve nazik kalabilir. Basitçe söylemek gerekirse, yeni soğutma stratejisi şiddetli talaş oluşumuna yol açan “ısı çatlaklarını” önlemeye yardımcı oluyor, kesme sıcaklıklarını düşürüyor, takım ömrünü uzatıyor ve daha pürüzsüz, yüksek kaliteli yüzeyler üretiyor—tüm bunlar hassas parçaların güvenilir ve verimli biçimde üretilmesi için anahtar unsurlar.
Atıf: Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Anahtar kelimeler: kriyojenik işleme, paslanmaz çelik frezeleme, soğutma stratejileri, takım aşınması, yüzey pürüzlülüğü