Clear Sky Science · ja
射出成形部品のハログロス遷移表面欠陥の除去
なぜ光沢のあるプラスチックがときどき不自然に鈍く見えるのか
テレビの背面パネルや冷蔵庫の収納ケースなど、日常で目にする多くのプラスチック部品は、熱い溶融プラスチックを金型に押し込む射出成形で作られています。部品が構造的に完全でも、プラスチックが最初に流入する点の周りに現れる微妙なくすみの輪、いわゆる「ハロー」欠陥によって外観が損なわれることがあります。買い手は見た目で品質を判断しがちなので、こうした薄い円環は、出荷前に工場での試行錯誤や塗装のやり直しといったコストを招くことがあります。
いつの間にか現れるリング
家電の筐体など大きく平坦な部品では、溶融プラスチックは中央のゲートから外向きに円状に流れることが多く、池の波紋のようになります。研究チームは、ハロー欠陥が表面光沢が突然変わる円状の帯として現れることを示しています。同じ材料を単発で成形していてもです。普通の室内照明ではこのリングは見えにくいことがありますが、コントラストを高めて画像解析を行うと明確になります。ゲートから一定の距離で表面がより多くの光を散乱し、周囲よりわずかに鈍く見える領域が始まるのです。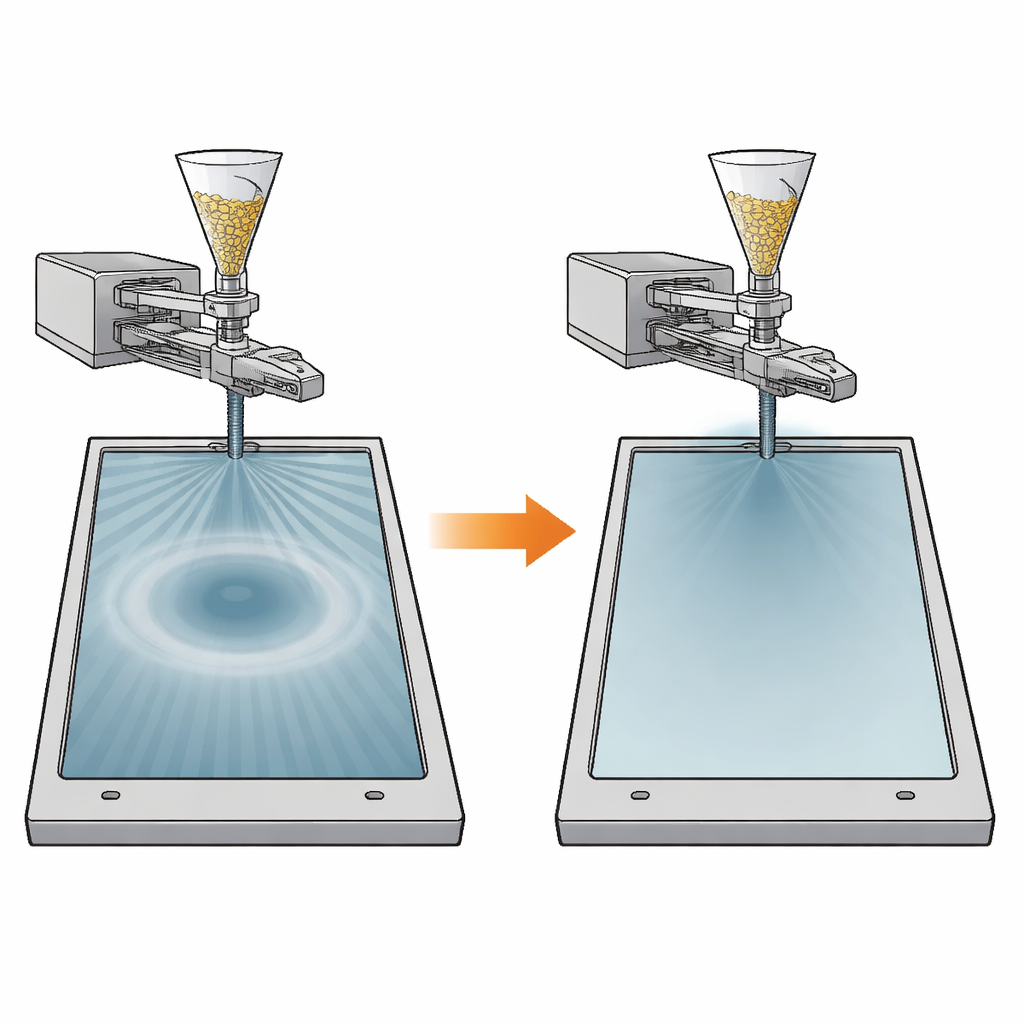
簡単なカメラで欠陥を可視化する
高価な顕微鏡や特殊な光沢計に頼る代わりに、研究者たちは市販のカメラと拡散型LEDランプを使った実用的な暗室撮影装置を構築しました。ランプは斜めから試料に当て、カメラは表面を真っ直ぐに撮影します。