Clear Sky Science · ar
القضاء على عيوب انتقال لمعان الهالة على أسطح قطع قولبة الحقن
لماذا يبدو البلاستيك اللامع أحيانًا باهتًا بشكل غريب
من ظهر أجهزة التلفاز إلى صناديق الثلاجة، تُصنَع العديد من الأجزاء البلاستيكية التي نراها يوميًا عن طريق قولبة الحقن، حيث يُدفع البلاستيك السائل الساخن إلى قالب معدني. حتى عندما تكون القطعة سليمة من الناحية الإنشائية، قد تُفسد مظهرها حلقات خفيفة من البهتان تُسمى عيوب «الهالة» حول نقطة دخول البلاستيك الأولى. وبما أن المشترين يقيمون الجودة بسرعة من خلال المظهر، فقد تعني هذه الدوائر الباهتة تجارب مكلفة على أرض المصنع—أو إعادة طلاء مكلفة—قبل أن تكون القطعة جاهزة للسوق.
حلقات تظهر من العدم
في الأجزاء الكبيرة المسطحة مثل أغلفة الأجهزة، يتدفق البلاستيك المنصهر عادةً باتساع دائري من بوابة مركزية، مثل تموجات في بركة. يُظهر المؤلفون أن عيوب الهالة تظهر كشريط دائري حيث يتغير لمعان السطح فجأة، على الرغم من أن القطعة مصنوعة من نفس المادة في عملية واحدة. تحت إضاءة الغرفة العادية قد يكون من الصعب رؤية الحلقة، لكن مع زيادة التباين وتحليل الصور يتضح الأمر: عند مسافة معينة من البوابة، يبدأ السطح في تشتيت ضوء أكثر، فيبدو أكثر بهتانًا قليلًا مقارنة بالمناطق المحيطة. 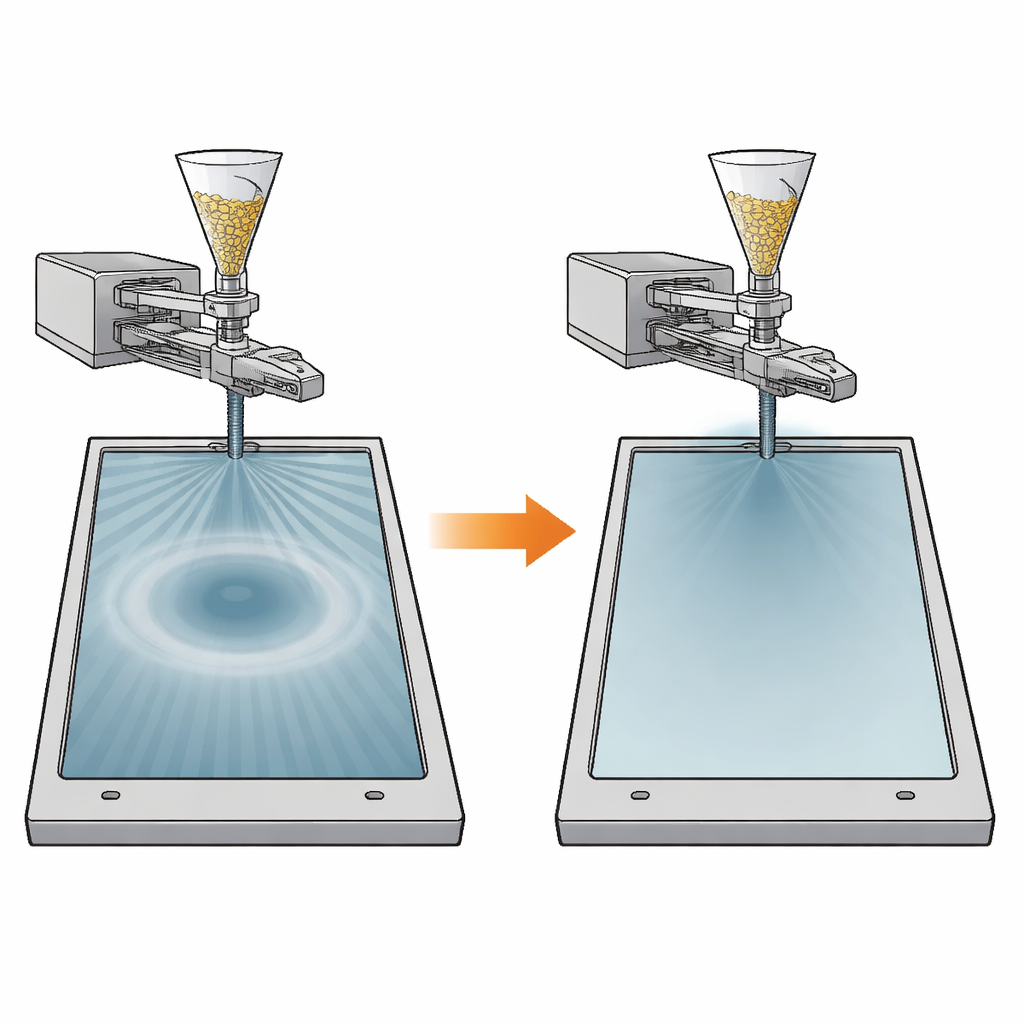
رؤية العيوب بكاميرا بسيطة
بدلاً من الاعتماد على مجاهر مكلفة أو مقاييس لمعان متخصصة، بنى الباحثون جهاز تصوير عملي في غرفة مظلمة باستخدام كاميرا مستهلك ومصباح LED منتشر. وُجّه المصباح إلى العينة بزاوية، بينما نظرت الكاميرا مباشرةً إلى السطح. على سطح لامع تمامًا، كان معظم الضوء ينعكس