Clear Sky Science · tr
Kaplamalı ve kaplanmamış seramik takımlar kullanılarak X38CrMoV5-1 çeliğinin kuru sert torna işlemlerinde yüzey bütünlüğü ve işlenebilirlik analizi
Neden Soğutucu Kullanılmadan Metal Kesmek Önemli
Otomobil kalıplarından dövme kalıplarına kadar birçok kritik makine parçası, bitirilmesi zor ve maliyetli çok sert çeliklerden yapılır. Geleneksel olarak fabrikalar, pürüzsüz ve hassas yüzeyler elde etmek için sıvı soğutucularla taşlama yöntemine güvenirler. Bu çalışma, soğutucu kullanılmadan tek bir kesici takımın sertleştirilmiş çeliği şekillendirdiği daha temiz ve daha hızlı bir alternatif olan kuru sert tornalamayı inceliyor. Yazarlar pratik bir soru soruyor: yaygın olarak kullanılan bir sıcak işlem çeliğini işlerken, ince bir koruyucu kaplama ile kaplanmış bir seramik takımı mı yoksa daha basit bir kaplanmamış seramik takımı mı kullanmak daha iyidir?
Taşlamadan Daha Akıllı Tornalamaya
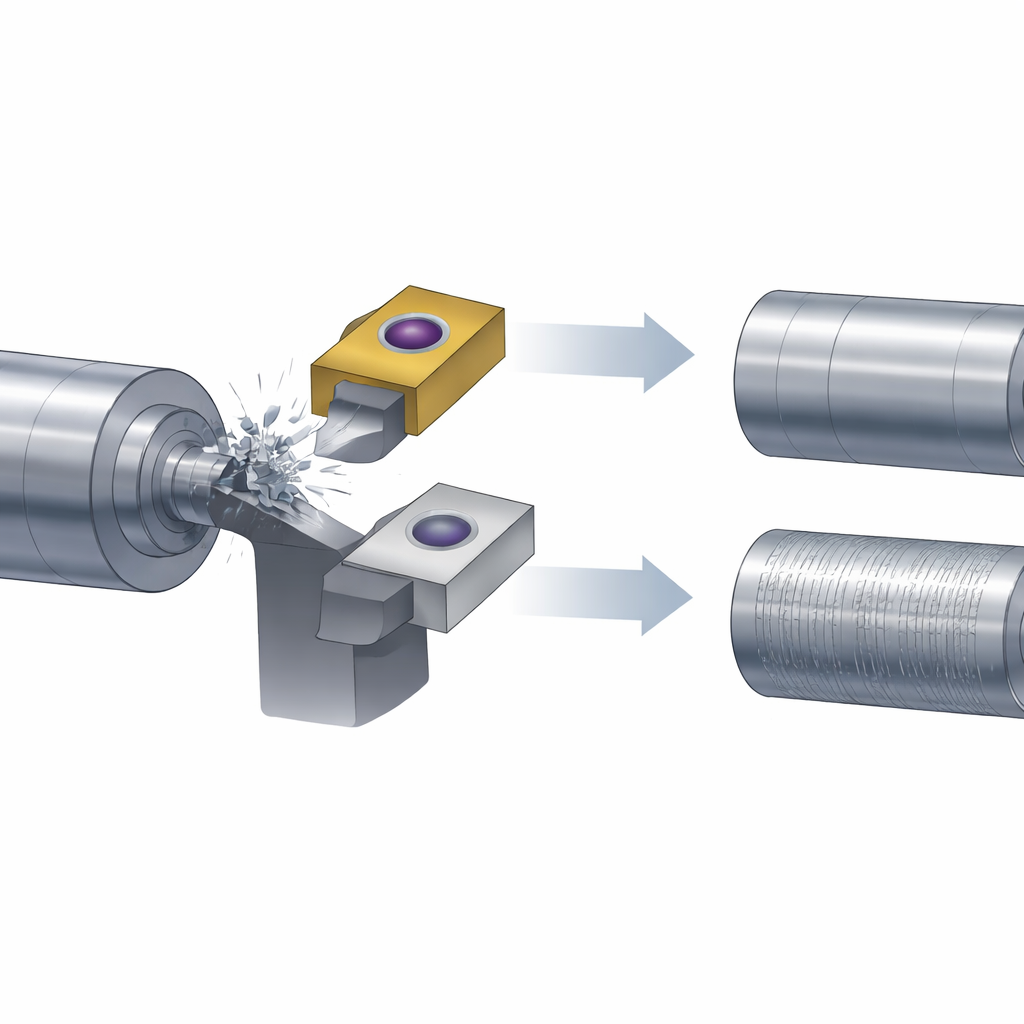
Modern üreticiler aynı anda yüksek verimlilik ve düşük çevresel etki istiyor. Kuru sert tornalama sıklıkla sertleştirilmiş çeliklerde bitirme adımı olarak taşlamanın yerini alabilir ve işlem süresini, enerji tüketimini ve sıvı atık miktarını azaltır. Bu çalışmada ekip, sıcak dövme aletleri ve kalıplarda kullanılanlara benzer şekilde çok sert hale getirilmiş X38CrMoV5-1 adlı bir sıcak işlem çeliğini işler. Aynı temel malzemeden (alümina ve titanyum karbür) yapılmış iki karma seramik kesici uç karşılaştırılır: biri kaplanmamış, diğeri ince bir titanyum nitrür tabakasıyla kaplanmış. Kesme hızı, ilerleme oranı, kesme derinliği ve takımın yuvarlak ucunun boyutunu sistematik olarak değiştirerek bu tercihlerinin yüzey pürüzlülüğünü, kesme kuvvetlerini ve malzeme uzaklaştırma hızını nasıl etkilediğini ölçerler.
