Clear Sky Science · sv
Borttagning av halo‑glansövergångsdefekter på injektionsgjutna detaljer
Varför blank plast ibland ser märkligt matt ut
Från TV‑backsidor till kylskåpslådor — många plastdelar vi ser varje dag tillverkas med injektionsgjutning, där varm flytande plast pressas in i en metallform. Även när delen är strukturellt perfekt kan dess utseende förstöras av subtila matthetsringar, så kallade ”halo”‑defekter, kring den punkt där plasten först matas in. Eftersom köpare snabbt bedömer kvalitet utifrån ett produkts utseende kan dessa svaga cirklar leda till kostsamma försök‑och‑fel på fabriksgolvet — eller dyra omlackeringar — innan en detalj är klar för marknaden.
Ringar som uppstår från ingenstans
På stora, plana detaljer som apparatskal flyter normalt smält plast utåt i cirklar från en central ingjutning, som krusningar i en damm. Författarna visar att halo‑defekter syns som ett cirkulärt band där ytglansen plötsligt ändras, trots att delen är tillverkad av samma material i ett enda insprut. Under vanligt rumsljus kan ringen vara svår att upptäcka, men med förbättrat kontrast och bildanalys blir den tydlig: på ett visst avstånd från ingjutningen börjar ytan sprida mer ljus och ser något mattare ut än omgivningen. 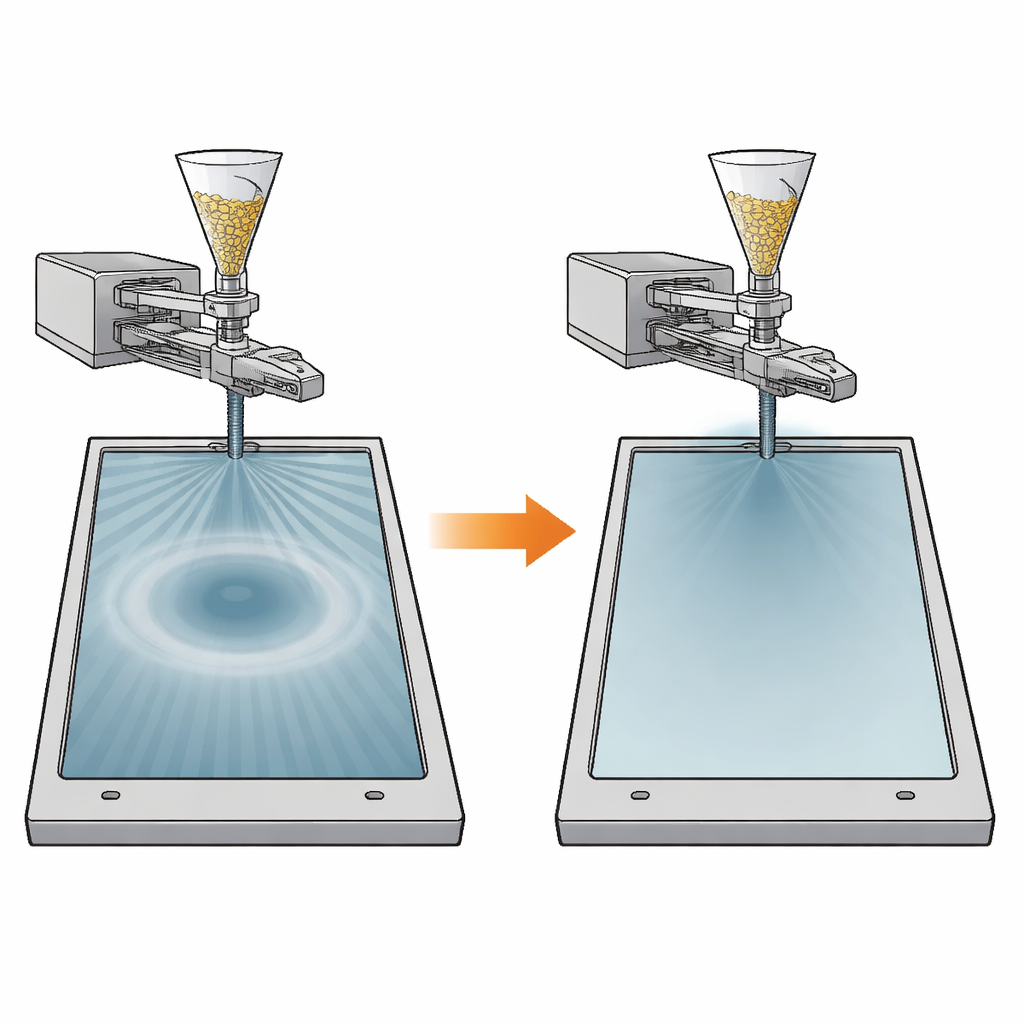
Upptäcka defekter med en enkel kamera
I stället för att förlita sig på dyra mikroskop eller specialiserade glansmätare byggde forskarna en praktisk mörkrumsfotouppsättning med en konsumentkamera och en diffus LED‑lampa. Lampan riktades mot provet i en vinkel medan kameran fotograferade ytan rakt framifrån. På en perfekt blank yta skulle det mesta av ljuset reflekteras bort i en spegellik vinkel, så kameran skulle se nästan inget. Men där ytan är något grövre sprids mer