Clear Sky Science · ar
تحليل سلامة السطح وقابلية التشغيل أثناء التشغيل الجاف بالقطع الصعب لفولاذ X38CrMoV5-1 باستخدام أدوات سيراميكية مطلية وغير مطلية
لماذا يهم قطع المعدن بدون سائل تبريد
من قوالب السيارات إلى قوالب الطرق، تُصنع العديد من الأجزاء الآلية الحرجة من سبائك فولاذية صلبة جداً يصعب إنهاؤها وتكلفته عالية. تقليدياً تعتمد المصانع على الطحن مع سوائل التبريد للحصول على أسطح دقيقة وناعمة. تبحث هذه الدراسة في بديل أنظف وأسرع يُعرف بالتشغيل الصلب الجاف، حيث تشكّل أداة قطع واحدة فولاذاً مقسّداً دون أي سائل تبريد. يطرح المؤلفون سؤالاً عملياً: عند تشغيل فولاذ شغلي شائع، هل من الأفضل استخدام أداة سيراميكية بطبقة واقية رقيقة أم أداة سيراميكية أبسط غير مطلية؟
من الطحن إلى التشغيل الأكثر ذكاءً
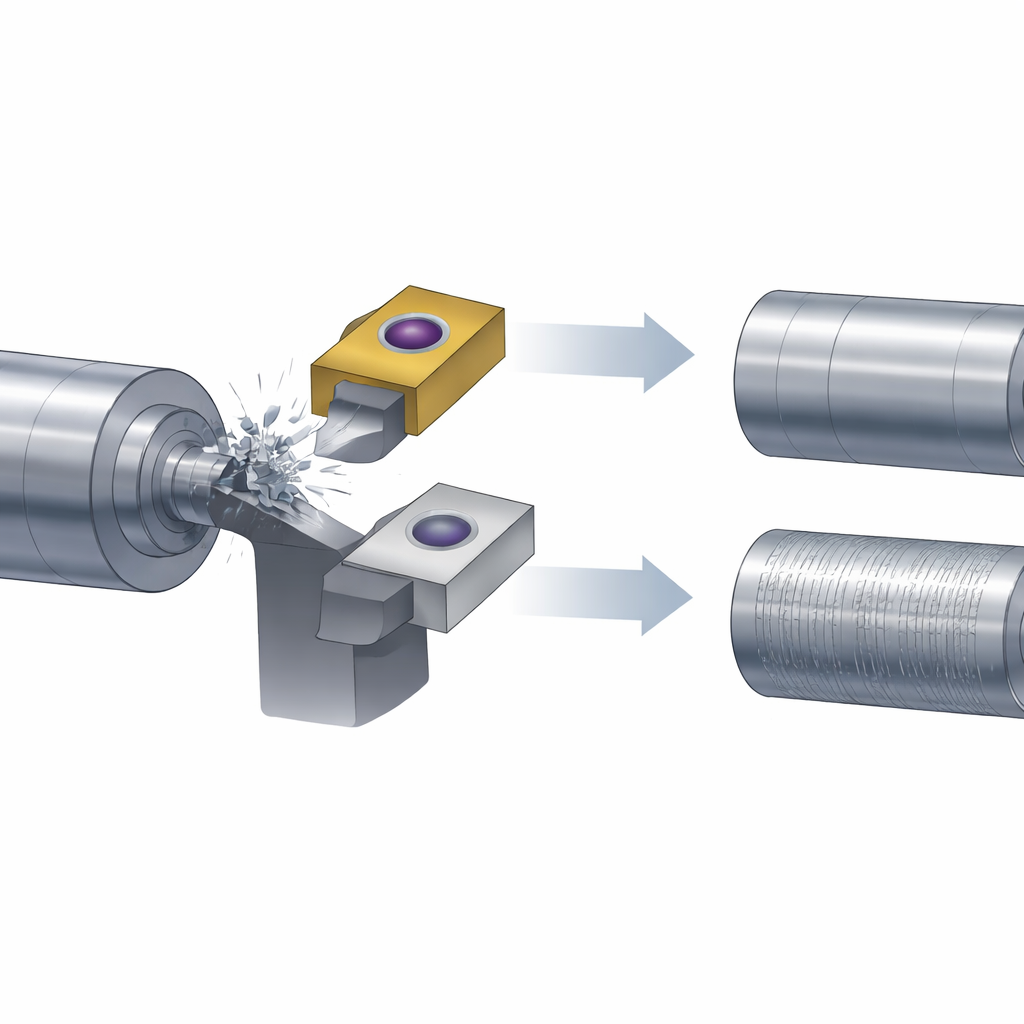
يسعى المصنعون الحديثون إلى إنتاجية عالية وتأثير بيئي منخفض في آن واحد. يمكن أن يستبدل التشغيل الصلب الجاف غالباً الطحن كخطوة إنهاء على الفولاذ المقسى، مما يقلل من زمن العملية واستهلاك الطاقة والنفايات السائلة. في هذا العمل، يقوم الفريق بتشغيل فولاذ شغلي يُدعى X38CrMoV5-1، خضع لمعاملة حرارية ليصبح صلباً جداً، مشابه لما يُستخدم في أدوات وقوالب الطرق الساخنة. يقارنون بين قطعتين إدراج من سيراميك مختلط مصنوعة من نفس المادة الأساسية (ألومينا وكربيد التيتانيوم): إحداهما غير مطلية، والأخرى مغطاة بطبقة رقيقة من نيتريد التيتانيوم. من خلال تغيير سرعة القطع، ومعدل التغذية، وعمق القطع، ونصف قطر أطراف الأداة بشكل منهجي، يقيسون كيف تؤثر هذه الخيارات على نعومة السطح، وقوى القطع، ومعدل إزالة المادة.
