Clear Sky Science · nl
Eliminatie van halo‑glansovergangsoppervlaktefouten op spuitgegoten onderdelen
Waarom glanzend plastic soms vreemd dof lijkt
Van tv‑achterkanten tot koelkastlades: veel kunststof onderdelen die we dagelijks zien, worden gemaakt door spuitgieten, waarbij heet vloeibaar kunststof in een metalen matrijs wordt geperst. Zelfs wanneer het onderdeel structureel perfect is, kan het uiterlijk verstoord worden door subtiele ringen van dofheid die ‘‘halo’’‑defecten worden genoemd rond het punt waar het kunststof het eerst binnenstroomt. Omdat kopers de kwaliteit snel beoordelen op basis van uiterlijk, kunnen deze vage cirkels leiden tot kostbare vallen‑en‑opstaan op de fabrieksvloer — of tot dure nabehandeling — voordat een onderdeel marktklaar is.
Ringen die uit het niets verschijnen
Bij grote, vlakke onderdelen zoals behuizingen voor apparaten stroomt gesmolten kunststof doorgaans cirkelvormig weg vanaf een centrale gate, alsof het rimpels in een vijver zijn. De auteurs tonen aan dat halo‑defecten verschijnen als een cirkelvormige band waar de oppervlakteglans plots verandert, ook al is het onderdeel in één keer van hetzelfde materiaal gemaakt. Onder normale kamerlichtomstandigheden kan de ring moeilijk te zien zijn, maar met verhoogd contrast en beeldanalyse wordt het duidelijk: op een bepaalde afstand van de gate begint het oppervlak meer licht te verstrooien en ziet het er iets matter uit dan de omgeving. 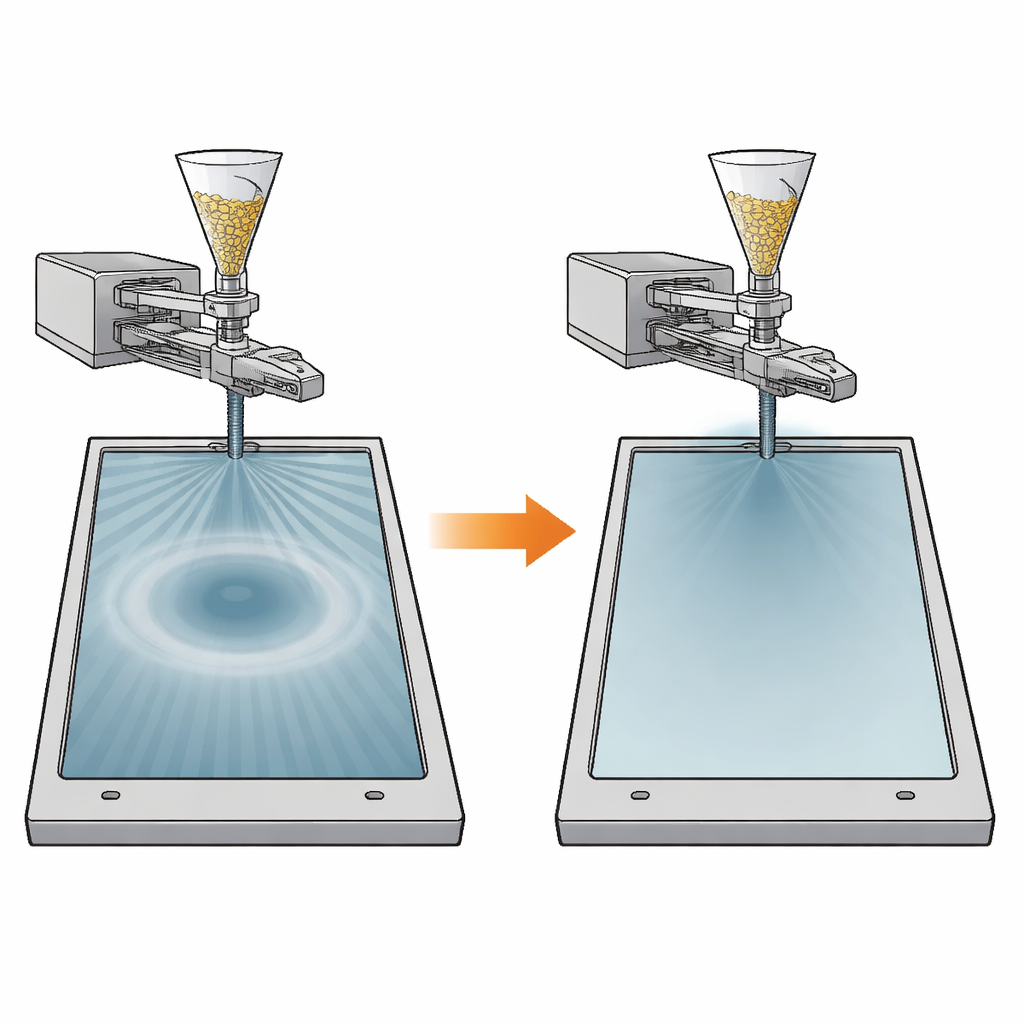
Defecten zichtbaar maken met een eenvoudige camera
In plaats van te vertrouwen op dure microscopen of gespecialiseerde glansmeters bouwden de onderzoekers een praktisch fotostation in een donkere ruimte met een consumentencamera en een diffuse LED‑lamp. De lamp was schuin op het monster gericht, terwijl de camera recht op het oppervlak keek. Op een perfect glanzend oppervlak zou het merendeel van het licht wegkaatsen onder een