Clear Sky Science · pt
Integridade da superfície e análise de usinabilidade no torneamento duro a seco do aço X38CrMoV5-1 usando ferramentas cerâmicas revestidas e não revestidas
Por que cortar metal sem fluido de corte importa
De matrizes de automóveis a matrizes de forjamento, muitas peças críticas são feitas de aços muito duros, difíceis e caros de acabamento. Tradicionalmente, as fábricas dependem do retificado com fluidos de corte para obter superfícies lisas e precisas. Este estudo investiga uma alternativa mais limpa e rápida chamada torneamento duro a seco, em que uma única ferramenta de corte conforma aço endurecido sem qualquer fluido. Os autores fazem uma pergunta prática: ao usinar um aço de trabalho a quente amplamente utilizado, é melhor empregar uma ferramenta cerâmica com um fino revestimento protetor ou uma ferramenta cerâmica mais simples e não revestida?
Do retificado para um torneamento mais inteligente
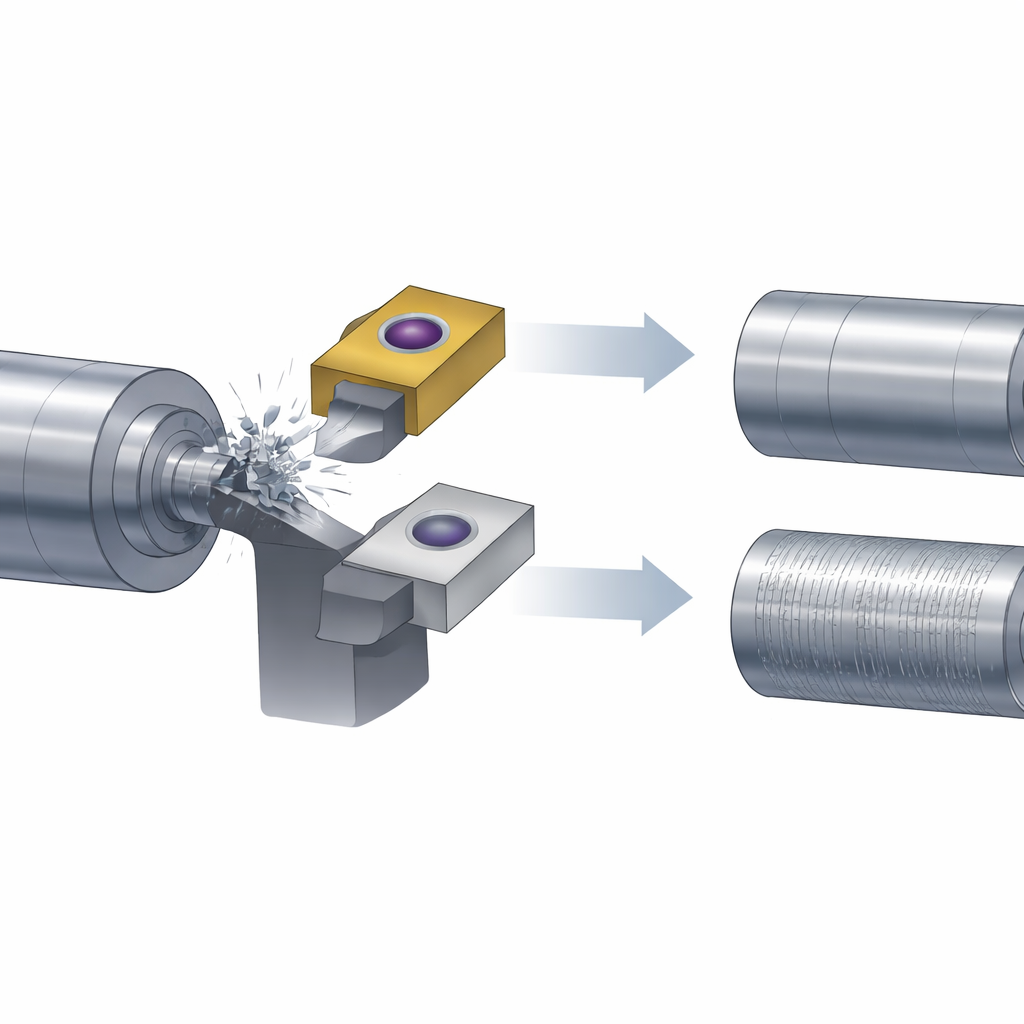
Fabricantes modernos buscam alta produtividade e baixo impacto ambiental ao mesmo tempo. O torneamento duro a seco pode frequentemente substituir o retificado como etapa de acabamento em aços endurecidos, reduzindo tempo de processo, consumo de energia e resíduos líquidos. Neste trabalho, a equipe usina um aço para trabalho a quente chamado X38CrMoV5-1, tratado termicamente para ficar muito duro, semelhante ao usado em ferramentas e matrizes de forjamento a quente. Eles comparam dois pastilhões cerâmicos mistos feitos do mesmo material base (alumina e carboneto de titânio): um deixado sem revestimento e outro coberto por uma fina camada de nitreto de titânio. Variando sistematicamente velocidade de corte, avanço, profundidade de corte e o raio de ponta da ferramenta, medem como essas escolhas afetam a suavidade da superfície, as forças de corte e a taxa de remoção de material.
