Clear Sky Science · zh
消除注塑件表面光泽过渡“光晕”缺陷
为什么有时光亮的塑料看起来奇怪地暗淡
从电视后壳到冰箱储物格,许多我们每天见到的塑料件都是通过注塑成型制造的,即将熔融塑料注入金属模具。即便零件在结构上完全合格,其外观也可能被围绕塑料首次进入点出现的细微暗圈(称为“光晕”缺陷)破坏。因为买家往往通过外观快速判断质量,这些淡淡的圆环可能导致车间里昂贵的反复试验——或费用不菲的重新喷涂——才使零件达到出厂标准。
像凭空出现的环
在大型平板零件(如家电外壳)中,熔融塑料通常像池塘中的涟漪一样从中心浇口向外呈圆形流动。作者显示,光晕缺陷表现为表面光泽突然改变的圆形带,尽管零件是一次注塑成型、由相同材料制成的。在普通室内照明下,这个圆环可能不易察觉,但通过增强对比度和图像分析它就清晰可见:在距浇口某一特定距离处,表面开始更多地散射光线,看起来比周围略显暗淡。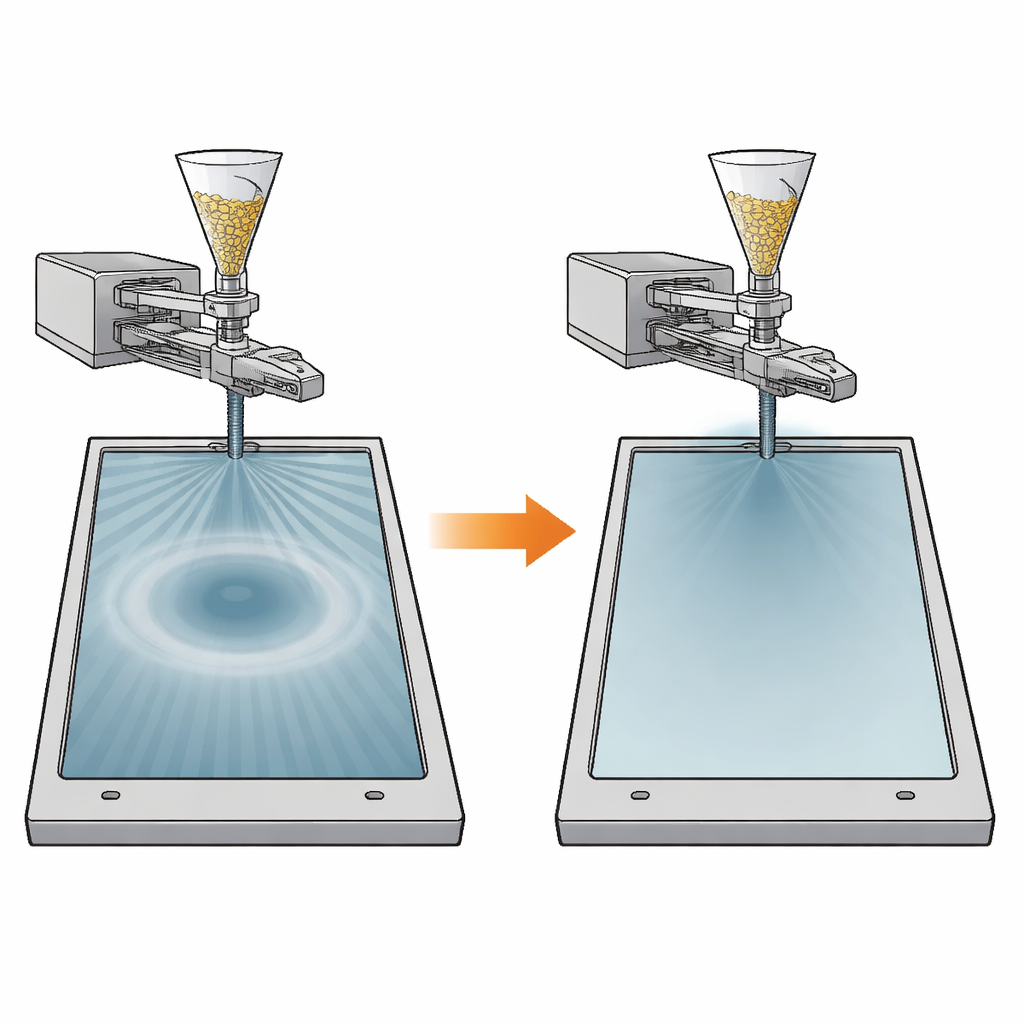
用简单相机看见缺陷
研究人员没有依赖昂贵的显微镜或专用光泽计,而是搭建了一个实用的暗室摄影装置,使用消费级相机和漫射 LED 灯。灯以一定角度照射样品,相机则垂直拍摄表面。在完美光亮的表面上,大部分光会像镜面一样按反射角散开,相机几乎看不到光线。但在表面略微粗糙的区域,会有更多光被散射回相机。通过将照片转换为灰度并对穿过光晕区域的多条剖面求平均,团队滤除了灰尘和划痕,提取出干净的信号:灰阶的变化直接反映了感知光泽的改变。这使得能够快速且无损地对全尺寸零件的光晕严重度进行评级,其结果与肉眼可见性高度一致。
当塑料流速突然加快