ljus tillbaka mot kameran. Genom att konvertera bilderna till gråskala och medelvärdesbilda många profiler genom halo‑området filtrerade teamet bort damm och repor och extraherade en ren signal: en förändring i gråvärde som direkt återspeglar en förändring i upplevd glans. Det gjorde det möjligt att snabbt och icke‑destruktivt betygsätta halo‑allvar på fullstorleksdelar på ett sätt som väl överensstämmer med vad det mänskliga ögat skulle märka.
När plasten plötsligt accelererar
Studiens kärna är sambandet mellan dessa optiska haloer och hur snabbt den smälta plastfronten rör sig inuti formen. Med hjälp av datorsimuleringar av fyllnadsfasen och kontrollerade gjuttester varierade forskarna tre nyckelinställningar: smälttemperatur, formtemperatur och injektionshastighet. De fann att formtemperaturen inom det praktiska området hade liten effekt, medan både smälttemperaturen och särskilt injektionshastigheten starkt påverkade halo‑styrkan. Simulationerna förklarade varför. När plasten först flyter radiellt från ingjutningen täcker den aktiva fronten ett växande cirkulärt område och dess framåtrörelse saktar naturligt ned. Men när fronten når en sidovägg försvinner en del av det området plötsligt, så samma inkommande volym måste klämmas genom en mindre aktiv front. Den lokala flödesfrontens hastighet hoppar då kraftigt precis vid en viss radie — exakt där den cirkulära halo‑ringen uppträder på den färdiga detaljen. Med andra ord lämnar ett hastighetsutbrott under fyllningen ett subtilt men permanent fingeravtryck på ytan. 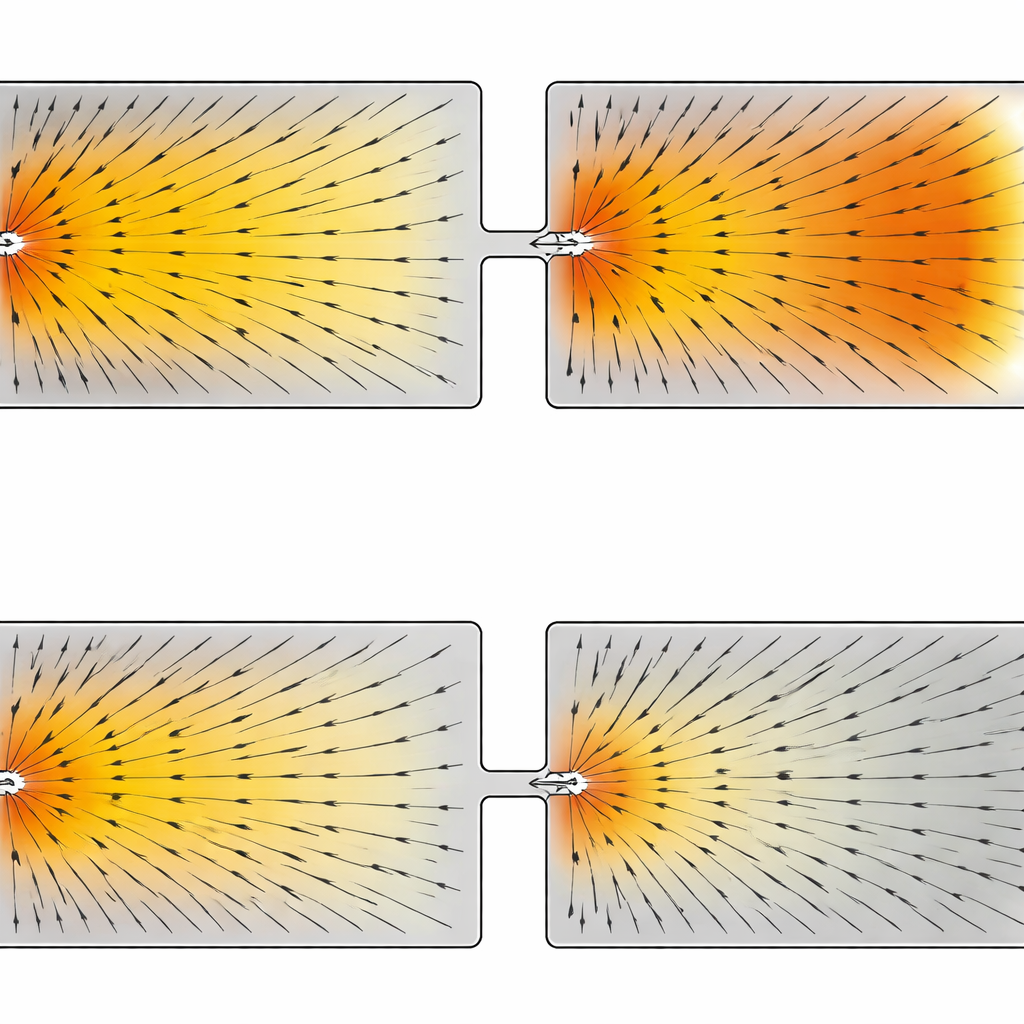
Sakta ner precis när det gäller
