Clear Sky Science · en
Elimination of halo gloss transition surface defects on injection-molded parts
Why shiny plastic sometimes looks strangely dull
From TV backs to refrigerator bins, many plastic parts we see every day are made by injection molding, where hot liquid plastic is pushed into a metal mold. Even when the part is structurally perfect, its appearance can be spoiled by subtle rings of dullness called “halo” defects around the point where the plastic first enters. Because buyers quickly judge quality by how a product looks, these faint circles can mean costly trial‑and‑error on the factory floor—or expensive repainting—before a part is ready for market.
Rings that appear out of nowhere
In large, flat parts such as appliance housings, molten plastic typically flows outward in circles from a central gate, like ripples in a pond. The authors show that halo defects appear as a circular band where the surface gloss suddenly changes, even though the part is made from the same material in a single shot. Under ordinary room lighting the ring can be hard to spot, but with enhanced contrast and image analysis it becomes clear: around a certain distance from the gate, the surface begins to scatter more light, looking slightly duller than the surrounding area. 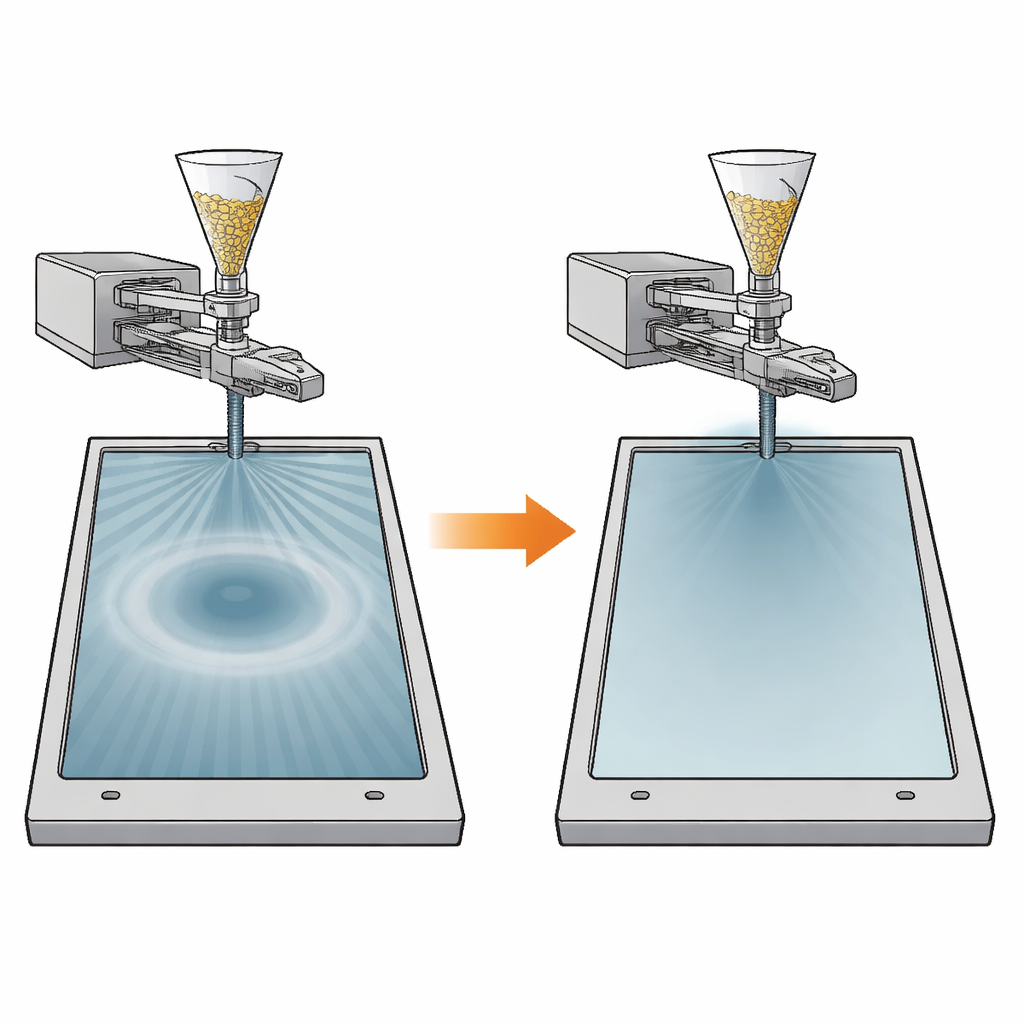
Seeing defects with a simple camera
Instead of relying on expensive microscopes or specialized gloss meters, the researchers built a practical, dark‑room photography setup using a consumer camera and a diffuse LED lamp. The lamp was aimed at the sample at an angle, while the camera looked straight at the surface. On a perfectly shiny surface, most of the light would bounce away at a mirror‑like angle, so the camera would see almost nothing. But where the surface is slightly rougher, more light is scattered back toward the camera. By converting the photos to gray‑scale and averaging many profiles through the halo region, the team filtered out dust and scratches and extracted a clean signal: a change in gray level that directly reflects a change in perceived gloss. This made it possible to rate halo severity quickly and non‑destructively on full‑size parts, in a way that closely matches what the human eye would notice.
