Clear Sky Science · pl
Eliminacja przejściowych defektów połysku typu „halo” na częściach formowanych wtryskowo
Dlaczego błyszczące tworzywo czasem wygląda dziwnie matowo
Od tylnych paneli telewizorów po kosze w lodówkach — wiele codziennie widywanych elementów z tworzyw jest wykonywanych w technologii wtrysku, w której gorące płynne tworzywo wtłaczane jest do metalowej formy. Nawet gdy część jest bezbłędna pod względem konstrukcyjnym, jej wygląd mogą zepsuć subtelne pierścienie matowości zwane defektami „halo” wokół punktu, w którym tworzywo po raz pierwszy wchodzi do formy. Ponieważ kupujący szybko oceniają jakość po wyglądzie produktu, te ledwie widoczne kręgi mogą oznaczać kosztowne próby i błędy na stanowisku produkcyjnym — albo drogie malowanie — zanim część trafi na rynek.
Pierścienie pojawiające się jakby znikąd
W dużych, płaskich częściach, takich jak obudowy urządzeń, stopione tworzywo zwykle rozlewa się promieniście od centralnej bramki, niczym kręgi na wodzie. Autorzy pokazują, że defekty halo pojawiają się jako pierścień, gdzie nagle zmienia się połysk powierzchni, mimo że część wykonano z tego samego materiału w jednym cyklu. Przy zwykłym oświetleniu pomieszczenia pierścień bywa trudny do zauważenia, ale przy zwiększonym kontraście i analizie obrazów staje się oczywisty: w określonej odległości od bramki powierzchnia zaczyna rozpraszać więcej światła, wyglądając nieco matowiej niż otoczenie. 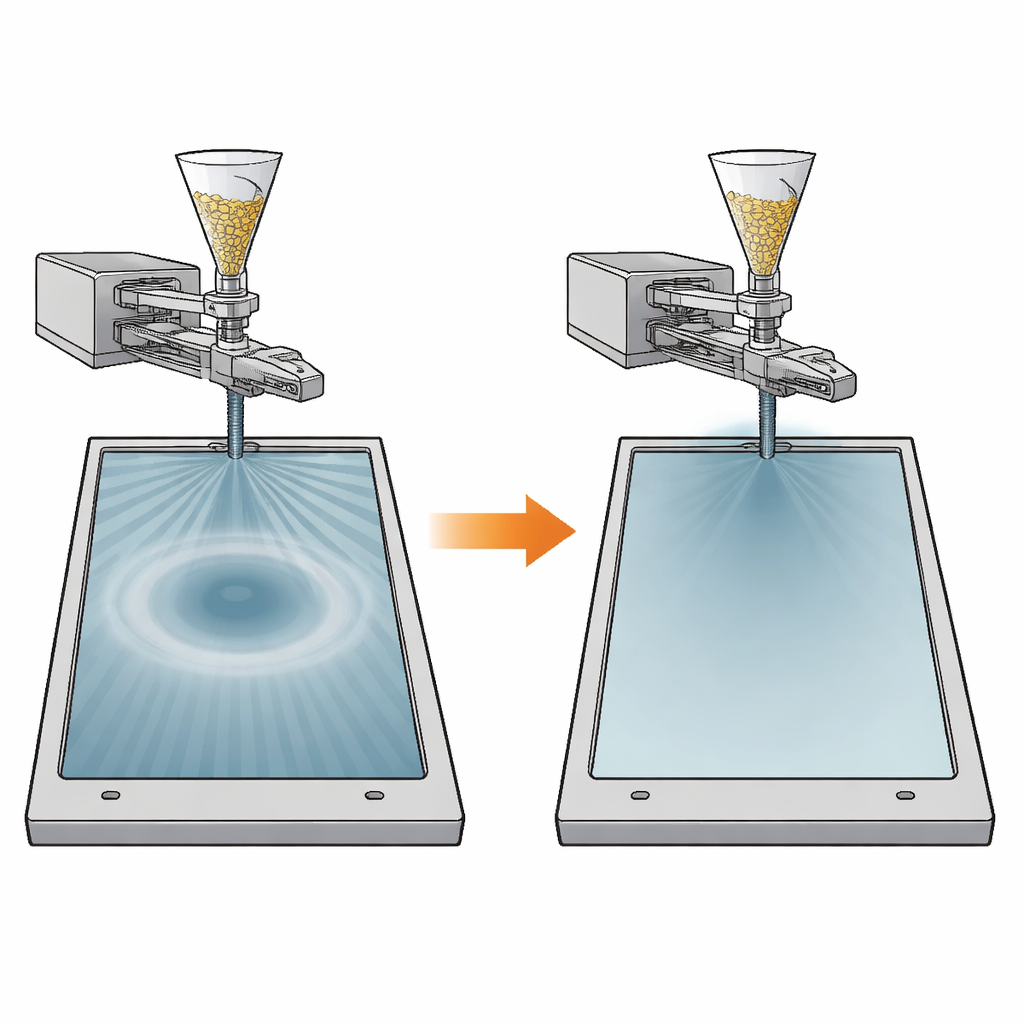
Wykrywanie defektów prostą kamerą
Zamiast polegać na drogich mikroskopach czy specjalistycznych miernikach połysku, badacze zbudowali praktyczne, ciemniowe stanowisko fotograficzne używając konsumenckiego aparatu i rozproszonej lampy LED. Lampa oświetlała próbkę pod kątem, a aparat patrzył prostopadle na powierzchnię. Na idealnie lśniącej