تصميم اختبارات عادلة وقراءة الأرقام
لتجنب التخمين، يستخدم الباحثون مخططاً إحصائياً منظماً يتيح لهم استكشاف العديد من تراكيب ظروف القطع بعدد قابل للإدارة من الاختبارات. يجرون 36 تجربة تشغيل في ظروف جافة ويتتبعون أربعة استجابات رئيسية: متوسط خشونة السطح، القوة الرئيسية للقطع، مقياس مشتق يسمى القوة النوعية للقطع (مدى مقاومة المادة للقطع)، ومعدل إزالة المادة. باستخدام أدوات إحصائية، يحددون الإعدادات الأكثر تأثيراً ويبنون نماذج رياضية تصف سلوك العملية ضمن نافذة الاختبار. يجدون أن هذه النماذج تطابق القياسات جيداً، مما يعني أنه يمكن التنبؤ بالنتائج بثقة طالما بقيت الإعدادات ضمن النطاق المدروس.
ما الذي يتحكم فعلاً بجودة السطح ومجهود القطع
تُظهر التحليلات أن ليست كل مفاتيح الضبط على المخرطة ذات أهمية متساوية. معدل التغذية—المسافة التي تتقدمها الأداة في كل دورة—له التأثير الأقوى على خشونة السطح لكلا نوعي الأدوات: يزيد التغذية الأكبر من خشونة السطح بشكل ملحوظ لأنه يترك أثرَ ملف حلزوني أعمق. يهيمن عمق القطع، الذي يتحكم في كمية المادة المُزالة في التمريرة الواحدة، ومعدل التغذية معاً على قوة القطع ومعدل إزالة المادة. تظل سرعة القطع وحجم نصف قطر طرف الأداة مؤثرين لكن بدور أصغر ضمن الحدود المختارة. ومن المثير للاهتمام أن الإدخال السيراميكي غير المطلي يتطلب على نحو طفيف قوى قطع أقل في معظم الاختبارات، وينتج أسطحاً أنعم، ويعيش لفترة أطول من النسخة المطلية، على الرغم من أن الطلاءات تُضاف غالباً لحماية الأدوات.
نظر فاحص في الأسطح والتآكل
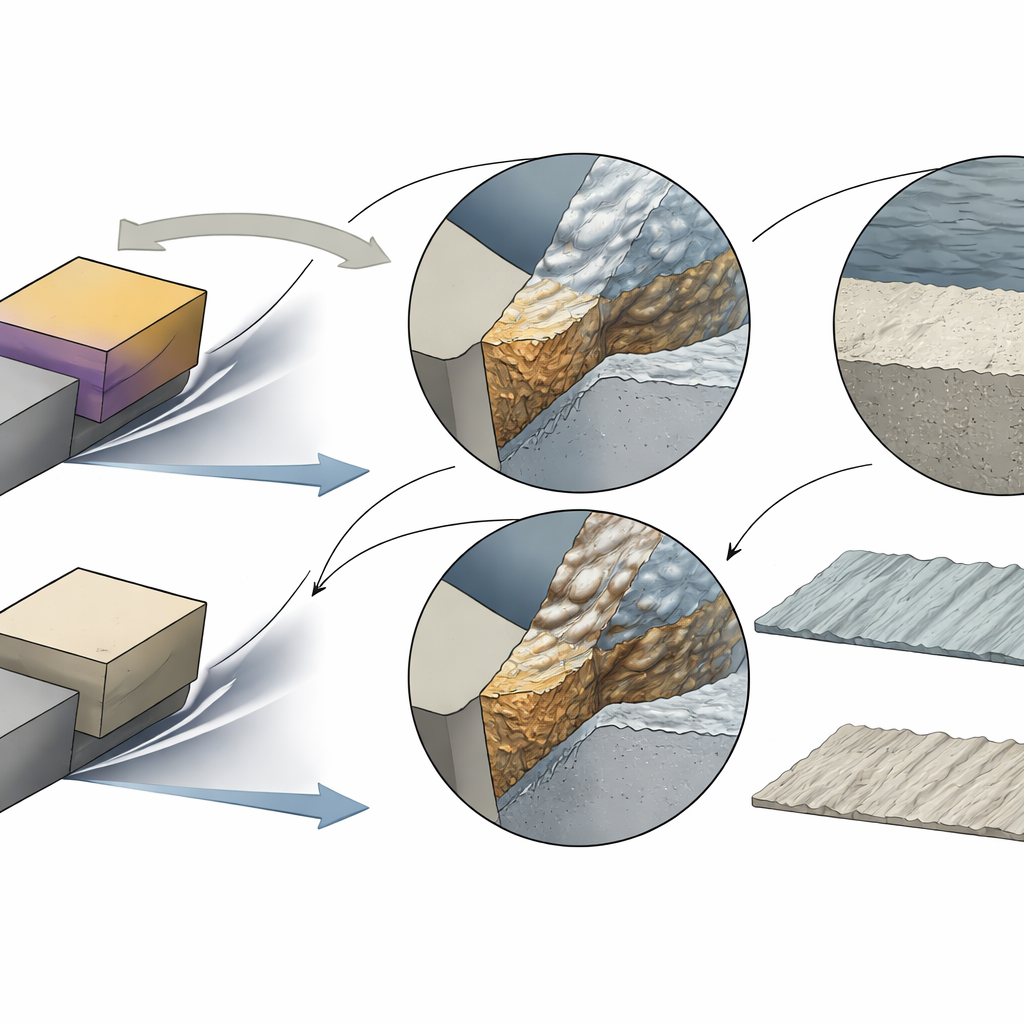
لفهم سبب أداء الأداة غير المطلية بشكل أفضل، يتجاوز المؤلفون الأرقام البسيطة. يلتقطون خرائط تفصيلية ثنائية وثلاثية الأبعاد للأسطح المشغولة ويفحصون الأدوات المتآكلة تحت مجهر إلكتروني ماسح. تولد أنصاف أقطار أنف الأداة الأكبر اتصالاً أطول مع قطعة العمل وتؤدي إلى قمم وقيعان أضيق على السطح، مما يحسّن النتيجة. الأداة غير المطلية ذات نصف