Clear Sky Science · de
Beseitigung von Halo‑Glanzübergangsflächenfehlern bei spritzgegossenen Bauteilen
Warum glänzender Kunststoff manchmal seltsam stumpf wirkt
Von TV‑Gehäusen bis zu Kühlschrankschubladen: Viele Kunststoffteile, die wir täglich sehen, werden im Spritzgussverfahren hergestellt, bei dem heißer flüssiger Kunststoff in eine Metallform gepresst wird. Selbst wenn das Teil strukturell einwandfrei ist, kann sein Erscheinungsbild durch subtile Ringe von Mattheit rund um den Punkt, an dem der Kunststoff zuerst eintritt, beeinträchtigt werden. Diese sogenannten „Halo“-Fehler sind kaum sichtbar, aber weil Käufer die Qualität schnell am Aussehen messen, können diese schwachen Ringe teure Versuche‑und‑Irrtümer auf dem Fabrikboden – oder aufwändiges Nachlackieren – erforderlich machen, bevor ein Teil marktreif ist.
Ringe, die aus dem Nichts erscheinen
Bei großen, flachen Teilen wie Gehäusen für Geräte fließt geschmolzener Kunststoff typischerweise kreisförmig vom zentralen Anschnitt weg, ähnlich den Wellen auf einem Teich. Die Autoren zeigen, dass Halo‑Fehler als kreisförmiger Bereich auftreten, in dem sich der Oberflächenglanz plötzlich ändert, obwohl das Teil im selben Material in einem Schuss gefertigt wurde. Unter normaler Raumbeleuchtung ist der Ring schwer zu erkennen, mit erhöhtem Kontrast und Bildanalyse wird er jedoch deutlich: in einem bestimmten Abstand vom Anschnitt beginnt die Oberfläche mehr Licht zu streuen und wirkt etwas matter als die Umgebung. 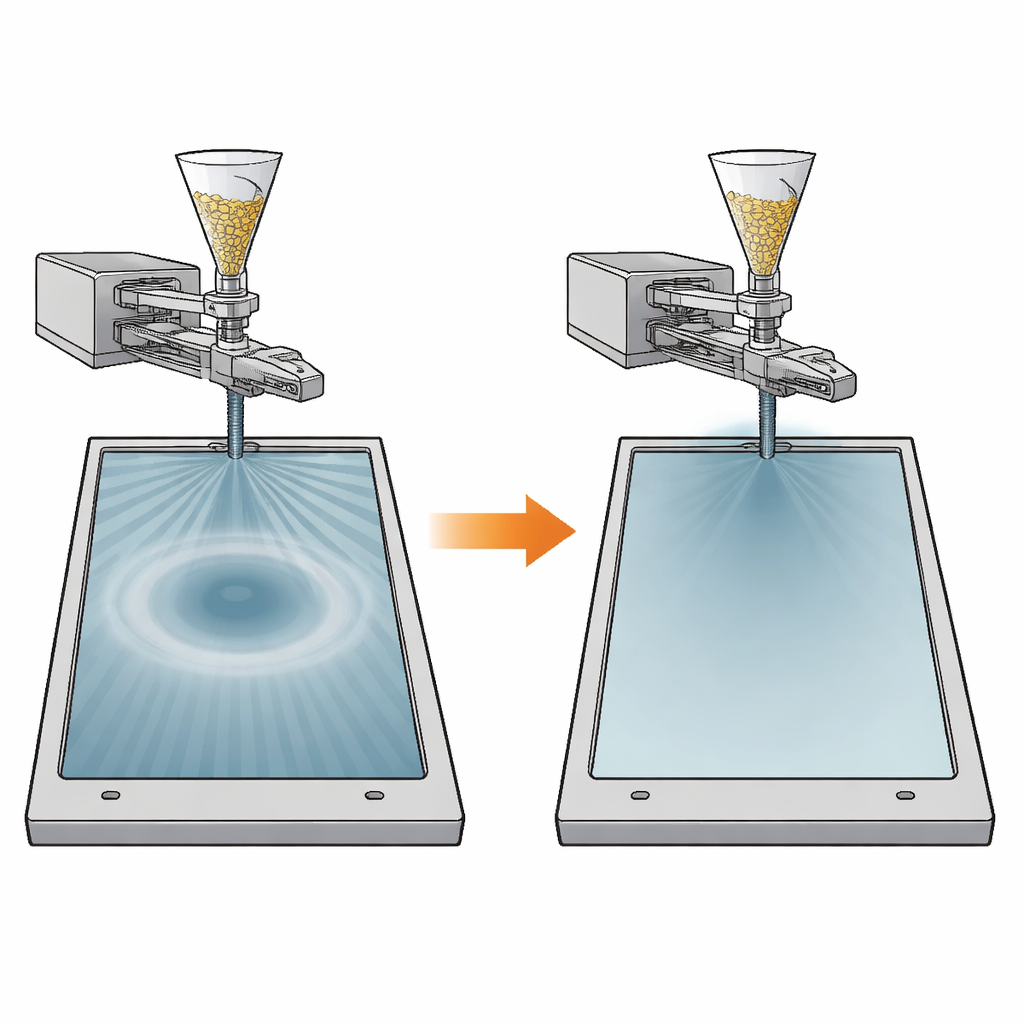
Fehler mit einer einfachen Kamera sichtbar machen
Anstatt sich auf teure Mikroskope oder spezielle Glanzmessgeräte zu stützen, bauten die Forscher eine praktische Dunkelkammer‑Fotografie‑Anordnung mit einer Verbraucher‑Kamera und einer diffusen LED‑Lampe. Die Lampe wurde schräg auf die Probe gerichtet, während die Kamera senkrecht auf die Oberfläche blickte. Auf einer perfekt glänzenden Fläche würde das meiste Licht in spiegelndem Winkel wegreflektieren, so