Clear Sky Science · pt
Eliminação de defeitos de transição de brilho em forma de halo em peças moldadas por injeção
Por que o plástico brilhante às vezes parece estranhamente opaco
De traseiras de TV a gavetas de geladeira, muitas peças plásticas que vemos todo dia são feitas por moldagem por injeção, em que plástico líquido e quente é empurrado para dentro de um molde metálico. Mesmo quando a peça está perfeita estruturalmente, sua aparência pode ser prejudicada por anéis sutis de opacidade chamados defeitos em “halo” ao redor do ponto onde o plástico entra pela primeira vez. Como os compradores julgam rapidamente a qualidade pela aparência, esses círculos tênues podem significar testes demorados e por tentativa‑e‑erro na fábrica — ou repintura cara — antes que a peça esteja pronta para o mercado.
Anéis que surgem do nada
Em peças grandes e planas, como carcaças de eletrodomésticos, o plástico fundido normalmente flui para fora em círculos a partir de uma comporta central, como ondulações em um lago. Os autores mostram que os defeitos em halo aparecem como uma faixa circular onde o brilho da superfície muda subitamente, mesmo quando a peça é feita do mesmo material em uma única injeção. Sob iluminação ambiente comum o anel pode ser difícil de notar, mas com contraste aprimorado e análise de imagem ele fica claro: a uma certa distância da comporta, a superfície começa a dispersar mais luz, parecendo um pouco mais opaca que a área ao redor. 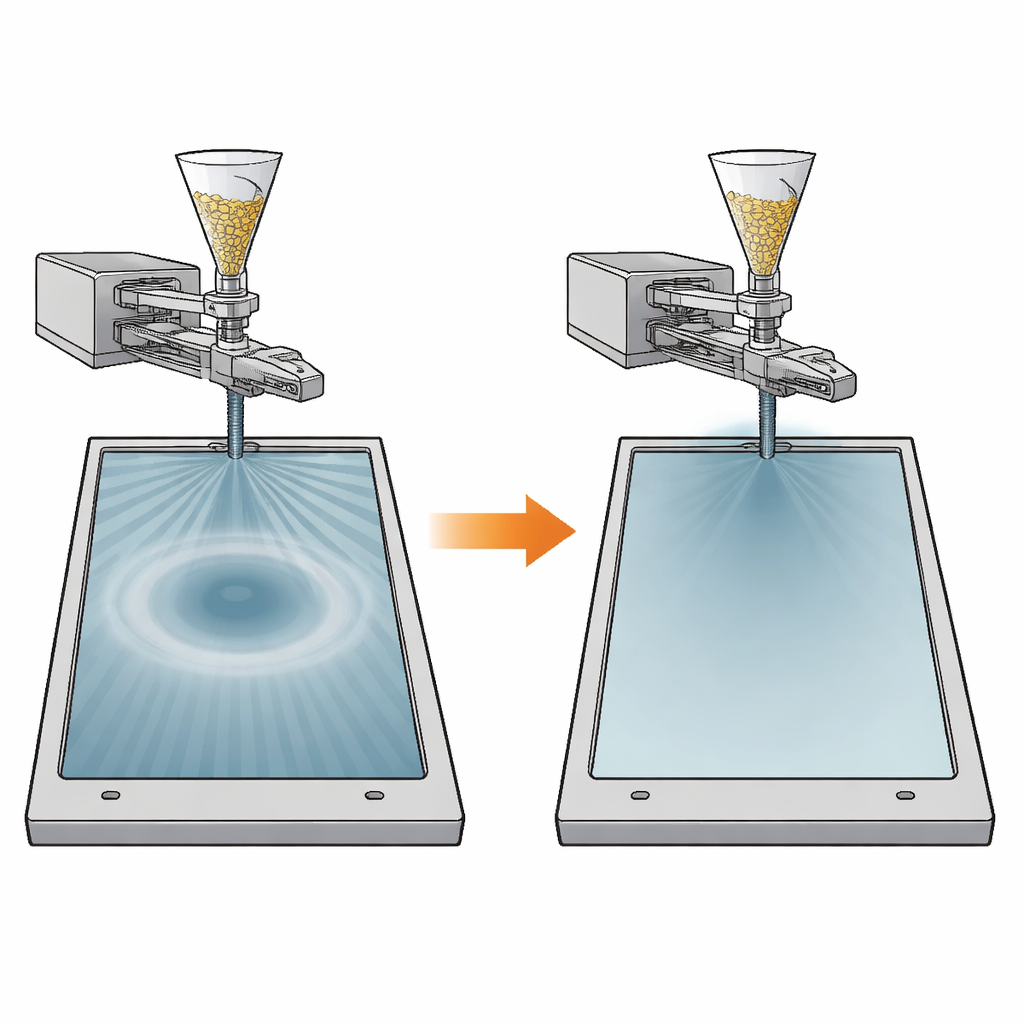
Ver defeitos com uma câmera simples
Em vez de depender de microscópios caros ou medidores de brilho especializados, os pesquisadores construíram um arranjo prático de fotografia em câmara escura usando uma câmera de consumo e uma lâmpada LED difusa. A lâmpada foi direcionada ao amostra em ângulo, enquanto a câmera olhava diretamente para a superfície. Em uma superfície perfeitamente brilhante, a maior parte da luz refletiria em