Med denna insikt föreslog teamet en enkel åtgärd som fungerar på standardgjutmaskiner: en flerstegsprofil för injektionshastigheten. I stället för att driva skruven framåt med konstant hastighet programmerade de den att bromsa när den simulerade flödesfronten var på väg att nå formdetaljer som minskar det aktiva flödesområdet, och sedan successivt öka igen efteråt. För deras testplatta innebar detta att hastigheten kortvarigt sänktes till ungefär en fjärdedel av startvärdet vid det kritiska ögonblicket. Mätningarna visade att denna profil jämnade ut spiken i flödesfronthastigheten och minskade den uppmätta halo‑intensiteten med ungefär tre fjärdedelar. Att tillämpa samma idé på en kommersiell kylskåpskorg — med utskärningar som orsakade liknande flödesstörningar — minskade halo‑styrkan med cirka 90 %, vilket gav detaljer vars yta såg jämnt blank ut för blotta ögat.
Vad detta innebär för vardagsprodukter
Studien avslutar att halo‑ringar inte är mystiska materialfel utan det synliga resultatet av abrupta förändringar i hur snabbt smält plast sveper över formytan. Eftersom den föreslagna lösningen — att justera injektionshastigheten i ett par steg — redan stöds av de flesta industrimaskiner och inte kräver någon ny hårdvara, kan tillverkare använda den omedelbart för att förkorta processtuning och undvika kostsamma kosmetiska avvisningar. I kombination med den enkla kamerabaserade inspektionsmetoden erbjuder arbetet en praktisk recept för att producera stora plastdelar med renare, mer konsekventa ytor, vilket får vardagsprodukter att se så högkvalitativa ut som de är byggda för att vara.
Citering: Kim, M., Jeon, J., Rhee, B. et al. Elimination of halo gloss transition surface defects on injection-molded parts. Sci Rep 16, 11629 (2026). https://doi.org/10.1038/s41598-026-42688-5
Nyckelord: injektionsgjutning, ytglans, plastdefekter, processoptimering, bildbaserad inspektion