Clear Sky Science · tr
Enjeksiyon kalıplı parçaların ayna parlaklığı geçişinde oluşan halo yüzey kusurlarının giderilmesi
Parlak plastik bazen neden tuhafça mat görünür
Televizyon arkalıklarıyla buzdolabı gözlüklerine kadar, her gün gördüğümüz birçok plastik parça, sıcak sıvı plastiğin bir metal kalıba zorlandığı enjeksiyon kalıplama ile üretilir. Parça yapısal olarak kusursuz olsa bile, plastiğin ilk girdiği noktanın etrafında oluşan ve “halo” adı verilen ince mat halkalar görünümü bozabilir. Alıcılar kalitenin büyük ölçüde görünümle değerlendirildiği durumlarda, bu soluk halkalar fabrika katında maliyetli deneme‑yanılma süreçlerine —veya parçanın pahalı şekilde yeniden boyanmasına— yol açabilir.
Nereden çıktığı belli olmayan halkalar
Büyük, düz parçalar—örneğin cihaz gövdeleri—için erimiş plastik genellikle bir merkez kapısından dairesel olarak dışarı doğru akar; bir gölette yayılan dalgalar gibidir. Yazarlar, halo kusurlarının parça tek bir enjeksiyonla aynı malzemeden yapılmış olsa bile yüzey parlaklığının aniden değiştiği dairesel bir bant olarak ortaya çıktığını gösteriyor. Normal oda aydınlatmasında halka farkedilmesi zor olabilir, ancak kontrast artırma ve görüntü analizi ile netleşir: kapıdan belirli bir mesafe civarında yüzey daha fazla ışık saçmaya başlar ve çevresine göre biraz daha mat görünür. 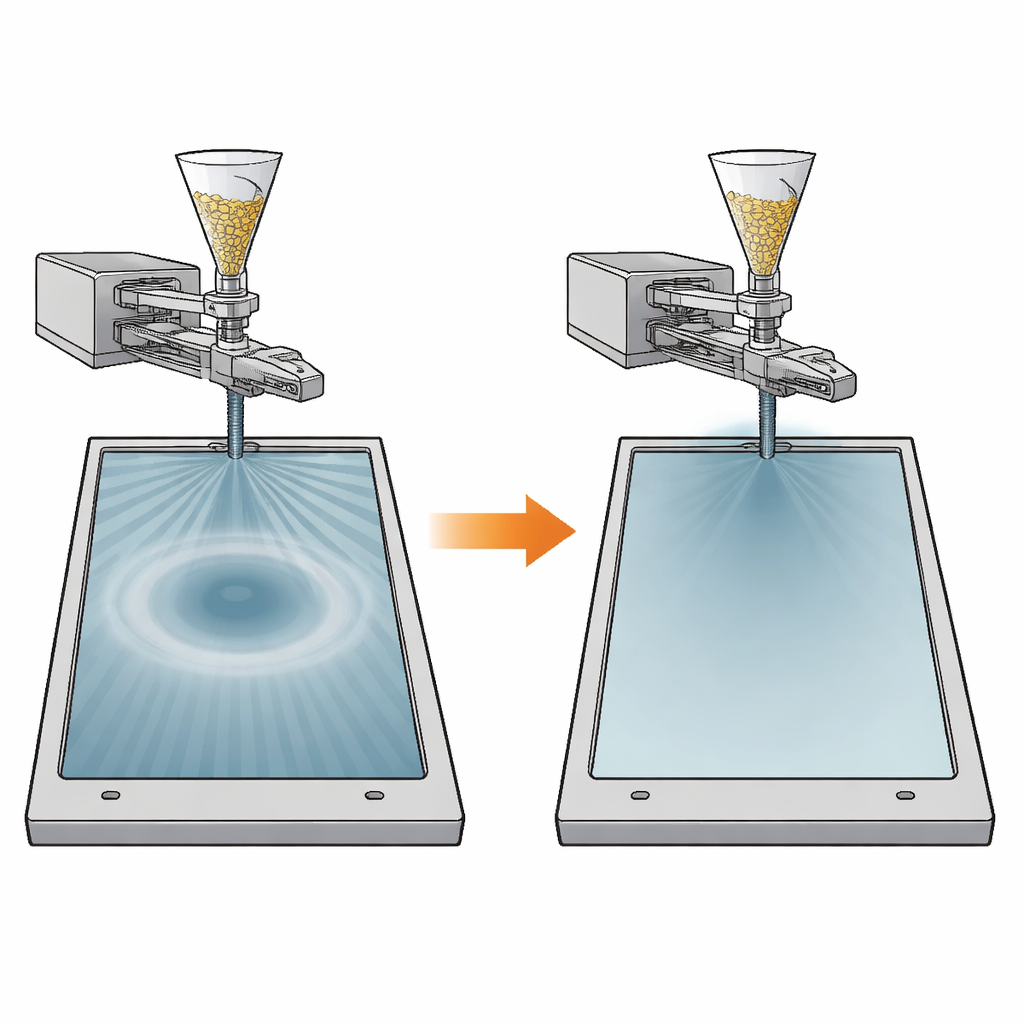
Basit bir kamera ile kusurları görmek
Pahalı mikroskoplara veya özel parlaklık ölçerlere güvenmek yerine araştırmacılar, tüketici sınıfı bir kamera ve difüz LED lambası kullanarak pratik bir karanlık oda fotoğrafçılığı düzeneği kurdu. Lamba örneğe açılı olarak yönlendirilirken kamera yüzeye dik baktı. Kusursuz parlak bir yüzeyde ışığın çoğu