ângulo especular, de modo que a câmera veria quase nada. Mas onde a superfície é ligeiramente mais áspera, mais luz é espalhada de volta em direção à câmera. Convertendo as fotos para tons de cinza e fazendo a média de muitos perfis através da região do halo, a equipe filtrou poeira e riscos e extraiu um sinal limpo: uma mudança no nível de cinza que reflete diretamente uma alteração no brilho percebido. Isso tornou possível avaliar a severidade do halo de forma rápida e não destrutiva em peças em tamanho real, de um modo que combina de perto com o que o olho humano perceberia.
Quando o plástico acelera de repente
O cerne do estudo é o vínculo entre esses halos ópticos e a velocidade com que a frente do plástico fundido se move dentro do molde. Usando simulações computacionais da etapa de preenchimento e testes de moldagem controlados, os pesquisadores variaram três configurações-chave: temperatura do material fundido, temperatura do molde e velocidade de injeção. Eles descobriram que a temperatura do molde, na faixa prática, teve pouco efeito, enquanto tanto a temperatura do fundido quanto, especialmente, a velocidade de injeção influenciaram fortemente a intensidade do halo. As simulações revelaram por quê. À medida que o plástico flui radialmente a partir da comporta, a frente ativa cobre uma área circular crescente e sua velocidade frontal naturalmente diminui. Mas quando a frente alcança uma parede lateral, parte dessa área desaparece subitamente, de modo que o mesmo volume de entrada precisa atravessar uma frente ativa menor. A velocidade local da frente de fluxo então salta abruptamente exatamente em um determinado raio — exatamente onde o anel circular de halo aparece na peça acabada. Em outras palavras, um surto repentino de velocidade durante o preenchimento deixa uma impressão sutil, porém permanente, na superfície. 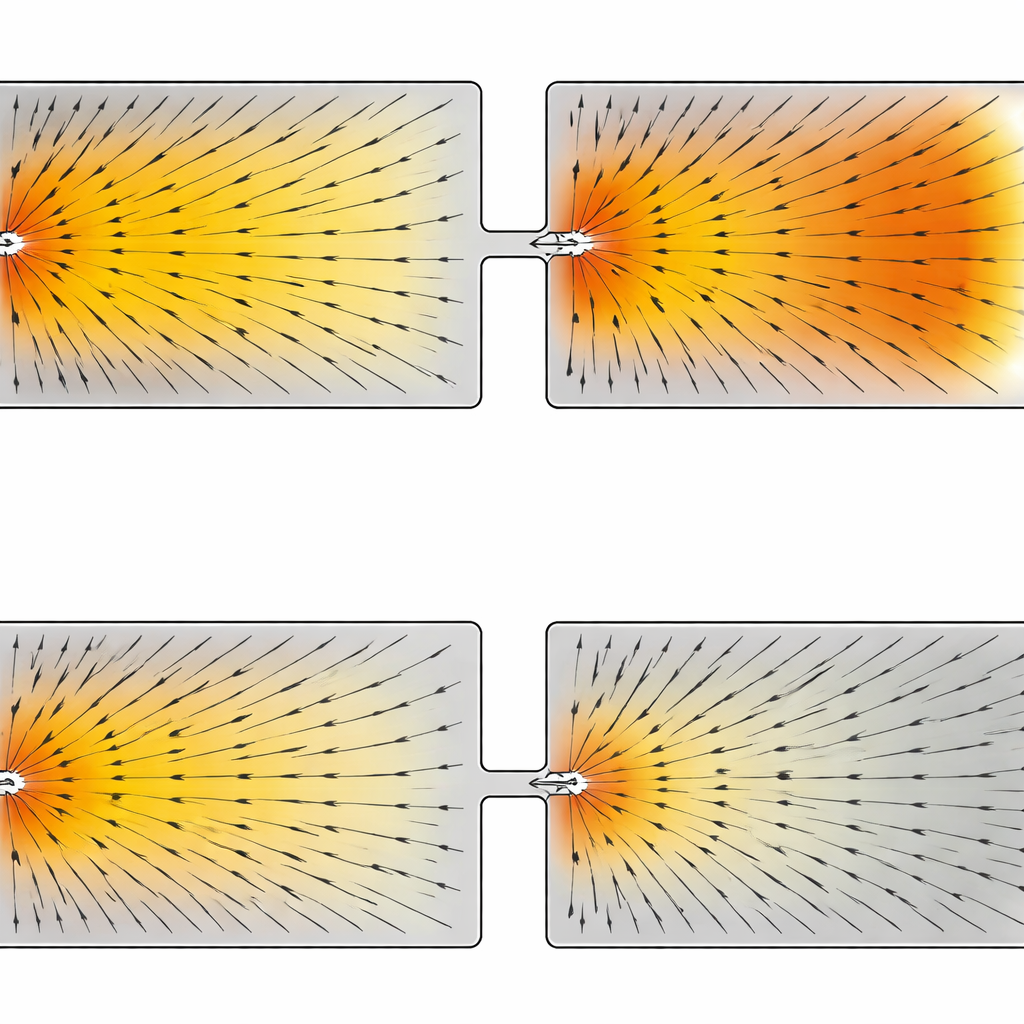
Desacelerar justamente quando importa