بعيدًا بزاوية مرآوية، لذا لن ترى الكاميرا إلا القليل. لكن حيث يكون السطح أكثر خشونة قليلًا، يُنقَل مزيد من الضوء إلى الكاميرا عن طريق التشتت. من خلال تحويل الصور إلى تدرج رمادي ومتوسطات عبر العديد من المقاطع عبر منطقة الهالة، قام الفريق بفلترة الغبار والخدوش واستخراج إشارة نظيفة: تغيير في مستوى الرمادي يعكس مباشرة تغيرًا في اللمعان المرئي. هذا جعل من الممكن تقييم شدة الهالة بسرعة وبطريقة غير مدمرة على أجزاء بالحجم الكامل، وبشكل يطابق إلى حد كبير ما يلاحظه العين البشرية.
عندما يتسارع البلاستيك فجأة
جوهر الدراسة هو الرابط بين هذه الهالات البصرية وسرعة تقدم جبهة البلاستيك المنصهر داخل القالب. باستخدام محاكاة حاسوبية لمرحلة الملء واختبارات قولبة خاضعة للسيطرة، نوّع الباحثون ثلاث إعدادات رئيسية: درجة حرارة المصهور، ودرجة حرارة القالب، وسرعة الحقن. وجدوا أن درجة حرارة القالب في النطاق العملي لها تأثير ضئيل، بينما أثرت كل من درجة حرارة المصهور وبشكل خاص سرعة الحقن بقوة على شدة الهالة. أوضحت المحاكاة السبب. عندما يتدفق البلاستيك أولاً بشكل دائري من البوابة، تغطي الجبهة النشطة مساحة دائرية متزايدة وتتباطأ سرعتها الأمامية طبيعيةً. لكن عندما تصل الجبهة إلى جدار جانبي، تختفي جزء من تلك المساحة فجأة، فيضطر نفس الحجم الداخل إلى الانضغاط عبر جبهة نشطة أصغر. تقفز سرعة جبهة التدفق المحلية عندئذٍ بشكل حاد عند نصف قطر محدد—بالضبط حيث تظهر حلقة الهالة الدائرية على القطعة النهائية. بعبارة أخرى، يترك انفجار السرعة المفاجئ أثناء الملء بصمة دقيقة لكنها دائمة على السطح. 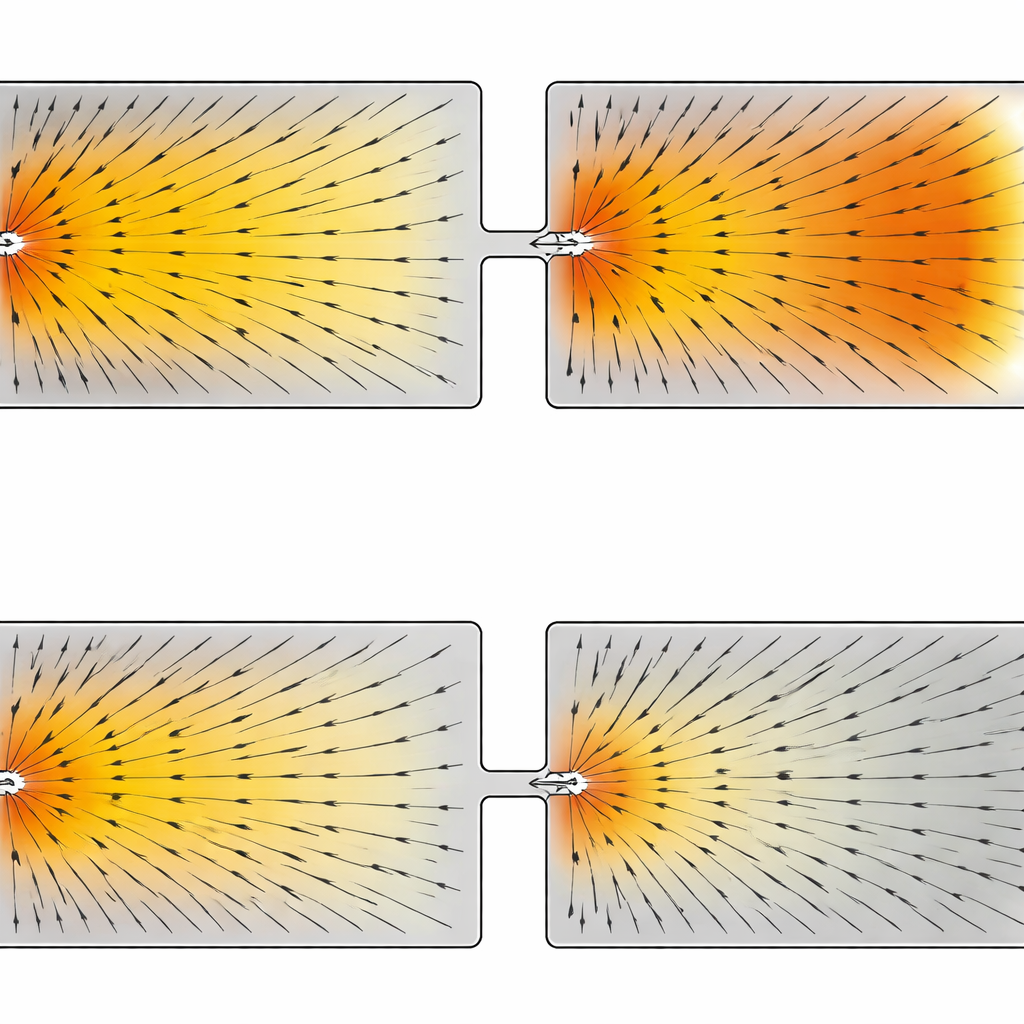