spiegelende hoek, zodat de camera bijna niets zou zien. Maar waar het oppervlak iets ruwer is, wordt meer licht terug naar de camera verstrooid. Door de foto’s naar grijswaarden om te zetten en veel profielen door het halo‑gebied te middelen, filterde het team stof en krassen weg en haalde een schoon signaal: een verandering in grijswaarde die rechtstreeks een wijziging in waargenomen glans weerspiegelt. Dit maakte het mogelijk om halo‑ernst snel en niet‑destructief op volledige onderdelen te beoordelen, op een manier die nauw aansluit bij wat het menselijk oog zou opmerken.
Wanneer het kunststof plots versnelt
De kern van de studie is het verband tussen deze optische halo’s en de snelheid waarmee de gesmolten kunststoffront binnen de matrijs beweegt. Met behulp van computersimulaties van de vulfase en gecontroleerde giettesten varieerden de onderzoekers drie cruciale instellingen: smelttemperatuur, matrijstemperatuur en inspuit‑snelheid. Ze vonden dat de matrijstemperatuur binnen praktische grenzen weinig effect had, terwijl zowel smelttemperatuur en vooral inspuit‑snelheid de halo‑sterkte sterk beïnvloedden. Simulaties laten zien waarom. Terwijl kunststof aanvankelijk radiaal vanaf de gate stroomt, bedekt de actieve front een steeds groter cirkelvormig gebied en vertraagt de voorwaartse snelheid vanzelf. Maar wanneer de front een zijwand bereikt, valt een deel van dat gebied ineens weg, zodat hetzelfde binnenkomende volume door een kleiner actief front moet worden geperst. De lokale front‑snelheid springt dan scherp omhoog precies op een bepaalde straal — precies daar waar de cirkelvormige halo‑ring op het afgewerkte onderdeel verschijnt. Met andere woorden: een plotselinge snelheidsstoot tijdens het vullen laat een subtiel maar permanent spoor op het oppervlak achter. 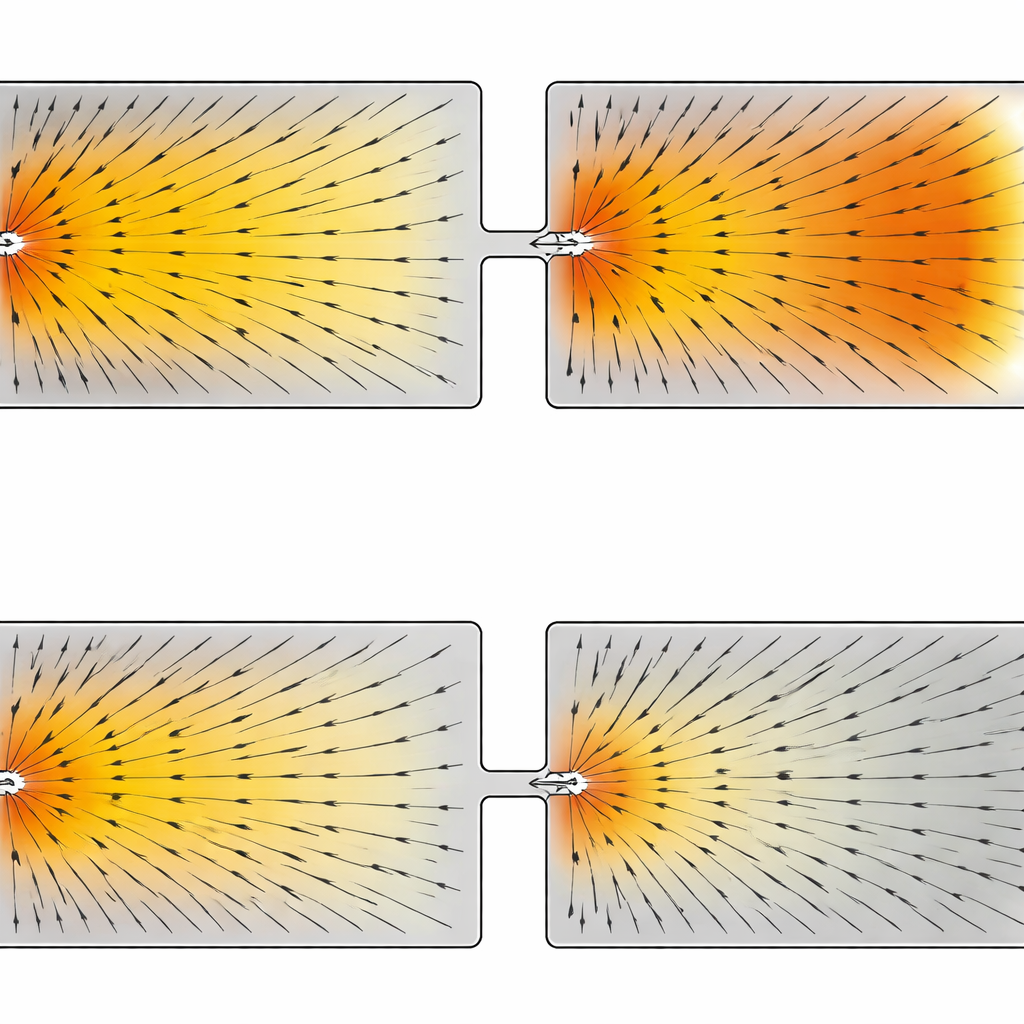
Langzamer gaan precies wanneer het telt
