Clear Sky Science · fr
Élimination des défauts de transition de brillance en halo sur pièces moulées par injection
Pourquoi le plastique brillant paraît parfois étrangement terne
Des dos de téléviseur aux bacs de réfrigérateur, de nombreuses pièces plastiques que nous croisons quotidiennement sont produites par moulage par injection, où du plastique liquide chaud est poussé dans un moule métallique. Même lorsque la pièce est parfaite sur le plan structurel, son aspect peut être gâché par des anneaux subtils de matité appelés défauts en « halo » autour du point d’entrée du plastique. Comme les acheteurs jugent rapidement la qualité à l’apparence d’un produit, ces cercles discrets peuvent entraîner des essais‑erreurs coûteux sur la ligne de production — ou une remise en peinture onéreuse — avant qu’une pièce soit prête pour la mise sur le marché.
Des anneaux qui apparaissent de nulle part
Sur de grandes pièces plates comme des coques d’appareils, le plastique fondu s’écoule généralement en cercles à partir d’une goulotte centrale, comme des ondulations dans un étang. Les auteurs montrent que les défauts en halo apparaissent sous la forme d’une bande circulaire où la brillance de surface change brusquement, bien que la pièce soit réalisée en une seule fois avec le même matériau. Dans un éclairage ambiant ordinaire, l’anneau peut être difficile à repérer, mais avec un contraste renforcé et une analyse d’image il devient clair : à une certaine distance de la goulotte, la surface commence à diffuser davantage la lumière et paraît légèrement plus mate que la zone environnante. 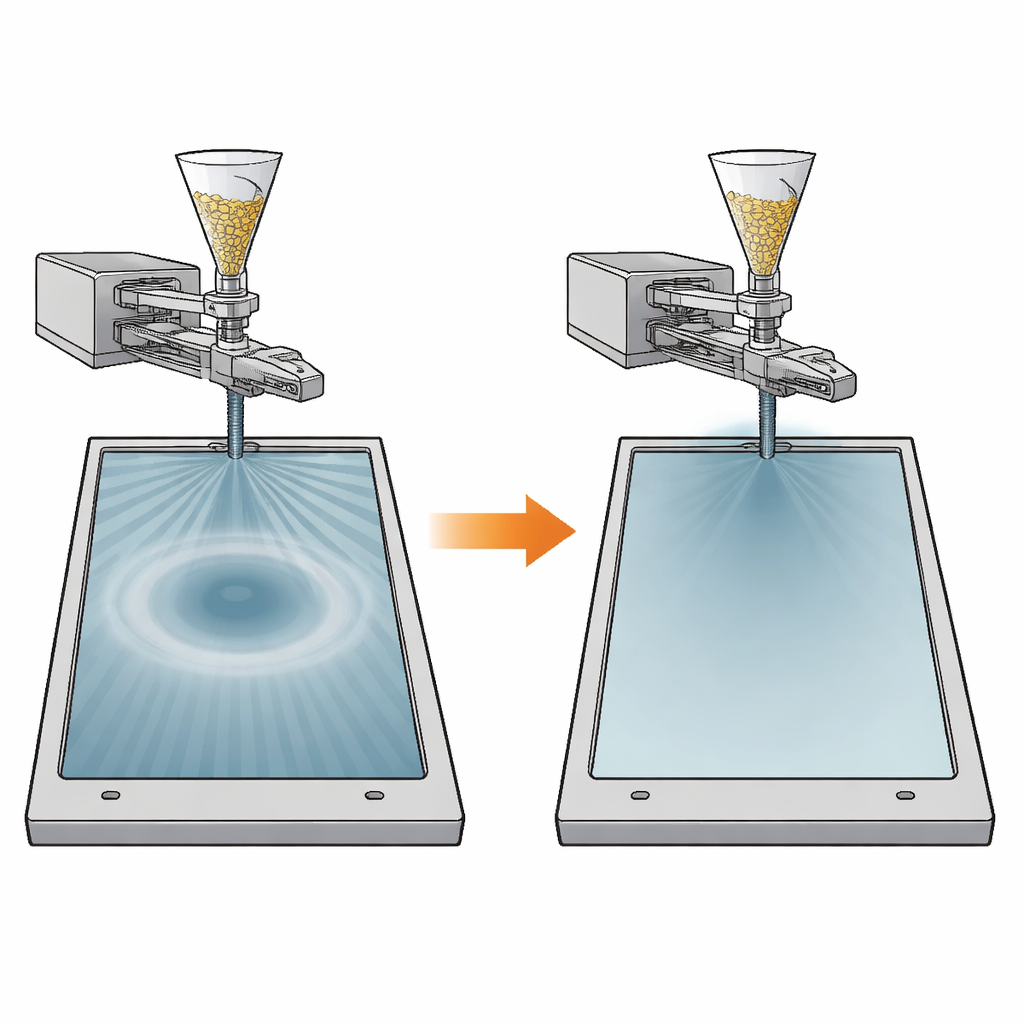
Détecter les défauts avec un appareil photo simple
Plutôt que de s’appuyer sur des microscopes coûteux ou des glossmètres spécialisés, les chercheurs ont construit un dispositif photographique pratique en chambre noire utilisant un appareil photo grand public et une lampe LED diffuse. La lampe était dirigée vers l’échantillon sous un angle, tandis que l’appareil regardait la surface en