Adil Testler Tasarlamak ve Sayıları Okumak
Tahmine dayalı olmamak için araştırmacılar, kesme koşullarının birçok kombinasyonunu makul sayıda testle keşfetmeye olanak veren yapılandırılmış istatistiksel bir plan kullanır. Kuru koşullarda 36 torna deneyi gerçekleştirirler ve dört temel yanıtı izlerler: ortalama yüzey pürüzlülüğü, ana kesme kuvveti, özel kesme kuvveti adı verilen türetilmiş bir ölçüt (malzemenin kesilmeye karşı direnci) ve malzeme uzaklaştırma hızı. İstatistiksel araçları kullanarak hangi ayarların en önemli olduğunu belirler ve test edilen aralık içinde sürecin nasıl davrandığını tanımlayan matematiksel modeller kurarlar. Bu modellerin ölçümlerle çok iyi eşleştiğini, yani ayarlar çalışılan aralık içinde kaldıkça sonuçları güvenilir şekilde öngörebildiklerini bulurlar.
Yüzey Bitimini ve Gücü Gerçekte Ne Kontrol Ediyor
Analiz, makinedeki tüm düğmelerin eşit derecede önemli olmadığını gösteriyor. İlerleme hızı—takımın her devrimde ilerlediği mesafe—her iki takım türü için de yüzey pürüzlülüğü üzerinde en güçlü etkiye sahiptir: daha yüksek ilerleme, yüzeyde daha derin vida izleri bıraktığı için yüzeyi belirgin şekilde kaba yapar. Bir geçişte ne kadar malzeme alındığını kontrol eden kesme derinliği ve ilerleme hızı birlikte kesme kuvveti ve malzeme uzaklaştırma hızını domine eder. Kesme hızı ve yuvarlak takım ucu boyutu hâlâ önemlidir, ancak seçilen sınırlar içinde daha küçük bir rol oynar. İlginç bir şekilde, neredeyse tüm testlerde kaplanmamış seramik uç, kaplamalı olandan biraz daha düşük kesme kuvveti gerektirir, daha düzgün yüzeyler üretir ve daha uzun ömürlü olur; oysa kaplamalar genellikle takımı korumak için eklenir.
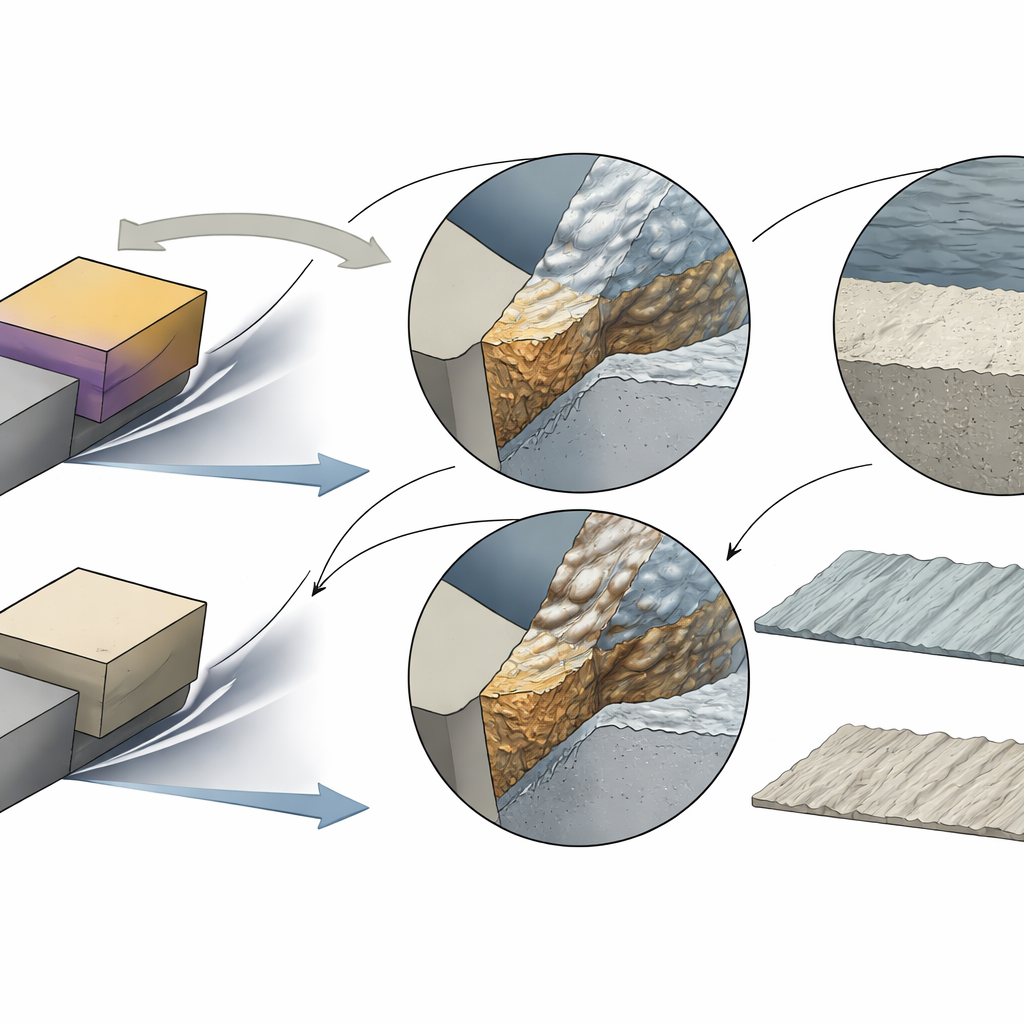
Yüzeylere ve Aşınmaya Yakından Bakmak
Kaplanmamış takımın neden daha iyi performans gösterdiğini anlamak için yazarlar basit sayılarla yetinmezler. İşlenmiş yüzeylerin ayrıntılı iki ve üç boyutlu haritalarını alır ve aşınmış takımları taramalı elektron mikroskobu ile incelerler. Daha büyük takım burun yarıçapları iş parçasıyla daha uzun temasa neden olur ve yüzeyde daha sığ zirveler ile vadiler oluşmasına yol açarak yüzey bitimini iyileştirir. Bu testlerde daha büyük uç yarıçapına