Clear Sky Science · de
Analyse der Oberflächenqualität und der Zerspanbarkeit beim trockenen Hartdrehen von X38CrMoV5-1-Stahl mit beschichteten und unbeschichteten Keramikwerkzeugen
Warum Metallzerspanung ohne Kühlmittel wichtig ist
Von Karosserieformen bis zu Schmiedewerkzeugen: Viele kritische Maschinenteile bestehen aus sehr harten Stählen, deren Endbearbeitung schwierig und kostenintensiv ist. Üblicherweise verlassen sich Fabriken auf Schleifen mit Flüssigkühlern, um glatte, präzise Oberflächen zu erzielen. Diese Studie untersucht eine sauberere, schnellere Alternative: das trockene Hartdrehen, bei dem ein einziges Schneidwerkzeug gehärteten Stahl ganz ohne Kühlmittel formt. Die Autoren stellen eine praktische Frage: Ist es bei der Bearbeitung eines weit verbreiteten Warmarbeitsstahls besser, ein keramisches Werkzeug mit dünner Schutzbeschichtung oder ein einfacheres, unbeschichtetes Keramikwerkzeug zu verwenden?
Vom Schleifen zum intelligenteren Drehen
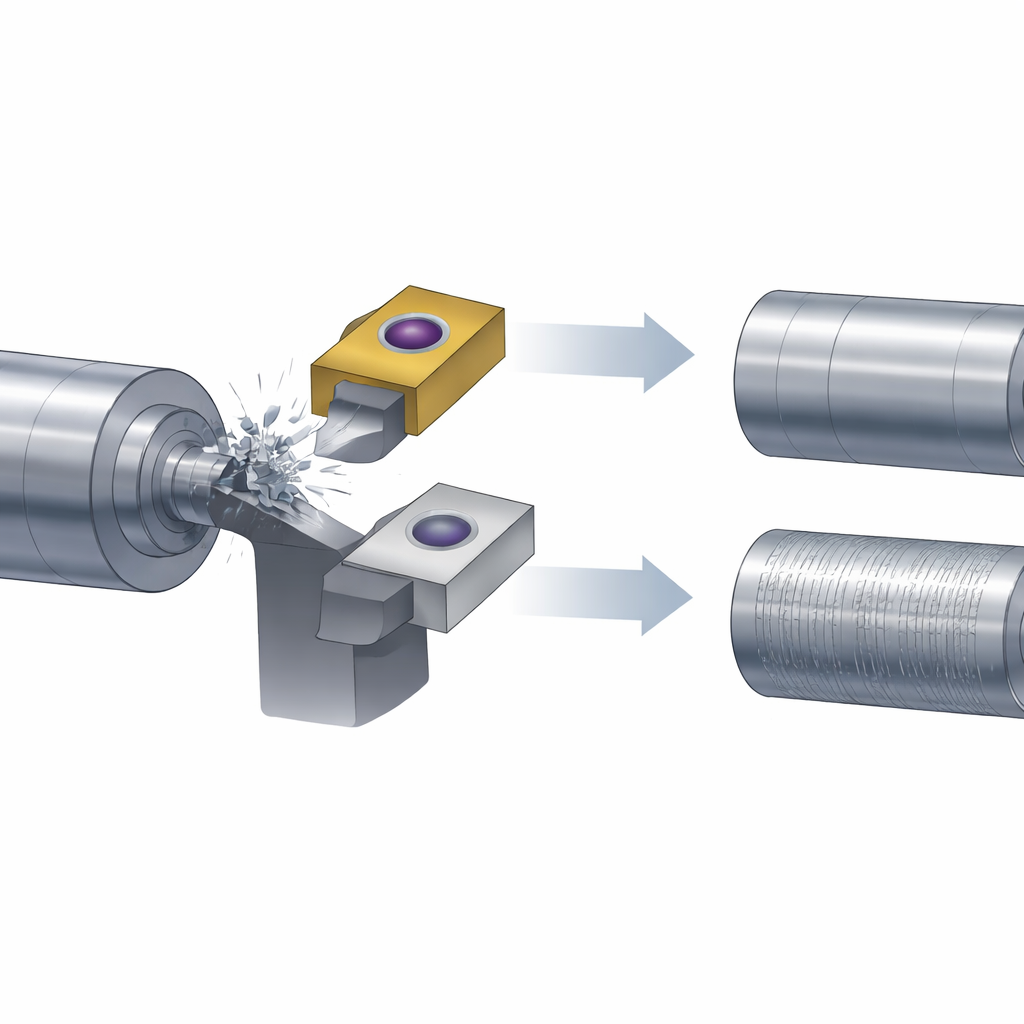
Moderne Hersteller streben gleichzeitig nach hoher Produktivität und geringer Umweltbelastung. Trockenes Hartdrehen kann oft das Schleifen als Endbearbeitung gehärteter Stähle ersetzen und so Prozesszeit, Energieverbrauch und Flüssigabfälle reduzieren. In dieser Arbeit bearbeiten die Forschenden einen Warmarbeitsstahl namens X38CrMoV5-1, der wärmebehandelt und sehr hart ist, ähnlich wie bei Werkzeugen und Matrizen für das Warmumformen. Sie vergleichen zwei Hybrid-Keramikplatten aus dem gleichen Basismaterial (Aluminiumoxid und Titancarbid): eine unbeschichtet, die andere mit einer dünnen Titannitridschicht. Durch systematisches Variieren von Schnittgeschwindigkeit, Vorschub, Schnitttiefe und Werkzeugrundung messen sie, wie diese Parameter die Oberflächenrauheit, die Schnittkräfte und die spanende Leistung beeinflussen.