powierzchni większość światła odbijałaby się pod kątem zwierciadlanym, więc aparat widziałby prawie nic. Tam, gdzie powierzchnia jest nieco szorstka, więcej światła rozprasza się z powrotem w kierunku aparatu. Konwertując zdjęcia do skali szarości i uśredniając wiele profili przez obszar halo, zespół odfiltrował kurz i zarysowania, uzyskując czysty sygnał: zmianę poziomu szarości, która bezpośrednio odzwierciedla zmianę postrzeganego połysku. Pozwoliło to szybko i nieniszcząco ocenić nasilenie halo na częściach pełnowymiarowych w sposób zgodny z tym, co zauważa ludzkie oko.
Kiedy tworzywo nagle przyspiesza
Sednem badania jest związek między tymi optycznymi halo a prędkością, z jaką czoło płynnego tworzywa przemieszcza się w formie. Korzystając z symulacji komputerowych etapu napełniania oraz kontrolowanych testów formowania, badacze zmieniali trzy kluczowe parametry: temperaturę stopu, temperaturę formy i prędkość wtrysku. Stwierdzili, że w praktycznym zakresie temperatury formy miały niewielki wpływ, podczas gdy temperatura stopu, a zwłaszcza prędkość wtrysku, silnie wpływały na siłę halo. Symulacje wyjaśniły dlaczego. Gdy tworzywo początkowo płynie promieniście od bramki, aktywne czoło pokrywa rosnący obszar kołowy i jego prędkość naturalnie zwalnia. Jednak kiedy czoło dociera do ściany bocznej, część tego obszaru nagle znika, więc ta sama napływająca objętość musi przepłynąć przez mniejsze aktywne czoło. Lokalne tempo czoła przepływu wtedy gwałtownie skacze dokładnie na określonym promieniu — właśnie tam na gotowej części pojawia się pierścieniowe halo. Innymi słowy, nagły skok prędkości podczas napełniania zostawia subtelny, ale trwały ślad na powierzchni. 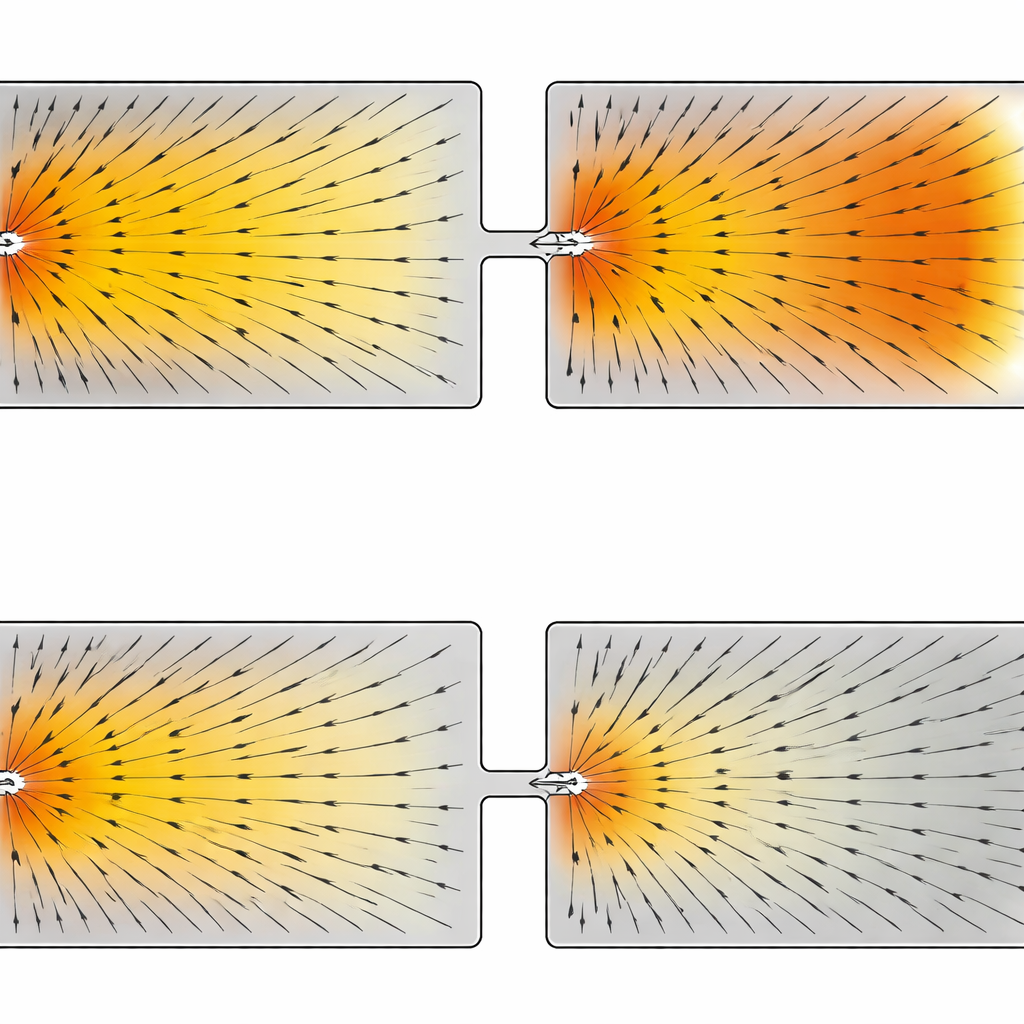
Zwolenienie dokładnie tam, gdzie to ma znaczenie