Munidos dessa percepção, a equipe propôs uma solução direta que funciona em máquinas de moldagem padrão: um perfil de velocidade de injeção em múltiplas etapas. Em vez de empurrar o parafuso adiante em ritmo constante, eles programaram uma redução de velocidade quando a frente simulada estava prestes a atingir características do molde que reduzem a área de fluxo ativa, e então um retorno gradual à velocidade após o evento. Para sua placa de teste, isso significou cortar a velocidade para aproximadamente um quarto do valor inicial no momento crítico. As medições mostraram que esse perfil suavizou o pico na velocidade da frente de fluxo e reduziu a intensidade medida do halo em cerca de três quartos. Aplicando a mesma ideia a uma cesta comercial de geladeira — com recortes que causavam perturbações de fluxo semelhantes — reduziu a força do halo em cerca de 90%, gerando peças cuja superfície parecia uniformemente brilhante a olho nu.
O que isso significa para produtos do dia a dia
O estudo conclui que os anéis de halo não são falhas misteriosas do material, mas o resultado visível de mudanças abruptas em quão rápido o plástico fundido varre a superfície do molde. Como a solução proposta — ajustar a velocidade de injeção em alguns passos — já é suportada pela maioria das máquinas industriais e não requer novo hardware, os fabricantes podem usá‑la imediatamente para encurtar o ajuste do processo e evitar rejeições cosméticas dispendiosas. Combinado com o método simples de inspeção por câmera, este trabalho oferece uma receita prática para produzir peças plásticas grandes com superfícies mais limpas e consistentes, fazendo com que produtos do cotidiano pareçam tão de alta qualidade quanto foram projetados para ser.
Citação: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Palavras-chave: moldagem por injeção, brilho da superfície, defeitos em plástico, otimização de processo, inspeção baseada em imagem