Faire Versuchsplanung und Auswertung
Um Spekulationen zu vermeiden, verwenden die Forschenden einen strukturierten statistischen Versuchsplan, mit dem sie viele Kombinationen von Schnittbedingungen bei einer überschaubaren Anzahl von Tests erkunden können. Sie führen 36 Drehversuche unter Trockenbedingungen durch und verfolgen vier zentrale Reaktionen: mittlere Oberflächenrauheit, Hauptschnittkraft, eine abgeleitete Größe namens spezifische Schnittkraft (wie stark das Material dem Zerspanen widersteht) und den Materialabtragsvolumenstrom. Mithilfe statistischer Werkzeuge identifizieren sie die wichtigsten Einstellungen und erstellen mathematische Modelle, die das Prozessverhalten innerhalb des untersuchten Bereichs beschreiben. Diese Modelle stimmen sehr gut mit den Messwerten überein, sodass sie verlässliche Vorhersagen liefern, solange die Parameter im getesteten Bereich bleiben.
Was wirklich Oberfläche und Aufwand bestimmt
Die Analyse zeigt, dass nicht alle Einstellgrößen gleich wichtig sind. Der Vorschub — die Strecke, um die das Werkzeug pro Umdrehung vorrückt — hat den größten Einfluss auf die Oberflächenrauheit bei beiden Werkzeugtypen: Ein höherer Vorschub ergibt deutlich rauere Oberflächen, weil er tiefere spiralige Spuren hinterlässt. Die Schnitttiefe, die steuert, wie viel Material pro Durchgang abgetragen wird, und der Vorschub zusammen dominieren die Schnittkraft und den Materialabtrag. Schnittgeschwindigkeit und Werkzeugrundung sind ebenfalls relevant, spielen innerhalb der gewählten Grenzen aber eine kleinere Rolle. Interessanterweise benötigt die unbeschichtete Keramikplatte in nahezu allen Tests etwas geringere Schnittkräfte, erzeugt glattere Oberflächen und hält länger als die beschichtete, obwohl Beschichtungen oft zum Schutz aufgebracht werden.
Genauer Blick auf Oberflächen und Verschleiß
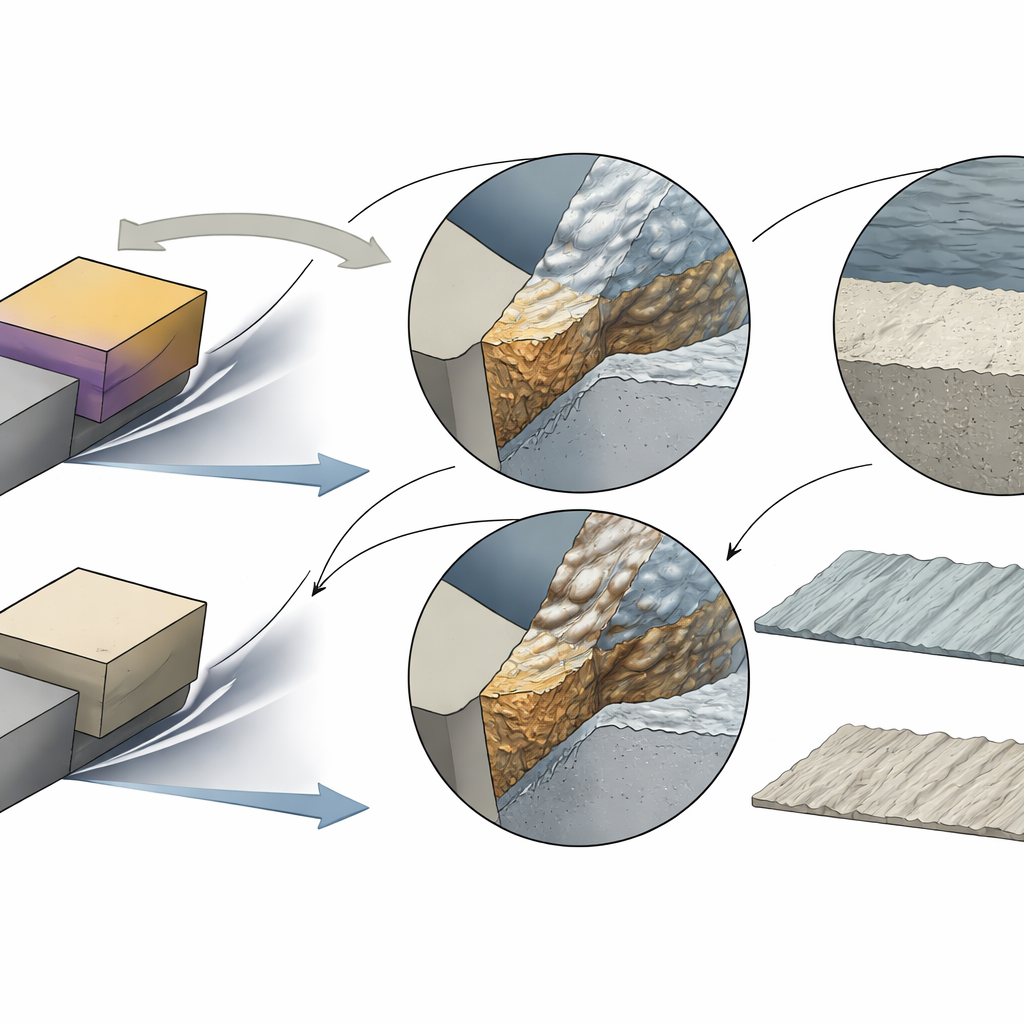
Um zu verstehen, warum das unbeschichtete Werkzeug besser abschneidet, gehen die Autoren über einfache Kennwerte hinaus. Sie erfassen detaillierte zwei- und dreidimensionale Karten der bearbeiteten Oberflächen und untersuchen verschlissene Werkzeuge im Rasterelektronenmikroskop. Größere Schneidenradien führen zu längerer Kontaktzeit mit dem Werkstück und resultieren in flacheren Gipfeln und Tälern auf der Oberfläche, was die Oberfläche verbessert. Das unbeschichtete Werkzeug mit größerem