When the plastic suddenly speeds up
The heart of the study is the link between these optical halos and how fast the molten plastic front moves inside the mold. Using computer simulations of the filling stage and controlled molding tests, the researchers varied three key settings: melt temperature, mold temperature, and injection speed. They found that mold temperature in the practical range had little effect, while both melt temperature and especially injection speed strongly influenced halo strength. Simulations revealed why. As plastic first flows radially from the gate, the active front covers a growing circular area and its forward speed naturally slows. But when the front reaches a side wall, part of that area suddenly disappears, so the same incoming volume has to squeeze through a smaller active front. The local flow‑front speed then jumps sharply right at a specific radius—exactly where the circular halo ring appears on the finished part. In other words, a sudden burst of speed during filling leaves a subtle but permanent fingerprint on the surface. 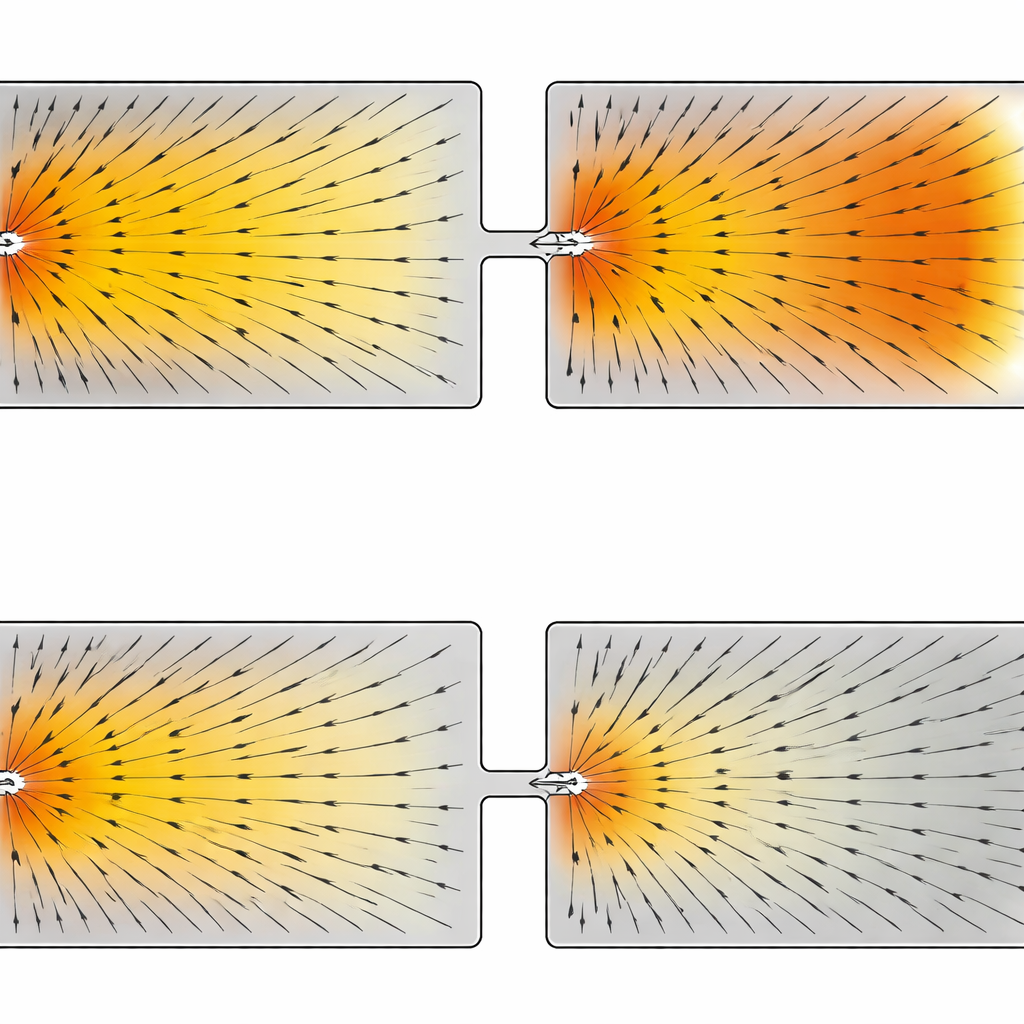
Slowing down just when it matters
Armed with this insight, the team proposed a straightforward fix that works on standard molding machines: a multi‑step injection speed profile. Instead of pushing the screw forward at a constant rate, they programmed it to slow down when the simulated flow front was about to hit mold features that shrink the active flow area, then gradually ramp back up afterward. For their test plate, this meant cutting the speed to roughly a quarter of the initial value at the critical moment. Measurements showed that this profile smoothed out the spike in flow‑front speed and cut the measured halo intensity by about three‑quarters. Applying the same idea to a commercial refrigerator basket—with cut‑outs that caused similar flow disturbances—reduced halo strength by about 90%, yielding parts whose surface looked uniformly glossy to the naked eye.
What this means for everyday products
The study concludes that halo rings are not mysterious material flaws but the visible result of abrupt changes in how fast molten plastic sweeps across the mold surface. Because the proposed cure—adjusting injection speed in a few steps—is already supported by most industrial machines and requires no new hardware, manufacturers can use it immediately to shorten process tuning and avoid costly cosmetic rejects. Combined with the simple camera‑based inspection method, this work offers a practical recipe for turning out large plastic parts with cleaner, more consistent surfaces, making everyday products look as high‑quality as they are built to be.
Citation: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Keywords: injection molding, surface gloss, plastic defects, process optimization, image-based inspection