Clear Sky Science · zh
使用涂层与未涂层陶瓷刀具进行 X38CrMoV5-1 钢干式精车的表面完整性与可加工性分析
为什么无冷却切削金属很重要
从汽车模具到锻造模具,许多关键机件由难以加工且成本高的高硬度钢制造。传统上,工厂依赖带液体冷却剂的磨削来获得平滑且精确的表面。本研究考察了一种更清洁、更快速的替代方案——干式硬车削,即在无任何冷却剂的情况下用单一切削刀具加工淬硬钢。作者提出了一个务实的问题:在加工一种广泛使用的热作钢时,选用带有薄保护涂层的陶瓷刀具更好,还是使用更简单的未涂层陶瓷刀具更合适?
从磨削到更聪明的车削
现代制造商希望同时提高生产率并降低环境影响。干式硬车削常常可以替代硬化钢件的磨削作为精加工步骤,从而减少工序时间、能耗和液体废弃物。在这项工作中,团队加工了一种称为 X38CrMoV5-1 的热作钢,并对其进行了热处理使之具有非常高的硬度,类似于热锻模具和模芯所用材料。他们比较了两种由相同基体材料(氧化铝和碳化钛)制成的复合陶瓷刀片:一种未涂层,另一种覆盖有一层薄的氮化钛涂层。通过系统地改变切削速度、进给率、切削深度和刀尖圆角半径,他们测量了这些参数如何影响表面光洁度、切削力以及材料去除速率。
设计公平试验并解读数据
为避免盲目猜测,研究者采用了结构化的统计试验方案,使他们能够在可管理的试验次数内探索多种切削条件组合。他们在干式条件下进行了36次车削实验,并跟踪四个关键响应:平均表面粗糙度、主切削力、一个派生指标——比切削力(即材料抵抗切削的难度)以及材料去除率。借助统计工具,他们确定了哪些设置最为重要,并构建了描述在测试范围内工艺行为的数学模型。结果表明,这些模型与测量值高度吻合,这意味着只要在研究的参数范围内,这些模型就能可靠地预测结果。
真正控制表面和切削负荷的因素
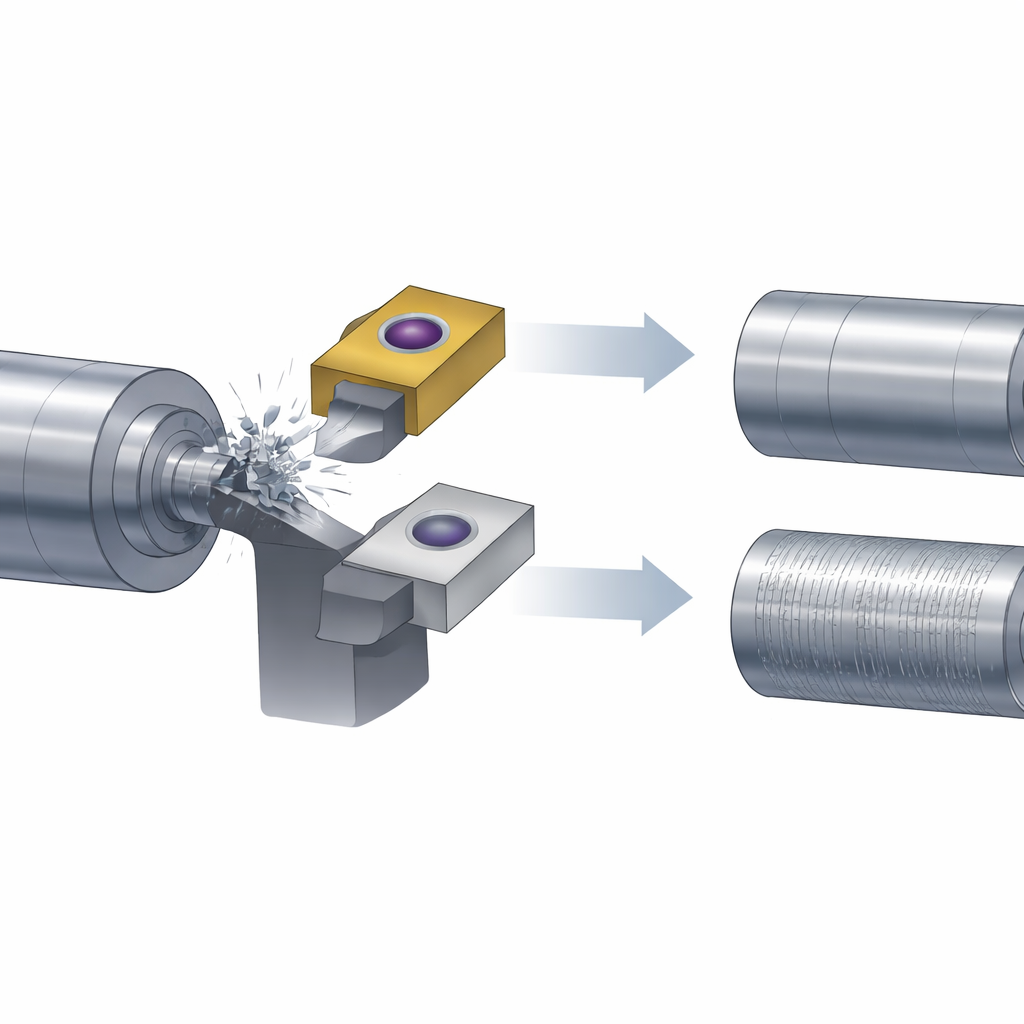