plan. Sur une surface parfaitement brillante, la plupart de la lumière se réfracte à un angle miroir et l’appareil verrait presque rien. Mais là où la surface est légèrement plus rugueuse, plus de lumière est diffusée vers l’appareil. En convertissant les photos en niveaux de gris et en moyennant de nombreux profils à travers la région du halo, l’équipe a filtré la poussière et les rayures et extrait un signal propre : une variation de niveau de gris reflétant directement un changement de brillance perçue. Cela a permis de noter rapidement et sans destruction la sévérité du halo sur des pièces pleine taille, d’une manière qui correspond étroitement à ce que l’œil humain remarquerait.
Quand le plastique accélère subitement
Le cœur de l’étude est le lien entre ces halos optiques et la vitesse d’avancement du front de plastique fondu dans le moule. À l’aide de simulations informatiques de l’étape de remplissage et d’essais de moulage contrôlés, les chercheurs ont fait varier trois paramètres clés : la température de fusion, la température du moule et la vitesse d’injection. Ils ont constaté que, dans la plage pratique, la température du moule avait peu d’effet, tandis que la température de fusion et surtout la vitesse d’injection influençaient fortement l’intensité du halo. Les simulations ont expliqué pourquoi. Lorsque le plastique s’écoule radialement depuis la goulotte, le front actif couvre une zone circulaire en expansion et sa vitesse d’avance diminue naturellement. Mais lorsque le front atteint une paroi latérale, une partie de cette zone disparaît soudainement, si bien que le même volume entrant doit traverser un front actif réduit. La vitesse locale du front d’écoulement saute alors brusquement à un rayon spécifique — exactement là où l’anneau circulaire de halo apparaît sur la pièce finie. Autrement dit, une poussée soudaine de vitesse lors du remplissage laisse une empreinte subtile mais permanente à la surface. 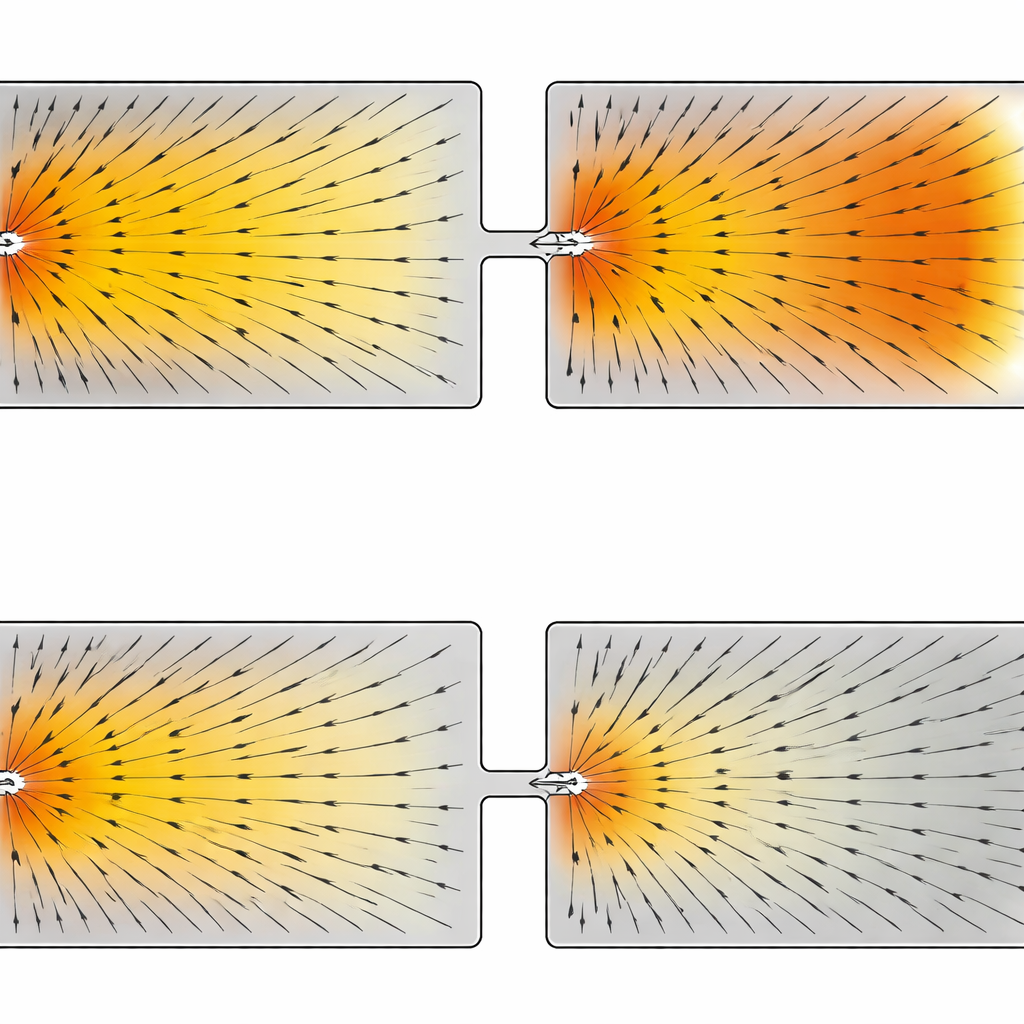
Ralentir au moment crucial