القطر الأكبر تولّد أنعم الأسطح في هذه الاختبارات. تكشف الصور المجهرية أن آلية التآكل الرئيسية في كلا الأداتين هي الكشط، حيث تعمل الجسيمات الصلبة في الفولاذ على تآكل الأداة تدريجياً. كما يلاحظون التصاق وانتشار، حيث يلتصق المعدن الساخن بالأداة وتتحرك الذرات ببطء، مكونة حفرًا على واجهة القطع. تكون هذه التأثيرات الضارة أكثر وضوحاً على الأدوات المطلية، مما يساعد على تفسير عمرها الأقصر.
عمر الأداة والدروس العملية
عند تتبع نمو التآكل مع الزمن، يجدون أن الإدخال غير المطلي ذو طرف مدوّر أكبر يمكنه القطع لمدة تقارب 41 دقيقة قبل الوصول إلى حد تآكل معياري، في حين أن النسخة المطلية تحت نفس الظروف تدوم حوالي 28.5 دقيقة. مع تآكل الحافة، ترتفع خشونة السطح، مؤكدة أن حالة الأداة تؤثر مباشرة على جودة القطعة النهائية. وبما أن السيراميك غير المطلي يتمتع بثبات حراري عالٍ ويتفاعل كيميائياً أقل مع الفولاذ، فإنه يقاوم بيئة القطع الجافة القاسية بشكل أكثر فعالية من نظيره المطلي.
ما الذي يعنيه هذا للتصنيع الواقعي
بعبارات بسيطة، تُظهر هذه الدراسة أنه في التشغيل الصلب الجاف لهذا الفولاذ المقسى المعين، يمكن لأداة سيراميكية غير مطلية مُختارة بعناية أن تتفوق على أداة مطلية. باستخدام معدلات تغذية منخفضة، وعمقات قطع معتدلة، ونصف قطر طرف أكبر للأداة، يمكن للمصنعين الحصول على أسطح أنعم، وقوى قطع أقل، وعمر أداة أطول—كل ذلك دون سائل تبريد. تساعد النماذج الإحصائية التي طورها المؤلفون على تفسير كيفية مساهمة كل ضبط في الأداء، وتقدم خارطة طريق لضبط العمليات الصناعية ضمن ظروف مماثلة. للمصانع التي تسعى لإنتاج أنظف وأكثر كفاءة لأجزاء الفولاذ الصلب، تشير هذه الرؤى إلى أن الأدوات السيراميكية البسيطة والمتينة المستخدمة ضمن معايير محسّنة قد تكون الخيار الأكثر استدامة.
الاستشهاد: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
الكلمات المفتاحية: القطع الصعب الجاف, أدوات قطع سيراميكية, سلامة السطح, تآكل الأداة, تشغيل الفولاذ المقسى