Projetando testes justos e interpretando os números
Para evitar suposições, os pesquisadores usam um plano estatístico estruturado que lhes permite explorar muitas combinações de condições de corte com um número manejável de testes. Realizam 36 experimentos de torneamento em condições secas e acompanham quatro respostas-chave: rugosidade média da superfície, força principal de corte, uma medida derivada chamada força específica de corte (quão resistente o material é ao corte) e a taxa de remoção de material. Usando ferramentas estatísticas, determinam quais ajustes são mais importantes e constroem modelos matemáticos que descrevem o comportamento do processo dentro da janela testada. Constatam que esses modelos concordam muito bem com as medições, o que significa que podem prever os resultados de forma confiável, desde que os parâmetros permaneçam dentro da faixa estudada.
O que realmente controla o acabamento superficial e o esforço
A análise mostra que nem todos os controles da máquina são igualmente importantes. O avanço — a distância que a ferramenta avança a cada rotação — tem o efeito mais forte na rugosidade da superfície para ambos os tipos de ferramentas: avanços maiores tornam a superfície nitidamente mais áspera porque deixam marcas helicoidais mais profundas. A profundidade de corte, que controla quanto material é removido em uma passada, e o avanço juntos dominam a força de corte e a taxa de remoção de material. A velocidade de corte e o tamanho do raio da ponta ainda importam, mas desempenham um papel menor dentro dos limites escolhidos. Curiosamente, em quase todos os testes, o pastilhão cerâmico não revestido exige forças de corte ligeiramente menores, produz superfícies mais lisas e dura mais do que o revestido, embora revestimentos sejam frequentemente adicionados para proteger as ferramentas.
Analisando de perto superfícies e desgaste
Para entender por que a ferramenta não revestida desempenha melhor, os autores vão além dos números simples. Capturam mapas detalhados bidimensionais e tridimensionais das superfícies usinadas e examinam as ferramentas desgastadas em um microscópio eletrônico de varredura. Raios de ponta maiores criam contato mais longo com a peça e levam a picos e vales mais rasos na superfície, melhorando o acabamento. A ferramenta não revestida com maior raio de ponta gera as superfícies mais lisas nesses testes. Imagens microscópicas revelam que o principal mecanismo de desgaste em ambas as ferramentas é a abrasão, em que partículas duras no aço desgastam gradualmente a ferramenta. Também observam adesão e difusão, onde o metal quente gruda na ferramenta e átomos migram lentamente, formando crateras na face de corte. Esses efeitos danosos são mais pronunciados nas ferramentas revestidas, o que ajuda a explicar sua vida útil mais curta.
Vida útil da ferramenta e conclusões práticas
Ao acompanhar como o desgaste cresce com o tempo, a equipe constata que o pastilhão não revestido com maior raio de ponta pode cortar por cerca de 41 minutos antes de atingir um limite padrão de desgaste, enquanto a versão revestida nas mesmas condições dura cerca de 28,5 minutos. À medida que o corte se desgasta, a rugosidade da superfície aumenta, confirmando que a condição da ferramenta afeta diretamente a qualidade da peça final. Como a cerâmica não revestida tem alta estabilidade térmica e interage menos quimicamente com o aço, ela resiste ao ambiente agressivo de corte a seco mais efetivamente do que sua contraparte revestida.
O que isso significa para a fabricação no mundo real
Em termos simples, este estudo mostra que, para o torneamento duro a seco deste aço endurecido em particular, uma ferramenta cerâmica não revestida cuidadosamente escolhida pode superar uma revestida. Usando avanços baixos, profundidades de corte moderadas e um maior raio de ponta da ferramenta, os fabricantes podem obter superfícies mais lisas, menores forças de corte e maior vida útil da ferramenta — tudo sem fluido de corte. Os modelos estatísticos desenvolvidos pelos autores ajudam a explicar como cada configuração contribui para o desempenho, oferecendo um roteiro para ajustar processos industriais em condições semelhantes. Para fábricas que buscam produção de componentes de aço endurecido mais limpa e eficiente, essas conclusões sugerem que ferramentas cerâmicas mais simples e robustas, usadas sob parâmetros otimizados, podem ser a escolha mais sustentável.
Citação: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Palavras-chave: torneamento duro a seco, ferramentas de corte cerâmicas, integridade da superfície, desgaste da ferramenta, usinagem de aço endurecido