该研究的核心是光学光晕与熔融塑料在模腔内流前速度之间的联系。通过对填充阶段的计算机模拟和受控注塑试验,研究者改变了三个关键参数:料温、模温和注射速度。他们发现,在实际范围内模温影响不大,而料温和尤其是注射速度对光晕强度影响显著。模拟揭示了原因。塑料从浇口径向流动时,流动前端覆盖的圆形区域不断增大,其前进速度自然会减慢。但当流前到达侧壁时,部分活跃区域会突然消失,因此相同的进料体积必须通过更小的活跃前沿。局部流前速度就在某一特定半径处出现急剧跳升——正是成品表面出现圆形光晕环的位置。换言之,填充过程中速度的突变在表面留下了细微但永久的指纹。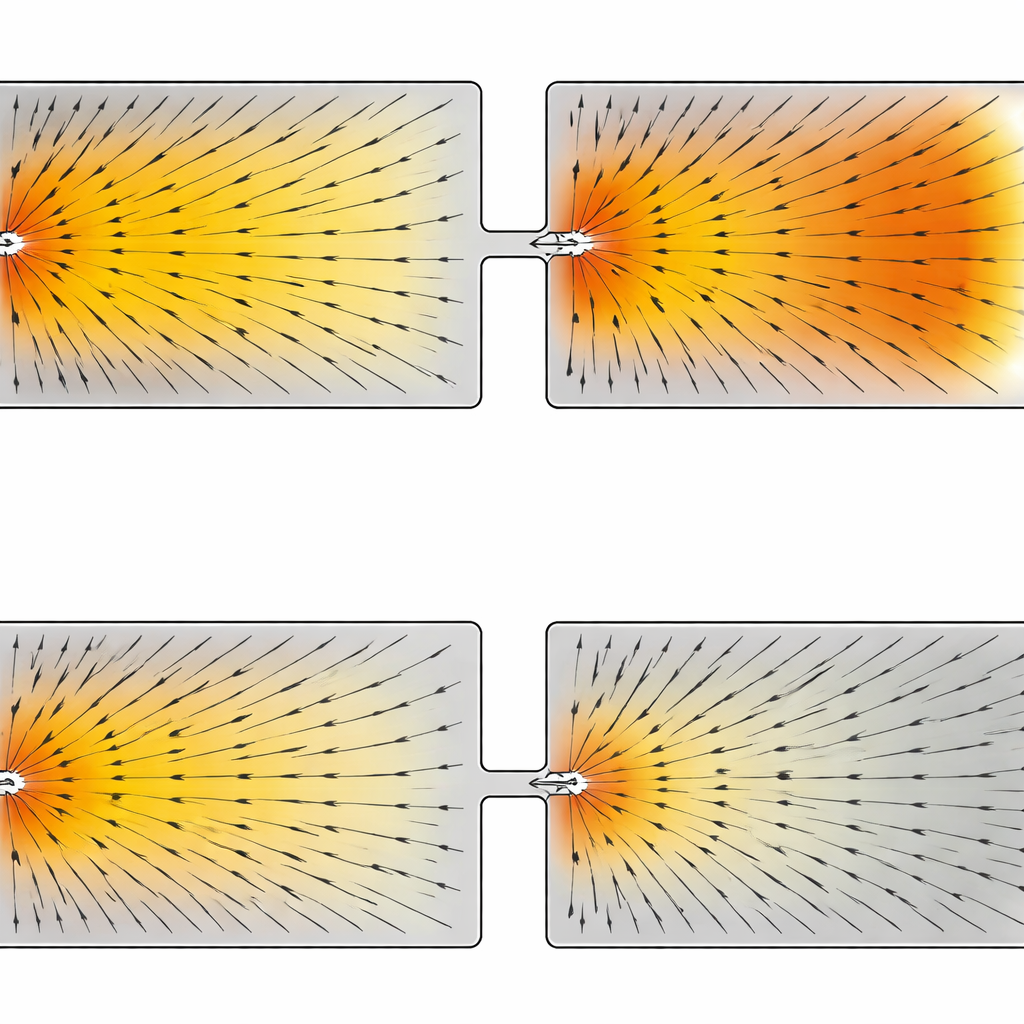
在关键时刻放慢速度
基于这一认识,团队提出了一个在标准注塑机上可行的简单修正方案:多步注射速度曲线。与以恒定速率推进螺杆不同,他们将其设置为在模拟流前即将遇到会缩小活跃流动面积的模具结构时减速,然后逐步恢复速度。对于他们的试验板,这意味着在关键时刻将速度降至初始值的大约四分之一。测量表明,该速度曲线平滑了流前速度的峰值,并将测得的光晕强度降低了约四分之三。将相同思路应用于一款具有造成类似流动扰动的开口的商用冰箱篮,光晕强度约降低了 90%,得到的零件表面对肉眼看起来均匀有光泽。
对日常产品的意义
研究结论认为,光晕环并非神秘的材料缺陷,而是熔融塑料在模具表面扫过速度骤变的可见结果。由于所提的解决方案——在几步内调整注射速度——已被大多数工业设备支持且不需要新增硬件,制造商可以立即采用它来缩短工艺调试时间并避免昂贵的外观报废。结合该简单的相机检测方法,这项工作为生产表面更干净、更一致的大型塑料件提供了切实可行的方案,让日常产品的外观与其制造质量相匹配。
引用: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
关键词: 注塑成型, 表面光泽, 塑料缺陷, 工艺优化, 基于图像的检测