dass die Kamera fast nichts sähe. Wo die Oberfläche jedoch etwas rauer ist, wird mehr Licht zurück zur Kamera gestreut. Durch Umwandlung der Fotos in Graustufen und das Mitteln vieler Profile durch die Halo‑Region filterte das Team Staub und Kratzer heraus und extrahierte ein klares Signal: einen Grauwertwechsel, der direkt eine Änderung des wahrgenommenen Glanzes widerspiegelt. Damit ließ sich die Halo‑Stärke schnell und nicht‑zerstörend an Bauteilen in Originalgröße bewerten – auf eine Weise, die gut mit dem übereinstimmt, was das menschliche Auge bemerken würde.
Wenn der Kunststoff plötzlich schneller wird
Im Kern der Studie steht die Verbindung zwischen diesen optischen Halos und der Geschwindigkeit, mit der die Schmelzfront im Formhohlraum voranschreitet. Mittels Computersimulationen der Füllphase und kontrollierten Spritzgussversuchen variierten die Forscher drei zentrale Einstellungen: Schmelztemperatur, Werkzeugtemperatur und Einspritzgeschwindigkeit. Sie fanden heraus, dass die Werkzeugtemperatur im praxisrelevanten Bereich wenig Einfluss hatte, während sowohl die Schmelztemperatur als auch besonders die Einspritzgeschwindigkeit die Halo‑Stärke stark beeinflussten. Die Simulationen erklärten warum. Wenn der Kunststoff zunächst radial vom Anschnitt wegfließt, bedeckt die aktive Front eine wachsende Kreisfläche und ihre Vorwärtsgeschwindigkeit verlangsamt sich naturgemäß. Trifft die Front jedoch auf eine Seitenwand, verschwindet ein Teil dieser Fläche plötzlich, sodass das gleiche einströmende Volumen durch eine kleinere aktive Front gedrückt werden muss. Die lokale Fließfrontgeschwindigkeit springt dann genau an einem bestimmten Radius stark an – genau dort, wo der kreisförmige Halo auf dem fertigen Teil erscheint. Anders gesagt: Ein plötzlicher Geschwindigkeitsschub während des Füllens hinterlässt einen subtilen, aber dauerhaften Fingerabdruck auf der Oberfläche. 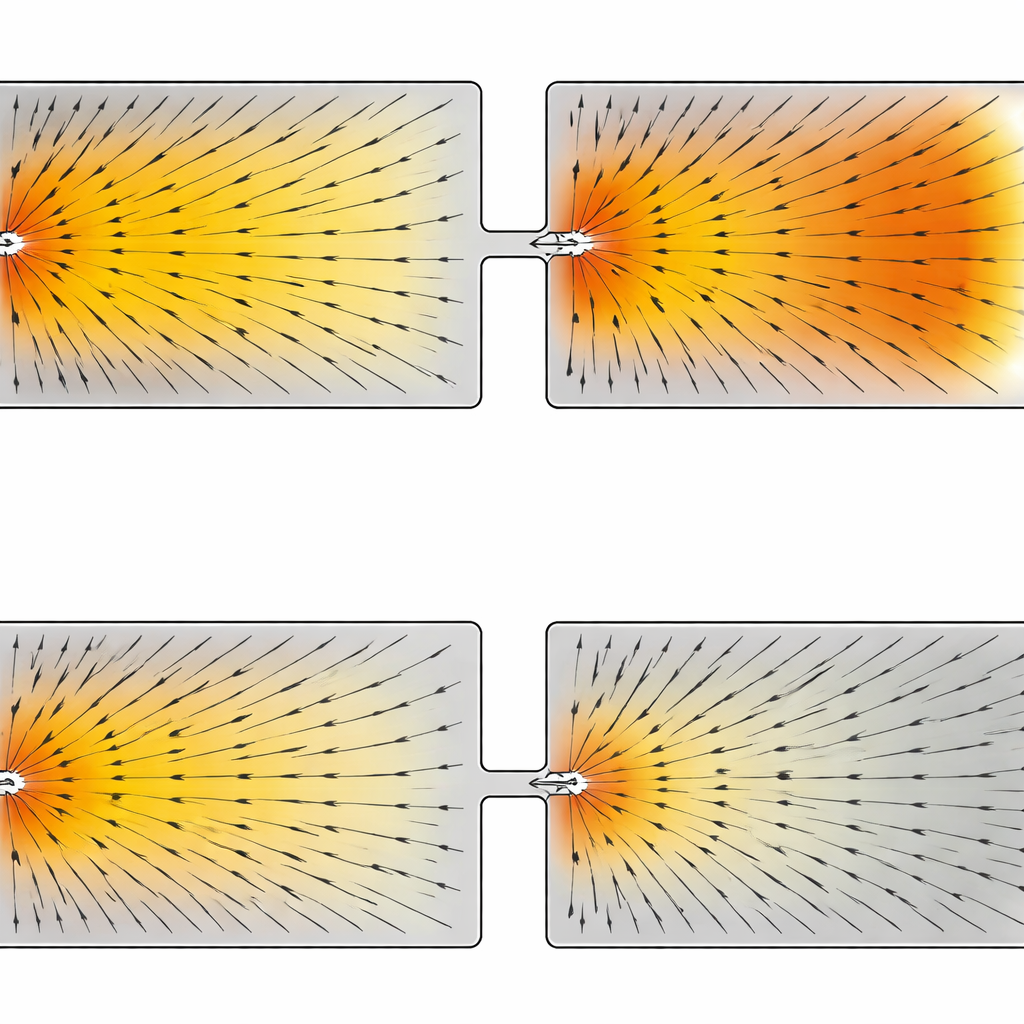
Zur richtigen Zeit abbremsen