sahip kaplanmamış takım en pürüzsüz yüzeyleri oluşturur. Mikroskopik görüntüler, her iki takımda da ana aşınma mekanizmasının, çelik içindeki sert parçacıkların zamanla takımı zımparaladığı abrazyon olduğunu ortaya koyar. Ayrıca sıcak metalin takıma yapıştığı (adetzyon) ve atomların yavaşça göç ettiği (difüzyon) ve kesme yüzünde kraterler oluşturduğu gözlemlenir. Bu zararlı etkiler kaplamalı takımlarda daha belirgindir; bu da onların daha kısa ömrünü açıklamaya yardımcı olur.
Takım Ömrü ve Pratik Çıkarımlar
Ekip aşınmanın zamanla nasıl büyüdüğünü izlediğinde, daha büyük yuvarlak uçlu kaplanmamış uca sahip olanın standart bir aşınma sınırına ulaşmadan önce yaklaşık 41 dakika kesebildiğini, aynı koşullar altındaki kaplamalı versiyonun ise yaklaşık 28,5 dakika dayandığını bulur. Kenar aşındıkça yüzey pürüzlülüğü artar; bu, takım durumunun nihai parça kalitesini doğrudan etkilediğini doğrular. Kaplanmamış seramiğin yüksek termal stabiliteye sahip olması ve çelikle daha az kimyasal etkileşmesi nedeniyle, kaplamalı muadilinden daha iyi kuru kesme ortamına dayanabildiği sonucu çıkar.
Gerçek Dünyadaki Üretim İçin Anlamı
Basitçe söylemek gerekirse, bu çalışma, söz konusu sertleştirilmiş çeliğin kuru sert tornalanmasında, dikkatle seçilmiş bir kaplanmamış seramik takımın kaplamalı bir takımı geride bırakabileceğini gösteriyor. Düşük ilerleme hızları, orta kesme derinlikleri ve daha büyük bir takım burun yarıçapı kullanarak üreticiler, soğutucu olmadan daha düzgün yüzeyler, daha düşük kesme kuvvetleri ve daha uzun takım ömrü elde edebilirler. Yazarların geliştirdiği istatistiksel modeller, her ayarın performansa nasıl katkıda bulunduğunu açıklamaya yardımcı olur ve benzer koşullar içinde endüstriyel süreçleri ayarlamak için bir yol haritası sunar. Sert çelik bileşenlerin daha temiz, daha verimli üretimini arayan fabrikalar için bu bulgular, optimize edilmiş parametreler altında kullanılan daha basit, dayanıklı seramik takımların en sürdürülebilir seçim olabileceğini düşündürmektedir.
Atıf: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Anahtar kelimeler: kuru sert torna, seramik kesici takımlar, yüzey bütünlüğü, takım aşınması, sertleştirilmiş çelik işleme