Fort de cette compréhension, l’équipe a proposé une solution simple applicable sur des machines de moulage standard : un profil de vitesse d’injection en plusieurs étapes. Plutôt que d’avancer la vis à vitesse constante, ils l’ont programmée pour ralentir lorsque le front simulé s’apprêtait à rencontrer des caractéristiques du moule qui réduisent la zone d’écoulement active, puis pour remonter progressivement ensuite. Pour leur plaque d’essai, cela signifiait réduire la vitesse à environ un quart de la valeur initiale au moment critique. Les mesures ont montré que ce profil a lissé le pic de vitesse du front d’écoulement et réduit l’intensité du halo mesurée d’environ trois quarts. Appliquer la même idée à un panier de réfrigérateur commercial — avec des découpes provoquant des perturbations d’écoulement similaires — a réduit la force du halo d’environ 90 %, produisant des pièces dont la surface apparaissait uniformément brillante à l’œil nu.
Ce que cela signifie pour les produits du quotidien
L’étude conclut que les anneaux de halo ne sont pas des défauts mystérieux du matériau mais le résultat visible de changements brusques de la vitesse à laquelle le plastique fondu balaye la surface du moule. Comme la solution proposée — ajuster la vitesse d’injection en quelques étapes — est déjà prise en charge par la plupart des machines industrielles et ne nécessite aucun matériel supplémentaire, les fabricants peuvent l’adopter immédiatement pour raccourcir la mise au point des procédés et éviter des rejets esthétiques coûteux. Associée à la méthode d’inspection simple basée sur la caméra, cette approche offre une recette pratique pour produire de grandes pièces plastiques avec des surfaces plus propres et plus homogènes, permettant aux produits du quotidien d’avoir l’apparence haut de gamme qui correspond à leur conception.
Citation: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Mots-clés: moulage par injection, brillance de surface, défauts plastiques, optimisation de procédé, inspection par image