Clear Sky Science · es
Eliminación de defectos de transición de brillo en forma de halo en piezas moldeadas por inyección
Por qué el plástico brillante a veces parece extrañamente mate
Desde las partes traseras de los televisores hasta los cajones de los frigoríficos, muchas piezas de plástico que vemos a diario se fabrican por moldeo por inyección, en el que plástico líquido y caliente se introduce a presión en un molde metálico. Incluso cuando la pieza es perfecta estructuralmente, su apariencia puede estropearse por anillos sutiles de opacidad llamados defectos en “halo” alrededor del punto por donde entra el plástico. Debido a que los compradores juzgan rápidamente la calidad por el aspecto, estos círculos tenues pueden suponer costosos ensayos y errores en la planta —o repintados caros— antes de que una pieza esté lista para salir al mercado.
Anillos que aparecen de la nada
En piezas grandes y planas, como carcasas de electrodomésticos, el plástico fundido suele fluir hacia afuera en círculos desde una compuerta central, como ondas en un estanque. Los autores muestran que los defectos en halo aparecen como una banda circular donde el brillo superficial cambia de forma brusca, aunque la pieza esté hecha del mismo material en un único ciclo. Bajo la iluminación ambiente normal el anillo puede ser difícil de detectar, pero con mayor contraste y análisis de imagen queda claro: a cierta distancia de la compuerta, la superficie empieza a dispersar más luz, pareciendo ligeramente más opaca que la zona circundante. 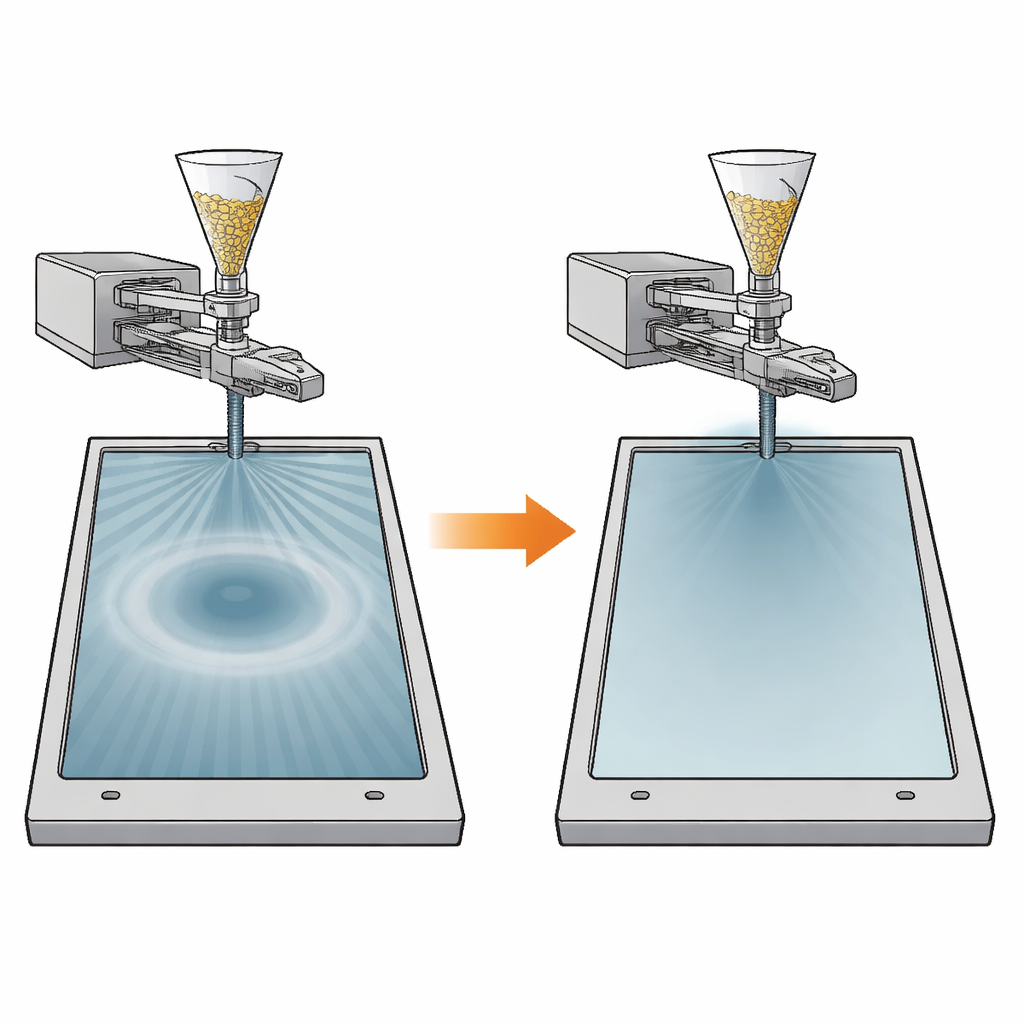
Ver defectos con una cámara sencilla
En lugar de confiar en microscopios caros o brillómetros especializados, los investigadores construyeron un montaje fotográfico práctico en cámara oscura usando una cámara de consumo y una lámpara LED difusa. La lámpara se orientó hacia la muestra en un ángulo, mientras la cámara miraba perpendicularmente a la superficie. En una superficie perfectamente brillante, la mayor parte de la