Clear Sky Science · it
Integrità della superficie e analisi della lavorabilità nella tornitura a secco di acciaio X38CrMoV5-1 usando utensili ceramici rivestiti e non rivestiti
Perché tagliare il metallo senza refrigerante è importante
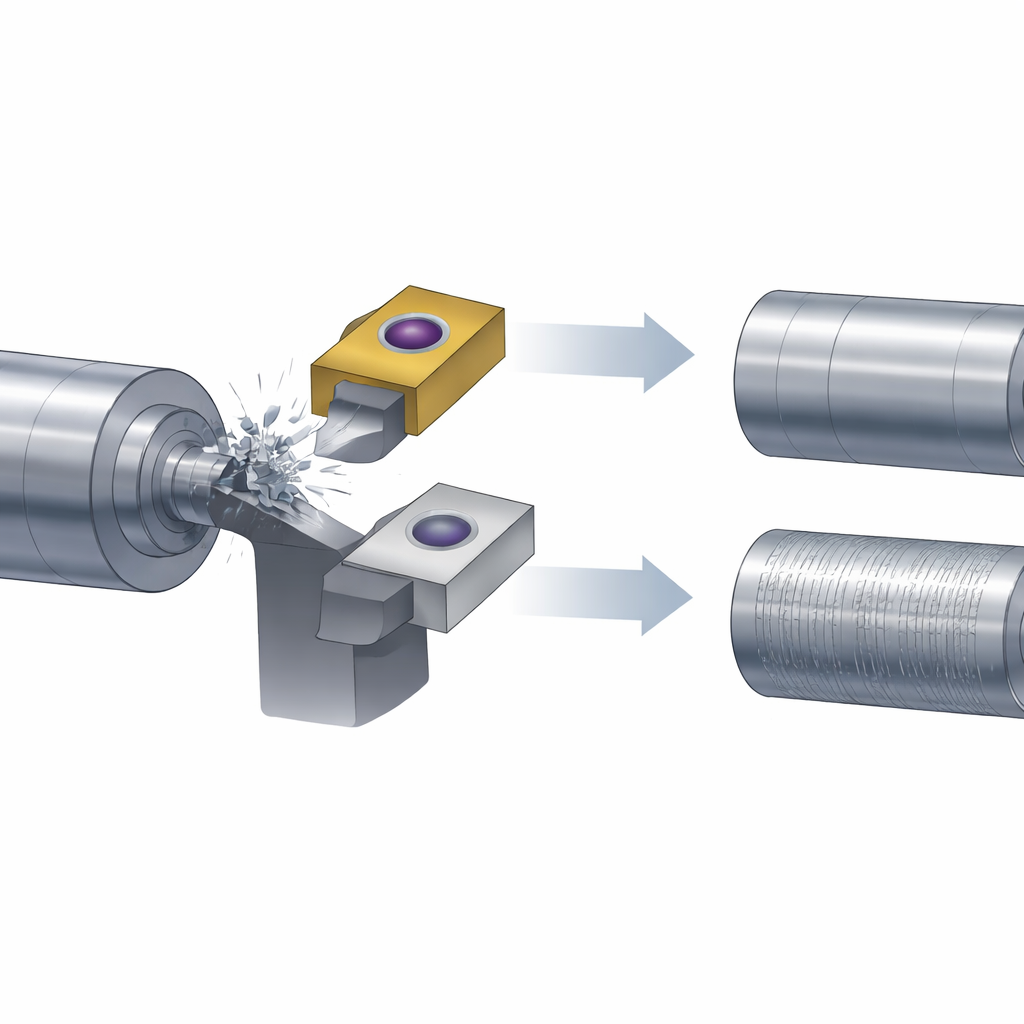
Dagli stampi per automobili alle matrici di forgiatura, molte parti meccaniche critiche sono realizzate in acciai molto duri, difficili e costosi da finire. Tradizionalmente, le officine si affidano alla rettifica con refrigeranti liquidi per ottenere superfici lisce e precise. Questo studio prende in esame un'alternativa più pulita e rapida chiamata tornitura a secco su materiali temprati, in cui un singolo utensile di taglio lavora l'acciaio temprato senza alcun refrigerante. Gli autori pongono una domanda pratica: nella lavorazione di un acciaio per utensili a caldo di uso comune, è meglio impiegare un utensile ceramico con un sottile rivestimento protettivo o un utensile ceramico non rivestito più semplice?
Dalla rettifica a una tornitura più intelligente
I produttori moderni vogliono al contempo alta produttività e basso impatto ambientale. La tornitura a secco può spesso sostituire la rettifica come fase di finitura sugli acciai temprati, riducendo i tempi di processo, il consumo energetico e i rifiuti liquidi. In questo lavoro, il team lavora un acciaio per utensili a caldo denominato X38CrMoV5-1, trattato termicamente per raggiungere elevata durezza, simile a quello usato per utensili e matrici di forgiatura a caldo. Confrontano due inserti in ceramica mista realizzati dallo stesso materiale di base (allumina e carburo di titanio): uno non rivestito, l'altro coperto da un sottile strato di nitruro di titanio. Variando sistematicamente velocità di taglio, avanzamento, profondità di passata e il raggio del naso utensile, misurano come queste scelte influenzino la rugosità superficiale, le forze di taglio e la velocità di asportazione del materiale.
