Clear Sky Science · nl
Analyse van oppervlakte-integriteit en bewerkbaarheid bij droog harddraaien van X38CrMoV5-1-staal met gecoate en ongecoate keramische gereedschappen
Waarom metaal snijden zonder koelmiddel ertoe doet
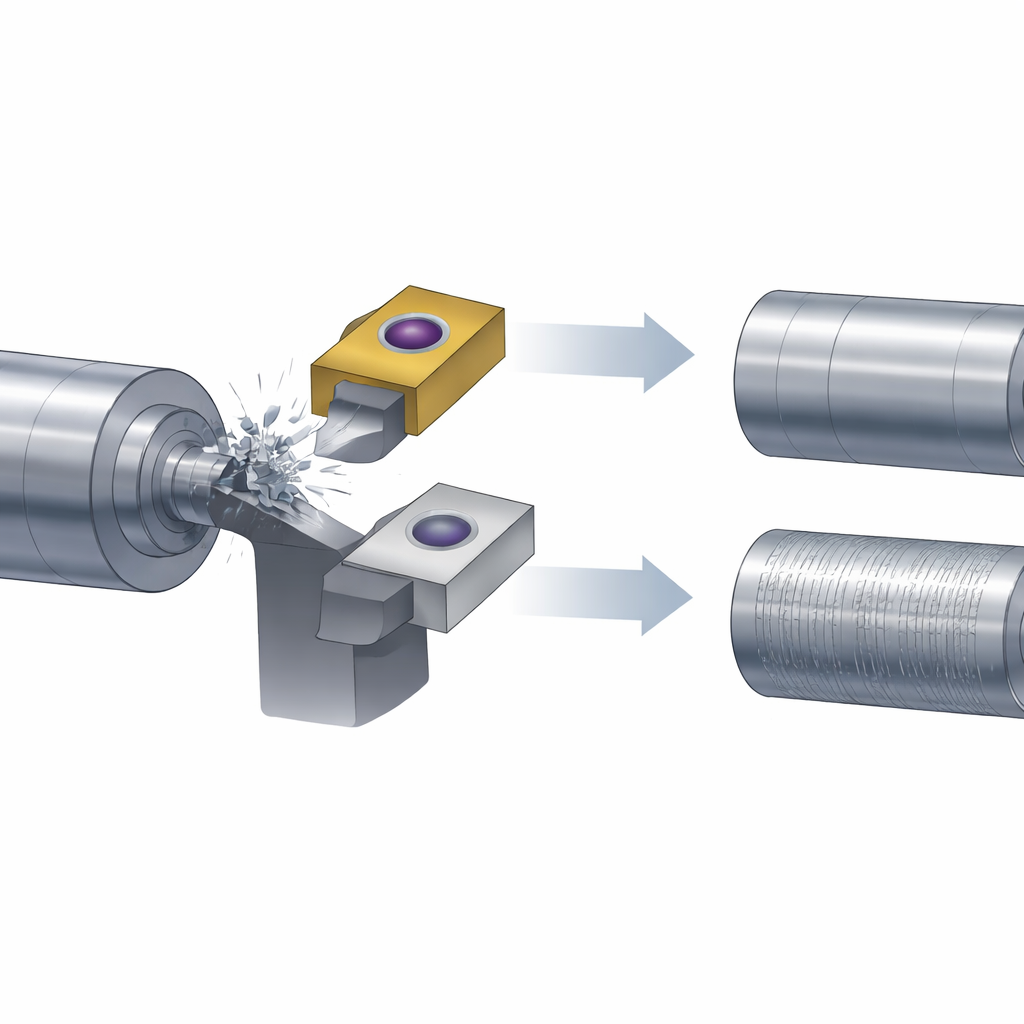
Van automaatmallen tot smeedmatrijzen: veel kritische machineonderdelen worden gemaakt van zeer hard staal dat moeilijk en duur te nabewerken is. Traditioneel vertrouwen fabrieken op slijpen met vloeibare koelmiddelen om gladde, nauwkeurige oppervlakken te verkrijgen. Deze studie onderzoekt een schoner, sneller alternatief: droog harddraaien, waarbij één snijgereedschap gehard staal vormt zonder koelmiddel. De auteurs stellen een praktische vraag: bij het bewerken van een veelgebruikt warmbewerkingsstaal, is het beter om een keramisch gereedschap met een dun beschermend coating te gebruiken of een eenvoudiger ongecoat keramisch gereedschap?
Van slijpen naar slimmer draaien
Moderne fabrikanten willen zowel hoge productiviteit als een lage milieu-impact. Droog harddraaien kan vaak slijpen als nabewerkingsstap op geharde staalsoorten vervangen, waardoor procestijd, energieverbruik en vloeibaar afval verminderen. In dit werk bewerkt het team een warmbewerkingsstaal genaamd X38CrMoV5-1, warmtebehandeld tot grote hardheid, vergelijkbaar met materialen voor warmvervormingsgereedschap en matrijzen. Ze vergelijken twee gemengde keramische snijwissels gemaakt van hetzelfde basismateriaal (aluminiumoxide en titaniumcarbide): één ongecoat en de ander bedekt met een dunne laag titaannitride. Door snijsnelheid, voedingssnelheid, diepte van snede en de afgeronde punt van het gereedschap systematisch te variëren, meten ze hoe deze keuzes oppervlaktestructuur, snijkrachten en materiaalafnamesnelheid beïnvloeden.