ayna benzeri açıyla yansıyacağından kamera neredeyse hiçbir şey görmezdi. Ancak yüzey biraz daha pürüzlüyse, daha fazla ışık kameraya doğru saçılır. Fotoğrafları gri tonlamaya çevirip halo bölgesinden geçen çok sayıda profili ortalayıp toz ve çizikleri filtreleyerek ekip temiz bir sinyal çıkardı: algılanan parlaklıktaki değişimi doğrudan yansıtan gri seviye değişimi. Bu yöntem, tam boy parçalar üzerinde hızlı ve tahribatsız şekilde halo şiddetini insan gözünün fark edeceği biçime yakın olarak derecelendirmeyi mümkün kıldı.
Plastik aniden hızlandığında
Çalışmanın özünü, bu optik halo halkaları ile erimiş plastik ön cephesinin kalıp içindeki hızının ilişkisi oluşturuyor. Dolum aşamasının bilgisayar simülasyonlarını ve kontrollü kalıplama testlerini kullanarak araştırmacılar üç temel ayarı değiştirdi: eritme sıcaklığı, kalıp sıcaklığı ve enjeksiyon hızı. Pratik aralıkta kalıp sıcaklığının çok az etkisi olduğu, eritme sıcaklığı ve özellikle enjeksiyon hızının ise halo şiddetini güçlü şekilde etkilediği bulundu. Simülasyonlar bunun nedenini gösterdi. Plastik kapıdan radyal olarak ilk akarken, aktif öncephe büyüyen bir dairesel alanı kaplar ve ileri hızı doğal olarak yavaşlar. Ancak öncephe bir yan duvara ulaştığında bu alanın bir kısmı ansızın ortadan kalkar, böylece aynı gelen hacim daha küçük bir aktif öncepheden geçmek zorunda kalır. Yerel akış‑öncephe hızı tam olarak belirli bir yarıçapta—bitmiş parçadaki dairesel halo halkasının göründüğü yerde—ani olarak keskin bir sıçrama yapar. Başka bir deyişle, dolum sırasında ani bir hız artışı yüzey üzerinde ince ama kalıcı bir iz bırakır. 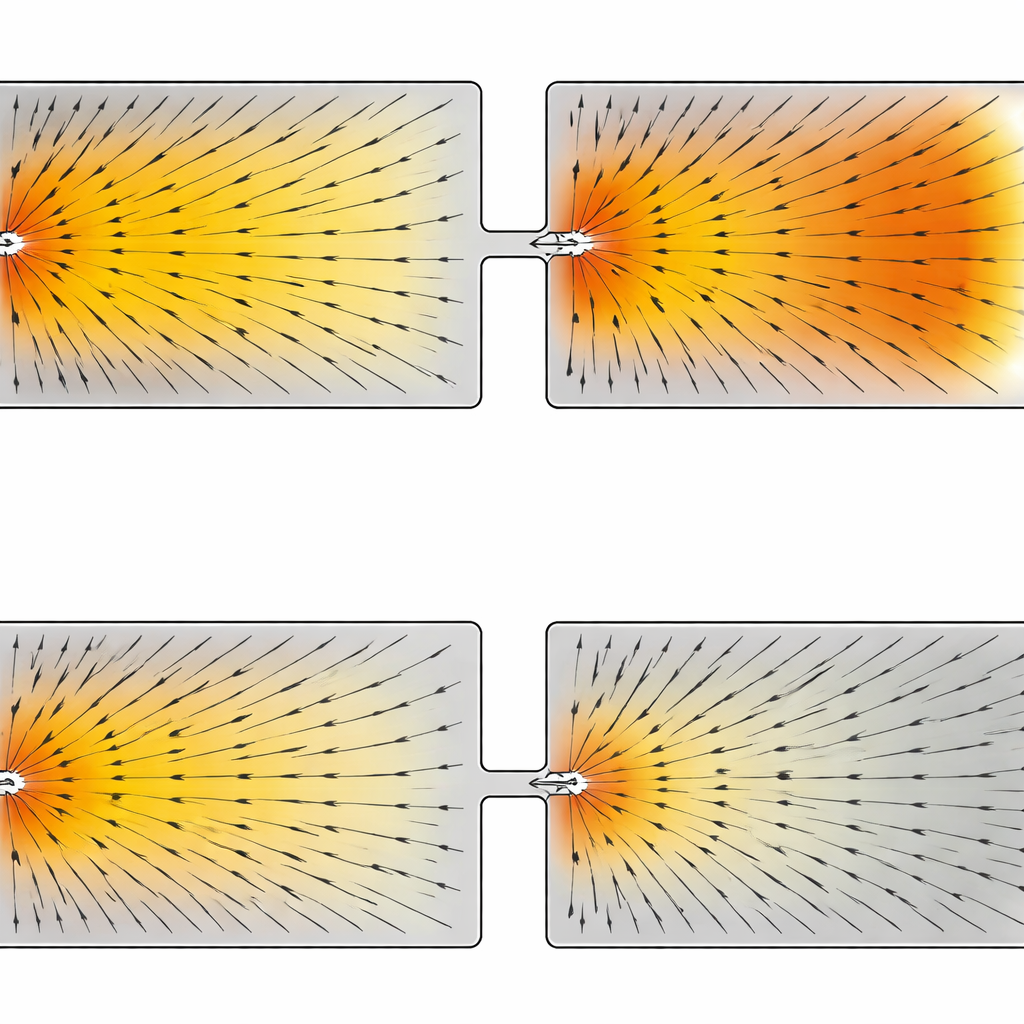
İşin en çok fark ettiği anda yavaşlamak