Progettare test equi e interpretare i dati
Per evitare congetture, i ricercatori usano un piano statistico strutturato che consente di esplorare molte combinazioni di condizioni di taglio con un numero gestibile di prove. Eseguono 36 esperimenti di tornitura in condizioni a secco e monitorano quattro risposte chiave: rugosità superficiale media, forza di taglio principale, una grandezza derivata chiamata forza specifica di taglio (quanto il materiale resiste al taglio) e la velocità di asportazione del materiale. Tramite strumenti statistici individuano quali impostazioni sono più rilevanti e costruiscono modelli matematici che descrivono il comportamento del processo nell'intervallo testato. Risultano che questi modelli corrispondono molto bene alle misure, il che significa che possono prevedere in modo affidabile i risultati finché le impostazioni rimangono nell'intervallo studiato.
Cosa controlla davvero la finitura superficiale e lo sforzo
L'analisi mostra che non tutte le manopole della macchina sono ugualmente importanti. L'avanzamento — la distanza che l'utensile avanza per ogni rivoluzione — ha l'effetto più forte sulla rugosità superficiale per entrambi i tipi di utensile: un avanzamento maggiore rende la superficie sensibilmente più ruvida perché lascia solchi elicoidali più profondi. La profondità di passata, che controlla quanto materiale viene rimosso in un solo passaggio, e l'avanzamento insieme dominano la forza di taglio e la velocità di asportazione. La velocità di taglio e la dimensione del raggio del naso utensile contano ancora, ma giocano un ruolo minore entro i limiti scelti. È interessante notare che, in quasi tutte le prove, l'inserto ceramico non rivestito richiede forze di taglio leggermente inferiori, produce superfici più lisce e dura più a lungo rispetto a quello rivestito, nonostante i rivestimenti vengano spesso applicati per proteggere gli utensili.
Osservare da vicino superfici e usura
Per capire perché l'utensile non rivestito performi meglio, gli autori vanno oltre i semplici numeri. Acquisiscono mappe bidimensionali e tridimensionali dettagliate delle superfici lavorate ed esaminano gli utensili usurati al microscopio elettronico a scansione. Raggi del naso utensile più grandi creano un contatto più lungo con il pezzo e portano a picchi e valli più bassi sulla superficie, migliorando la finitura. L'utensile non rivestito con un raggio maggiore genera le superfici più lisce in questi test. Le immagini microscopiche rivelano che il principale meccanismo di usura su entrambi gli utensili è l'abrasione, dove particelle dure nell'acciaio consumano gradualmente l'utensile. Si osservano anche adesione e diffusione, dove il metallo caldo si attacca all'utensile e gli atomi migrano lentamente, formando crateri sulla faccia di taglio. Questi effetti dannosi sono più pronunciati sugli utensili rivestiti, il che aiuta a spiegare la loro vita più breve.
Durata dell'utensile e considerazioni pratiche
Seguendo la crescita dell'usura nel tempo, il team trova che l'inserto non rivestito con un raggio del naso maggiore può lavorare per circa 41 minuti prima di raggiungere un limite di usura standard, mentre la versione rivestita nelle stesse condizioni dura circa 28,5 minuti. Con l'usura del tagliente la rugosità superficiale aumenta, confermando che lo stato dell'utensile influisce direttamente sulla qualità finale delle parti. Poiché la ceramica non rivestita ha elevata stabilità termica e interagisce meno chimicamente con l'acciaio, resiste più efficacemente all'ambiente di taglio a secco rispetto alla sua controparte rivestita.
Cosa significa per la produzione reale
In termini semplici, questo studio mostra che per la tornitura a secco di questo specifico acciaio temprato, un utensile ceramico non rivestito accuratamente scelto può superare uno rivestito. Usando bassi avanzamenti, profonde di passata moderate e un raggio del naso utensile maggiore, i produttori possono ottenere superfici più lisce, forze di taglio minori e una vita utensile più lunga — tutto senza refrigerante. I modelli statistici sviluppati dagli autori aiutano a spiegare come ogni impostazione contribuisca alle prestazioni, offrendo una mappa per sintonizzare i processi industriali in condizioni simili. Per le officine che cercano una produzione di componenti in acciaio temprato più pulita ed efficiente, questi risultati suggeriscono che utensili ceramici più semplici e robusti utilizzati con parametri ottimizzati possono essere la scelta più sostenibile.
Citazione: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Parole chiave: tornitura a secco, utensili da taglio ceramici, integrità della superficie, usura utensile, lavorazione acciai temprati