Clear Sky Science · ru
Устранение переходных дефектов блеска «ореола» на уколотых деталях
Почему блестящий пластик иногда выглядит странно матовым
От задних панелей телевизоров до ящиков холодильников — многие пластиковые детали, которые мы видим каждый день, изготавливаются методом литья под давлением, когда горячий расплавленный пластик вдавливают в металлическую форму. Даже если деталь безупречна с точки зрения конструкции, её внешний вид может быть испорчен тонкими кольцами матовости, называемыми дефектами «ореол», вокруг места, где пластик впервые входит в форму. Поскольку покупатели быстро оценивают качество по внешнему виду, эти едва заметные круги могут привести к затратным попыткам «попробовать‑ошибиться» на производстве — или к дорогой перекраске — прежде чем деталь будет готова к продаже.
Кольца, которые появляются ниоткуда
В больших плоских деталях, таких как корпуса бытовой техники, расплавленный пластик обычно течёт радиально от центрального впускного окна, как круги на поверхности пруда. Авторы показывают, что дефекты «ореол» проявляются в виде круглой полосы, где блеск поверхности внезапно изменяется, хотя деталь изготовлена из того же материала за один цикл. При обычном комнатном освещении кольцо может быть трудно заметить, но при повышенном контрасте и анализе изображения оно становится очевидным: на определённом расстоянии от впускного окна поверхность начинает рассеивать больше света и выглядит чуть более матовой, чем окружающая зона. 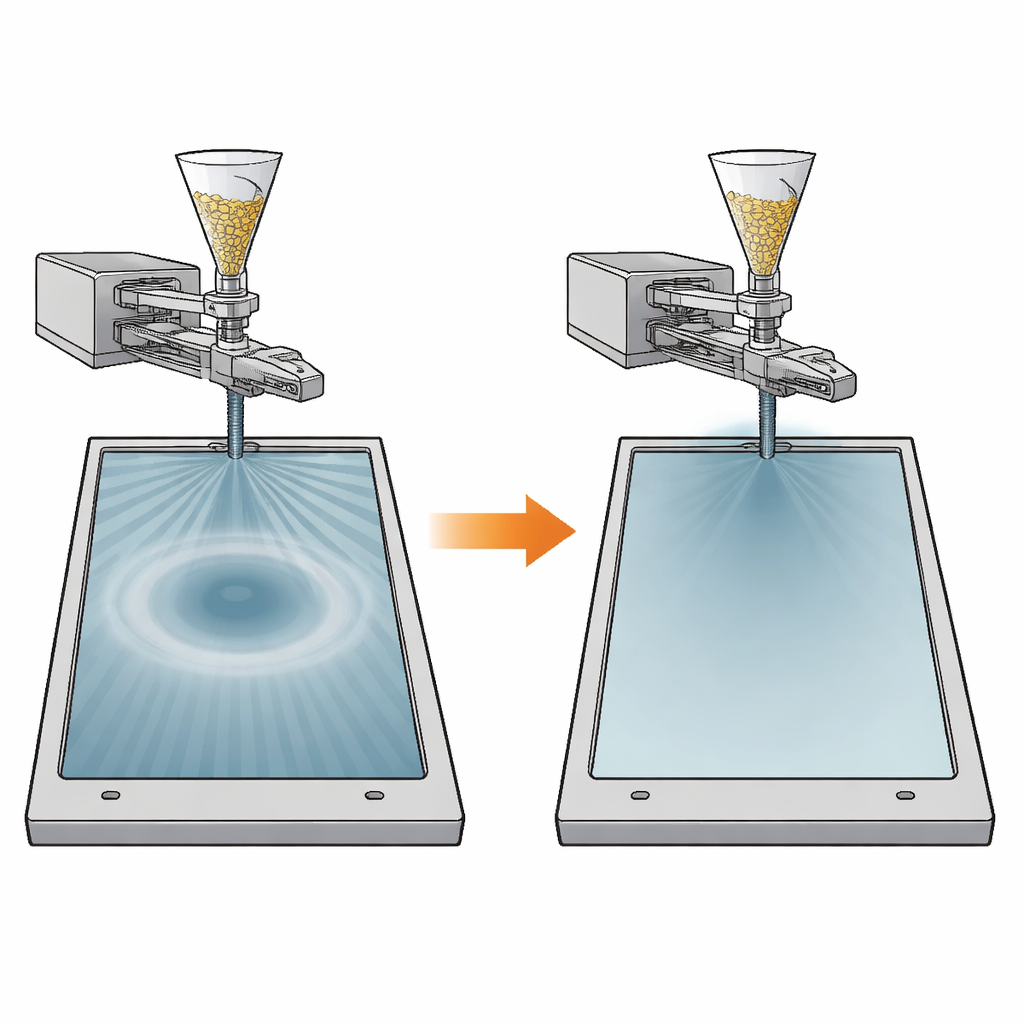
Обнаружение дефектов простой камерой
Вместо того чтобы полагаться на дорогие микроскопы или специализированные глосс‑метры, исследователи построили практическую фотостудию с тёмной коробкой, используя потребительскую камеру и рассеянную светодиодную лампу. Лампу направляли под углом на образец, а камера снимала поверхность в нормальном направлении. На