Mit dieser Erkenntnis schlug das Team eine einfache Abhilfemaßnahme vor, die auf Standard‑Spritzgießmaschinen funktioniert: ein mehrstufiges Einspritzgeschwindigkeitsprofil. Anstatt die Schnecke konstant vorwärts zu treiben, programmierten sie sie so, dass sie langsamer wurde, wenn die simulierte Fließfront gerade dabei war, auf Formmerkmale zu treffen, die die aktive Fließfläche verkleinern, und anschließend wieder schrittweise hochfuhr. Für ihre Prüfplatte bedeutete das, die Geschwindigkeit im kritischen Moment auf etwa ein Viertel des Anfangswerts zu reduzieren. Messungen zeigten, dass dieses Profil den Spike in der Fließfrontgeschwindigkeit glättete und die gemessene Halo‑Intensität um etwa drei Viertel reduzierte. Die Anwendung derselben Idee auf einen kommerziellen Kühlschrankkorb – mit Ausbrüchen, die ähnliche Fließstörungen verursachten – reduzierte die Halo‑Stärke um rund 90 % und lieferte Teile, deren Oberfläche dem bloßen Auge gleichmäßig glänzend erschien.
Was das für Alltagsprodukte bedeutet
Die Studie kommt zu dem Schluss, dass Halo‑Ringe keine mysteriösen Materialfehler sind, sondern das sichtbare Ergebnis abrupter Änderungen darin, wie schnell geschmolzener Kunststoff über die Formoberfläche zieht. Da die vorgeschlagene Abhilfe – das Anpassen der Einspritzgeschwindigkeit in wenigen Schritten – von den meisten Industriemaschinen bereits unterstützt wird und keine neue Hardware erfordert, können Hersteller sie sofort nutzen, um die Prozessabstimmung zu verkürzen und teure kosmetische Ausschüsse zu vermeiden. In Verbindung mit der einfachen kamera‑basierten Inspektionsmethode bietet diese Arbeit ein praktikables Rezept, um große Kunststoffteile mit saubereren, gleichmäßigeren Oberflächen herzustellen und Alltagsprodukte so hochwertig aussehen zu lassen, wie sie gefertigt sind.
Zitation: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Schlüsselwörter: Spritzguss, Oberflächen Glanz, Kunststofffehler, Prozessoptimierung, bildbasierte Inspektion