完全に鏡面に近い光沢面では光の大部分が鏡面反射角で跳ね返るため、カメラにはほとんど写りません。しかし表面がわずかに荒れている場所では、より多くの光がカメラ方向に散乱されます。写真をグレースケールに変換し、ハロー領域を横断する多数のプロファイルを平均化することで、チームはほこりや引っかき傷を除去し、直接知覚される光沢の変化を反映するグレーレベルの変化というクリーンな信号を抽出しました。これにより、実物大の部品で人間の目が気づくのに近い形で、ハローの重度を迅速かつ非破壊的に評価することが可能になりました。
プラスチックが突然速く流れるとき
研究の核心は、こうした光学的ハローと金型内部での溶融プラスチック前縁の速度との関係です。充填段階のコンピューターシミュレーションと制御された成形試験を用いて、研究者たちは溶融温度、金型温度、射出速度の三つの主要設定を変化させました。実用範囲の金型温度はほとんど影響がなく、溶融温度と特に射出速度がハローの強さに大きく影響することが分かりました。シミュレーションはその理由を明らかにします。プラスチックがゲートから放射状に流れ出すと、活性前縁は円形の面積を覆い、その進行速度は自然に遅くなります。しかし前縁が側壁に到達すると、その面積の一部が突然失われ、同じ流入量がより小さな活性前縁を通らなければなりません。局所的な前縁速度は特定の半径で鋭く跳ね上がり—まさに仕上がった部品に見える円状のハローが現れる場所です。言い換えれば、充填中の速度の急増が表面に微妙だが恒久的な痕跡を残すのです。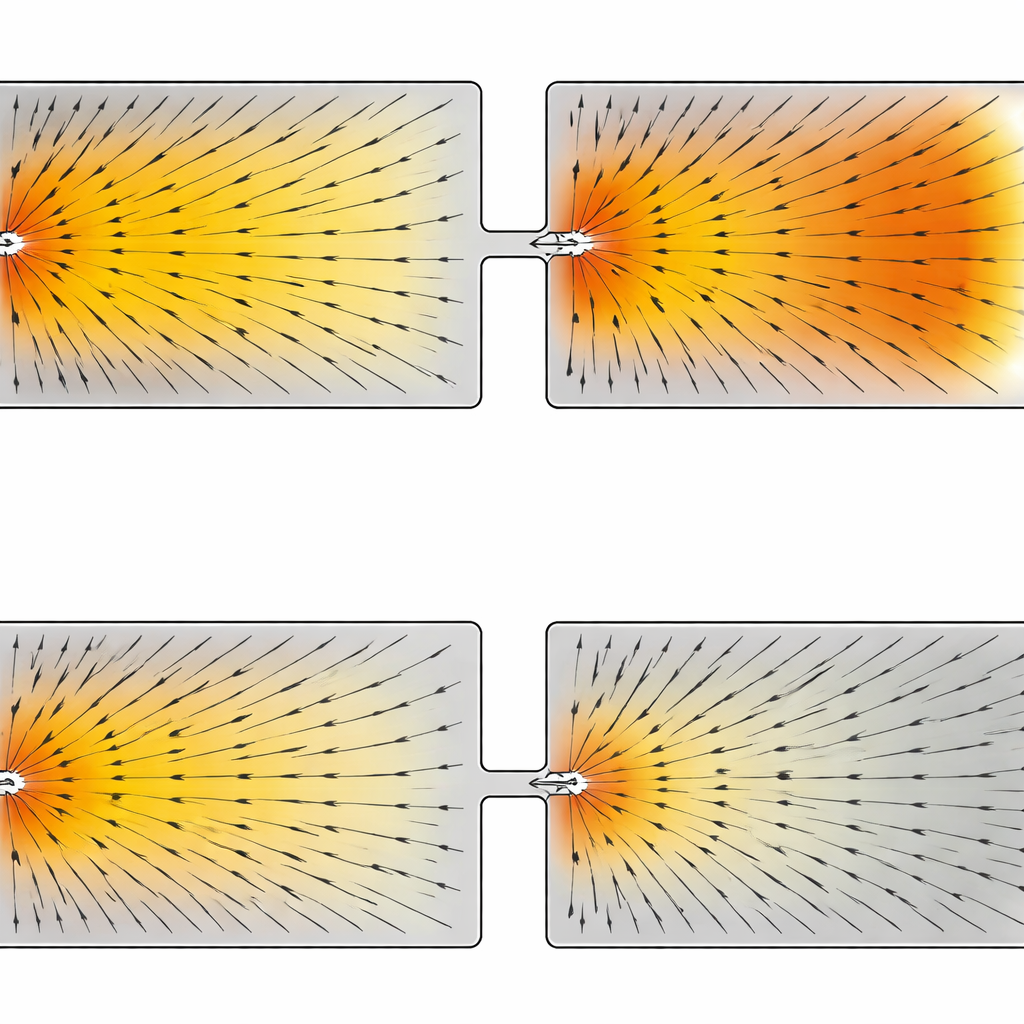
重要な瞬間に速度を落とす