Het ontwerpen van eerlijke tests en het interpreteren van de cijfers
Om giswerk te vermijden gebruiken de onderzoekers een gestructureerd statistisch plan waarmee ze veel combinaties van snijvoorwaarden kunnen verkennen met een beheersbaar aantal proeven. Ze voeren 36 draaiproeven uit onder droge omstandigheden en volgen vier kernreacties: gemiddelde oppervlakteruwheid, de hoofd snijkracht, een afgeleide maat genaamd specifieke snijkracht (hoe hard het materiaal zich verzet tegen snijden) en de materiaalafnamesnelheid. Met statistische middelen bepalen ze welke instellingen het meest van belang zijn en bouwen ze wiskundige modellen die beschrijven hoe het proces zich gedraagt binnen het geteste bereik. Ze vinden dat deze modellen goed overeenkomen met de metingen, wat betekent dat ze uitkomsten betrouwbaar kunnen voorspellen zolang de instellingen binnen het bestudeerde venster blijven.
Wat echt de oppervlakteafwerking en inspanning bepaalt
De analyse toont aan dat niet alle knoppen op de machine even belangrijk zijn. De voedingssnelheid — de afstand die het gereedschap per omwenteling vooruitgaat — heeft het sterkste effect op oppervlakteruwheid voor beide typen gereedschappen: een hogere voeding maakt het oppervlak merkbaar ruwer doordat dieper spiraalvormige sporen achterblijven. De snedediepte, die bepaalt hoeveel materiaal in één doorgang wordt verwijderd, en de voeding samen domineren de snijkracht en de materiaalafnamesnelheid. Snijsnelheid en de grootte van de afgeronde gereedschapspunt spelen binnen de gekozen grenzen nog steeds een rol, maar een kleinere. Interessant is dat in bijna alle proeven de ongecoate keramische wissel iets lagere snijkrachten vereist, gladdere oppervlakken produceert en langer meegaat dan de gecoate, hoewel coatings vaak worden toegevoegd ter bescherming van gereedschappen.
Nauwkeuriger kijken naar oppervlakken en slijtage
Om te begrijpen waarom het ongecoate gereedschap beter presteert, gaan de auteurs verder dan eenvoudige cijfers. Ze leggen gedetailleerde twee- en driedimensionale kaarten van de bewerkte oppervlakken vast en onderzoeken versleten gereedschappen met een rasterelektronenmicroscoop. Grotere neusradius van het gereedschap creëert een langer contact met het werkstuk en leidt tot ondiepere pieken en dalen op het oppervlak, wat de afwerking verbetert. Het ongecoate gereedschap met een grotere puntstraal genereert in deze tests de gladste oppervlakken. Microscopische beelden tonen dat het belangrijkste slijtagemechanisme bij beide gereedschappen abrasie is, waarbij harde deeltjes in het staal het gereedschap geleidelijk wegslijten. Ze observeren ook adhesie en diffusie, waarbij heet metaal aan het gereedschap kleeft en atomen langzaam migreren, waardoor kraters op het snijvlak ontstaan. Deze schadelijke effecten zijn sterker uitgesproken bij de gecoate gereedschappen, wat hun kortere levensduur helpt verklaren.
Gereedschapslevensduur en praktische conclusies
Wanneer het team volgt hoe slijtage in de tijd groeit, vinden ze dat de ongecoate wissel met een grotere afgeronde punt ongeveer 41 minuten kan snijden voordat een standaard slijtagelimiet wordt bereikt, terwijl de gecoate versie onder dezelfde omstandigheden ongeveer 28,5 minuten meegaat. Naarmate de snijkant slijt, neemt de oppervlakteruwheid toe, wat bevestigt dat de staat van het gereedschap direct de eindkwaliteit van het onderdeel beïnvloedt. Omdat het ongecoate keramiek een hoge thermische stabiliteit heeft en minder chemisch reageert met het staal, weerstaat het de zware droge snijomstandigheden effectiever dan de gecoate tegenhanger.
Wat dit betekent voor productie in de praktijk
In eenvoudige bewoordingen laat deze studie zien dat voor droog harddraaien van dit specifieke geharde staal een zorgvuldig gekozen ongecoat keramisch gereedschap de voorkeur kan hebben boven een gecoate. Door lage voeringen, matige snededieptes en een grotere gereedschapspuntstraal te gebruiken, kunnen fabrikanten gladdere oppervlakken, lagere snijkrachten en langere gereedschapslevensduur bereiken — allemaal zonder koelmiddel. De statistische modellen die de auteurs ontwikkelen helpen verklaren hoe iedere instelling bijdraagt aan de prestaties en bieden een routekaart om industriële processen binnen vergelijkbare voorwaarden af te stemmen. Voor fabrieken die schonere, efficiëntere productie van harde stalen componenten nastreven, suggereren deze inzichten dat eenvoudiger, robuuste keramische gereedschappen onder geoptimaliseerde parameters de meest duurzame keuze kunnen zijn.
Bronvermelding: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Trefwoorden: droog harddraaien, keramische snijgereedschappen, oppervlakte-integriteit, gereedschapslijtage, bewerking van gehard staal