Wyposażeni w tę wiedzę, autorzy zaproponowali prostą poprawkę działającą na standardowych maszynach wtryskowych: wielostopniowy profil prędkości wtrysku. Zamiast przesuwać śrubę z jednakową prędkością, zaprogramowali jej zwolnienie, gdy symulowane czoło przepływu miało uderzyć w cechy formy zmniejszające aktywny obszar przepływu, a następnie stopniowe ponowne zwiększenie prędkości. Dla ich płyty testowej oznaczało to ograniczenie prędkości do około jednej czwartej wartości początkowej w krytycznym momencie. Pomiary wykazały, że taki profil wygładzał skok prędkości czoła przepływu i zmniejszał zmierzone natężenie halo o około trzy czwarte. Zastosowanie tej samej koncepcji do komercyjnego kosza lodówki — z wycięciami powodującymi podobne zaburzenia przepływu — zmniejszyło siłę halo o około 90%, dając części o powierzchni wyglądającej jednolicie lśniąco dla oka.
Co to oznacza dla produktów codziennego użytku
Badanie konkluduje, że pierścienie halo nie są tajemniczymi wadami materiału, lecz widocznym skutkiem nagłych zmian prędkości, z jaką stopione tworzywo przemywa powierzchnię formy. Ponieważ proponowane rozwiązanie — dostosowanie prędkości wtrysku w kilku krokach — jest już obsługiwane przez większość maszyn przemysłowych i nie wymaga nowego sprzętu, producenci mogą je od razu wdrożyć, by skrócić strojenie procesu i uniknąć kosztownych odrzuceń kosmetycznych. W połączeniu z prostą metodą inspekcji opartą na kamerze, praca ta oferuje praktyczny przepis na produkcję dużych części z tworzyw o czystszych, bardziej jednolitych powierzchniach, dzięki czemu codzienne produkty wyglądają równie wysokiej jakości, jak są wykonane.
Cytowanie: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Słowa kluczowe: wtrysk tworzyw, połysk powierzchni, defekty tworzyw sztucznych, optymalizacja procesu, inspekcja oparta na obrazie