この知見を得たチームは、標準的な成形機で実行できる実直な対策を提案しました:多段射出速度プロファイルです。スクリューを一定速度で前進させるのではなく、シミュレーションで前縁が活性流路面積を狭める金型の形状に接近する直前に速度を落とし、その後ゆっくりと再び上げるようにプログラムしました。試験プレートでは、重要な瞬間に初期値の約4分の1に速度を落とすことを意味しました。測定結果は、このプロファイルが前縁速度の急激なスパイクを平滑化し、測定されたハロー強度を約75%削減したことを示しました。同じ考え方を切り欠きが類似の流れ乱れを引き起こす商用冷蔵庫用バスケットに適用すると、ハロー強度は約90%低下し、肉眼で見て均一に光沢のある表面が得られました。
日常製品にとっての意味
本研究は、ハローリングが神秘的な材料欠陥ではなく、溶融プラスチックが金型表面を横切る速度の急激な変化の可視的結果であると結論づけています。提案された治療法—数段階で射出速度を調整すること—はほとんどの産業用成形機で既にサポートされており、新しいハードウェアを必要としないため、メーカーはプロセス調整を短縮し、コストのかかる化粧不良を回避するために直ちに利用できます。簡便なカメラベースの検査法と組み合わせることで、本研究は大判プラスチック部品をよりきれいで一貫した表面に仕上げる実用的な手法を提供し、日用品の見た目を実際の品質にふさわしいものにします。
引用: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
キーワード: 射出成形, 表面光沢, プラスチック欠陥, プロセス最適化, 画像ベース検査