идеально блестящей поверхности большая часть света отражалась бы под зеркальным углом, и камера практически ничего бы не увидела. Но там, где поверхность чуть более шершавая, больше света рассеивается обратно к камере. Преобразуя фотографии в оттенки серого и усредняя множество профилей через область ореола, команда отфильтровывала пыль и царапины и выделяла чистый сигнал: изменение уровня серого, которое прямо отражает изменение воспринимаемого блеска. Это позволило быстро и неразрушающе оценивать степень ореола на полноразмерных деталях способом, хорошо соответствующим тому, что заметит человеческий глаз.
Когда пластик внезапно ускоряется
Суть исследования — связь между этими оптическими ореолами и скоростью движения фронта расплавленного пластика внутри формы. С помощью компьютерного моделирования этапа заполнения и контролируемых испытаний литья исследователи изменяли три ключевых параметра: температуру расплава, температуру формы и скорость впрыска. Они обнаружили, что в практическом диапазоне температура формы оказывает небольшое влияние, тогда как температура расплава и особенно скорость впрыска существенно влияют на силу ореола. Моделирование показало причину. Когда пластик сначала течёт радиально от впускного окна, активный фронт покрывает растущую по площади круговую область и его продольная скорость естественно замедляется. Но когда фронт достигает боковой стенки, часть этой площади внезапно исчезает, и тот же объём материала вынужден пройти через меньшую активную зону. Локальная скорость фронта потока тогда резко возрастает на определённом радиусе — именно там, где на готовой детали появляется круговой ореол. Иными словами, внезапный всплеск скорости во время заполнения оставляет тонкий, но постоянный отпечаток на поверхности. 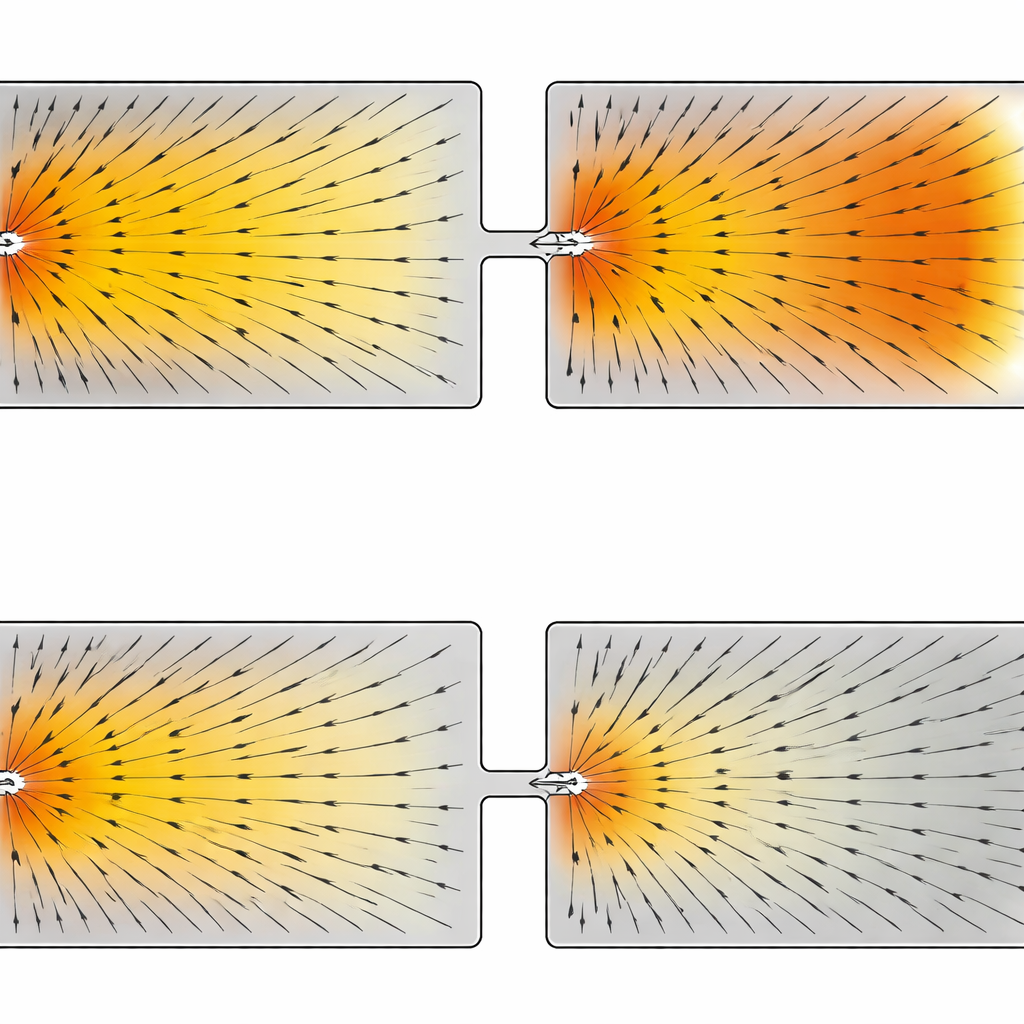
Замедлиться именно в нужный момент