luz se reflejaría en un ángulo espejo, de modo que la cámara vería casi nada. Pero donde la superficie es algo más rugosa, más luz se dispersa de vuelta hacia la cámara. Convirtiendo las fotos a escala de grises y promediando muchos perfiles a través de la región del halo, el equipo filtró polvo y arañazos y extrajo una señal limpia: un cambio en el nivel de gris que refleja directamente un cambio en el brillo percibido. Esto hizo posible calificar la severidad del halo de forma rápida y no destructiva en piezas a tamaño real, de un modo que coincide estrechamente con lo que notaría el ojo humano.
Cuando el plástico de repente acelera
El núcleo del estudio es el vínculo entre estos halos ópticos y la velocidad con la que el frente del plástico fundido se desplaza dentro del molde. Usando simulaciones por ordenador de la etapa de llenado y ensayos de moldeo controlados, los investigadores variaron tres parámetros clave: temperatura de fusión, temperatura del molde y velocidad de inyección. Encontraron que la temperatura del molde en el rango práctico tenía poco efecto, mientras que la temperatura de fusión y, en especial, la velocidad de inyección influían fuertemente en la intensidad del halo. Las simulaciones revelaron por qué. Cuando el plástico fluye radialmente desde la compuerta, el frente activo cubre un área circular creciente y su velocidad hacia adelante se ralentiza de forma natural. Pero cuando el frente alcanza una pared lateral, parte de esa área desaparece de repente, de modo que el mismo volumen entrante tiene que atravesar un frente activo más pequeño. La velocidad local del frente de flujo entonces se dispara bruscamente justo en un radio específico —exactamente donde aparece el anillo circular del halo en la pieza terminada. En otras palabras, un estallido repentino de velocidad durante el llenado deja una huella sutil pero permanente en la superficie. 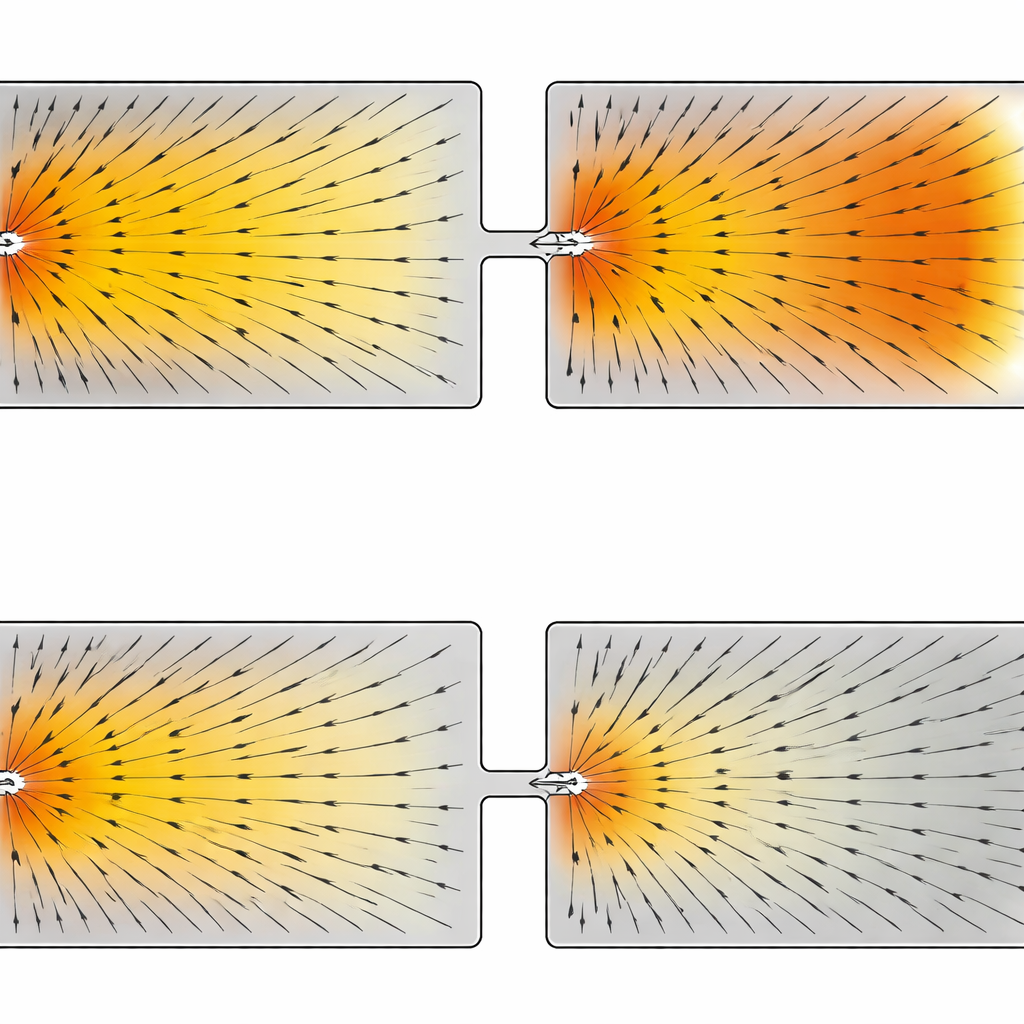
Reducir la velocidad justo cuando importa