Radien erzeugt in diesen Tests die glattesten Flächen. Mikroskopische Bilder zeigen, dass der dominante Verschleißmechanismus bei beiden Werkzeugen Abrasion ist, wobei harte Partikel im Stahl das Werkzeug schrittweise abschleifen. Zudem beobachten sie Adhäsion und Diffusion, bei denen heißes Metall am Werkzeug haftet und Atome langsam wandern, wodurch Krater auf der Schneide entstehen. Diese schädigenden Effekte sind bei den beschichteten Werkzeugen stärker ausgeprägt, was deren kürzere Lebensdauer erklärt.
Werkzeugstandzeit und praktische Schlussfolgerungen
Bei der Verfolgung des Verschleißverlaufs stellen die Forschenden fest, dass die unbeschichtete Platte mit größerem Schneidenradius unter den Testbedingungen etwa 41 Minuten schneiden kann, bevor ein standardisierter Verschleißgrenzwert erreicht ist, während die beschichtete Version unter denselben Bedingungen rund 28,5 Minuten hält. Mit zunehmendem Verschleiß steigt die Oberflächenrauheit, was bestätigt, dass der Zustand der Schneide direkt die Bauteilqualität beeinflusst. Da die unbeschichtete Keramik eine hohe thermische Stabilität hat und chemisch weniger mit dem Stahl reagiert, widersteht sie der rauen Umgebung des trockenen Schnitts wirksamer als die beschichtete Variante.
Bedeutung für die industrielle Praxis
Einfach ausgedrückt zeigt diese Studie, dass beim trockenen Hartdrehen dieses speziellen gehärteten Stahls ein sorgfältig ausgewähltes unbeschichtetes Keramikwerkzeug ein beschichtetes übertreffen kann. Durch niedrige Vorschübe, moderate Schnitttiefen und einen größeren Schneidenradius können Hersteller glattere Oberflächen, geringere Schnittkräfte und längere Werkzeugstandzeiten erzielen — und das ganz ohne Kühlmittel. Die statistischen Modelle der Autoren machen nachvollziehbar, wie jeder Parameter zur Performance beiträgt, und liefern einen Fahrplan zur Feinabstimmung industrieller Prozesse innerhalb ähnlicher Bedingungen. Für Betriebe, die eine sauberere und effizientere Produktion harter Stahlkomponenten anstreben, deuten diese Erkenntnisse darauf hin, dass einfachere, robuste Keramikwerkzeuge unter optimierten Parametern eine nachhaltigere Wahl sein können.
Zitation: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Schlüsselwörter: trockenes Hartdrehen, Keramik-Schneidwerkzeuge, Oberflächenintegrität, Werkzeugverschleiß, Bearbeitung gehärteter Stähle