Gewapend met dit inzicht stelden de onderzoekers een eenvoudige oplossing voor die werkt op standaard gietmachines: een meerstappenprofiel voor de inspuitsnelheid. In plaats van de schroef met een constante snelheid naar voren te duwen, programmeerden ze deze zo dat hij vertraagt wanneer de gesimuleerde stroomfront op het punt staat matrijskenmerken te raken die het actieve stroomgebied verkleinen, en daarna geleidelijk weer opvoert. Voor hun testplaat betekende dit dat de snelheid op het kritieke moment tot ongeveer een kwart van de beginnende waarde werd teruggebracht. Metingen toonden aan dat dit profiel de piek in front‑snelheid afvlakte en de gemeten halo‑intensiteit met ongeveer driekwart verminderde. Hetzelfde idee toegepast op een commerciële koelkastmand — met uitsparingen die soortgelijke stroomverstoringen veroorzaakten — verminderde de halo‑sterkte met ongeveer 90%, wat onderdelen opleverde waarvan het oppervlak voor het blote oog uniform glanzend leek.
Wat dit betekent voor alledaagse producten
De studie concludeert dat halo‑ringen geen mysterieuze materiaalfouten zijn, maar het zichtbare resultaat van abrupte veranderingen in hoe snel gesmolten kunststof over het matrijsoppervlak veegt. Omdat de voorgestelde remedie — het aanpassen van de inspuitsnelheid in een paar stappen — al door de meeste industriële machines wordt ondersteund en geen nieuwe hardware vereist, kunnen fabrikanten deze meteen toepassen om de procestuning te verkorten en kostbare cosmetische afkeuringen te vermijden. Gecombineerd met de eenvoudige camera‑gebaseerde inspectiemethode biedt dit werk een praktische aanpak om grote kunststofdelen met schonere, consistentere oppervlakken te produceren, waardoor alledaagse producten er net zo kwalitatief uitzien als ze gebouwd zijn.
Bronvermelding: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Trefwoorden: spuitgieten, oppervlakteglans, kunststofdefecten, procesoptimalisatie, beeldgebaseerde inspectie