Con este conocimiento, el equipo propuso una solución sencilla que funciona en máquinas de moldeo estándar: un perfil de velocidad de inyección en varios pasos. En lugar de empujar el husillo a velocidad constante, lo programaron para reducir la velocidad cuando el frente de flujo simulado estaba a punto de chocar con características del molde que reducen el área de flujo activo, y luego volver a incrementarla gradualmente después. Para su placa de prueba, esto supuso reducir la velocidad a aproximadamente una cuarta parte del valor inicial en el momento crítico. Las mediciones mostraron que este perfil suavizó el pico de velocidad del frente de flujo y redujo la intensidad medida del halo en cerca de tres cuartos. Aplicando la misma idea a una cesta comercial de frigorífico —con huecos que causaban perturbaciones de flujo similares— se redujo la intensidad del halo en alrededor del 90%, obteniendo piezas cuya superficie parecía uniformemente brillante a simple vista.
Qué significa esto para los productos de uso diario
El estudio concluye que los anillos de halo no son fallos misteriosos del material sino el resultado visible de cambios bruscos en la velocidad con la que el plástico fundido barre la superficie del molde. Dado que la solución propuesta —ajustar la velocidad de inyección en unos pocos pasos— ya es compatible con la mayoría de las máquinas industriales y no requiere hardware nuevo, los fabricantes pueden aplicarla de inmediato para acortar la puesta a punto del proceso y evitar costosos rechazos estéticos. Combinado con el método de inspección basado en una cámara sencilla, este trabajo ofrece una receta práctica para producir piezas grandes de plástico con superficies más limpias y consistentes, haciendo que los productos cotidianos luzcan tan alta calidad como están diseñados para ser.
Cita: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Palabras clave: moldeo por inyección, brillo superficial, defectos en plásticos, optimización de procesos, inspección basada en imagen