Вооружённые этим пониманием, авторы предложили простое решение, работающее на стандартных пресс‑формах: многоступенчатый профиль скорости впрыска. Вместо того чтобы продвигать винт с постоянной скоростью, они запрограммировали его так, чтобы он замедлялся, когда моделируемый фронт потока приближался к особенностям формы, которые сокращают активную зону потока, а затем постепенно снова ускорялся. Для их испытательной пластины это означало снижение скорости примерно до четверти начального значения в критический момент. Измерения показали, что такой профиль сгладил всплеск скорости фронта и уменьшил измеренную интенсивность ореола примерно на три четверти. Применение той же идеи к коммерческой корзине холодильника — с вырезами, вызывавшими похожие возмущения потока — сократило силу ореола примерно на 90%, в результате чего поверхности деталей выглядели равномерно глянцевыми невооружённым глазом.
Что это значит для повседневных изделий
В исследовании делается вывод, что кольца‑ореолы — не загадочные материальные дефекты, а видимый результат резких изменений в том, как быстро расплавленный пластик проскальзывает по поверхности формы. Поскольку предлагаемое решение — корректировка скорости впрыска в несколько этапов — уже поддерживается большинством промышленных машин и не требует нового оборудования, производители могут применить его немедленно, чтобы сократить время настройки процесса и избежать дорогостоящих косметических браков. В сочетании с простой камерной методикой контроля, эта работа предлагает практический рецепт для выпуска крупных пластиковых деталей с более чистыми и однородными поверхностями, благодаря чему повседневные изделия выглядят так же качественно, как и сделаны.
Цитирование: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Ключевые слова: литье под давлением, блеск поверхности, дефекты пластика, оптимизация процесса, инспекция на основе изображений