Bu içgörüyle donanan ekip, standart kalıplama makinelerinde çalışan basit bir düzeltme önerdi: çok adımlı bir enjeksiyon hızı profili. Vida ileri hareketini sabit bir hızda zorlamak yerine, simüle edilen akış öncehi kalıp özellikleri nedeniyle aktif akış alanını daraltmak üzereyken hızın yavaşlaması, ardından kademeli olarak yeniden artması programlandı. Deneme plakası için bu, kritik anda hızın başlangıç değerinin yaklaşık dörtte birine düşürülmesi anlamına geliyordu. Ölçümler, bu profilin akış‑öncephe hızındaki zirveyi düzleştirdiğini ve ölçülen halo yoğunluğunu yaklaşık dörtte üç oranında azalttığını gösterdi. Benzer akış bozulmalarına sebep olan kesiklere sahip ticari bir buzdolabı sepetine aynı fikri uygulamak ise halo şiddetini yaklaşık %90 oranında düşürdü ve çıplak gözle yüzeyi düzgünce parlak görünen parçalar elde edildi.
Günlük ürünler için anlamı
Çalışma şu sonuca varıyor: halo halkaları gizemli malzeme kusurları değil, erimiş plastiğin kalıp yüzeyi üzerinde süpürme hızındaki ani değişimlerin görünür sonucudur. Önerilen çare—enjeksiyon hızını birkaç adımda ayarlamak—çoğu endüstriyel makinenin zaten desteklediği ve yeni donanım gerektirmeyen bir yöntem olduğundan, üreticiler süreç ayarlama süresini kısaltmak ve maliyetli kozmetik reddiyeleri önlemek için bunu hemen kullanabilir. Basit kamera tabanlı muayene yöntemiyle birleştiğinde, bu çalışma büyük plastik parçaların daha temiz, daha tutarlı yüzeylerle üretilmesine yönelik pratik bir reçete sunuyor; böylece günlük ürünler, tasarlandığı kaliteye yakışır biçimde görünür.
Atıf: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Anahtar kelimeler: enjeksiyon kalıplama, yüzey parlaklığı, plastik kusurlar, süreç optimizasyonu, görüntü tabanlı muayene