分析显示,并非机床上的所有调节参数都同等重要。进给率——刀具每转进给的距离——对两种刀具的表面粗糙度影响最大:进给率越高,表面越粗糙,因为会留下更深的螺旋状加工痕迹。切削深度(控制单道切除的材料量)与进给率一起主导了切削力和材料去除率。切削速度和刀尖圆角大小仍然重要,但在所选范围内作用较小。有趣的是,在几乎所有测试中,未涂层陶瓷刀片所需的切削力稍低、表面更光滑且寿命更长,尽管通常会为刀具添加涂层以期保护刀具。
细看表面与磨损
为理解未涂层刀具性能更好的原因,作者超越了简单数值,采集了工件表面的二维和三维详细形貌图,并在扫描电子显微镜下观察了磨损的刀具。较大的刀鼻半径会与工件产生更长的接触,从而在表面上形成较浅的峰谷,改善表面质量。在这些试验中,较大刀尖半径的未涂层刀具产生了最平滑的表面。显微图像显示,两种刀具的主要磨损机制是磨粒磨损,即钢中硬质颗粒逐渐研磨掉刀具。研究者还观察到粘着和扩散现象:高温下金属会粘附到刀具上,原子缓慢迁移,在切削面形成凹陷。这些破坏性效应在涂层刀具上更为明显,这也有助于解释它们较短的使用寿命。
刀具寿命与实用结论
当团队跟踪磨损随时间的增长时发现,未涂层且刀尖圆角较大的刀片在达到标准磨损极限前约可切削41分钟,而在相同条件下涂层刀具的寿命约为28.5分钟。随着刀刃磨损,表面粗糙度上升,证实了刀具状况直接影响零件的最终质量。由于未涂层陶瓷具有良好的热稳定性且与钢的化学相互作用较弱,它在严苛的干式切削环境中比涂层刀具更能抵抗损伤。
对实际制造的意义
简言之,这项研究表明,在对该类淬硬钢进行干式硬车削时,经过精心选择的未涂层陶瓷刀具可以优于涂层刀具。通过采用较低的进给率、适中的切深和较大的刀尖半径,制造商可以在无冷却剂条件下获得更光滑的表面、更低的切削力和更长的刀具寿命。作者建立的统计模型有助于解释各项设置如何影响性能,为在类似条件下优化工业工艺提供了路线图。对于寻求更清洁、更高效生产淬硬钢零件的工厂而言,这些结论表明,在优化参数下使用更简单、稳健的陶瓷刀具可能是最可持续的选择。
引用: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
关键词: 干式硬车削, 陶瓷切削刀具, 表面完整性, 刀具磨损, 淬硬钢加工