الإبطاء في اللحظة المناسبة
مزوّدين بهذه الفكرة، اقترح الفريق حلًا بسيطًا يعمل على آلات القولبة القياسية: ملف تعريف سرعة حقن متعدد المراحل. بدلاً من دفع المسمار للأمام بمعدل ثابت، برمجوه ليبطئ عندما تكون محاكاة جبهة التدفق على وشك أن تصطدم بميزات القالب التي تقلص مساحة التدفق النشطة، ثم يعيد التشغيـل تدريجيًا بعد ذلك. بالنسبة لصفيحتهم التجريبية، كان ذلك يعني خفض السرعة إلى ربع القيمة الابتدائية تقريبًا في اللحظة الحرجة. أظهرت القياسات أن هذا الملف أعاد تسطيح القفزة في سرعة جبهة التدفق وخفّض شدة الهالة المقاسة بنحو ثلاثة أرباع. وتطبيق نفس الفكرة على سلة ثلاجة تجارية—ذات قصّات تسبّب اضطرابات مماثلة في التدفق—قلّل من قوة الهالة بحوالي 90%، مما أدى إلى قطع ذات سطح بدا لامعًا وموحدًا بالعين المجردة.
ماذا يعني هذا للمنتجات اليومية
تخلص الدراسة إلى أن حلقات الهالة ليست عيوبًا مادية غامضة بل نتيجة مرئية لتغيّرات مفاجئة في سرعة اجتياح البلاستيك المنصهر لسطح القالب. وبما أن العلاج المقترح—تعديل سرعة الحقن بعدة خطوات—مدعوم بالفعل من قبل معظم الآلات الصناعية ولا يتطلب أجهزة جديدة، يمكن للمصنِّعين اعتماده فورًا لتقصير وقت ضبط العملية وتجنُّب الرفض التجميلي المكلف. وبالاقتران مع طريقة الفحص البسيطة المعتمدة على الكاميرا، يقدم هذا العمل وصفة عملية لإنتاج قطع بلاستيكية كبيرة بسطوح أنظف وأكثر اتساقًا، مما يجعل المنتجات اليومية تبدو عالية الجودة كما هي مبنية لتكون.
الاستشهاد: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
الكلمات المفتاحية: قولبة الحقن, لمعان السطح, عيوب البلاستيك, تحسين العملية, الفحص المستند إلى الصور