Clear Sky Science · ja
被覆および無被覆セラミック工具を用いたX38CrMoV5-1鋼のドライハードターニングにおける表面品質と加工性の解析
切削冷却剤を使わない金属加工が重要な理由
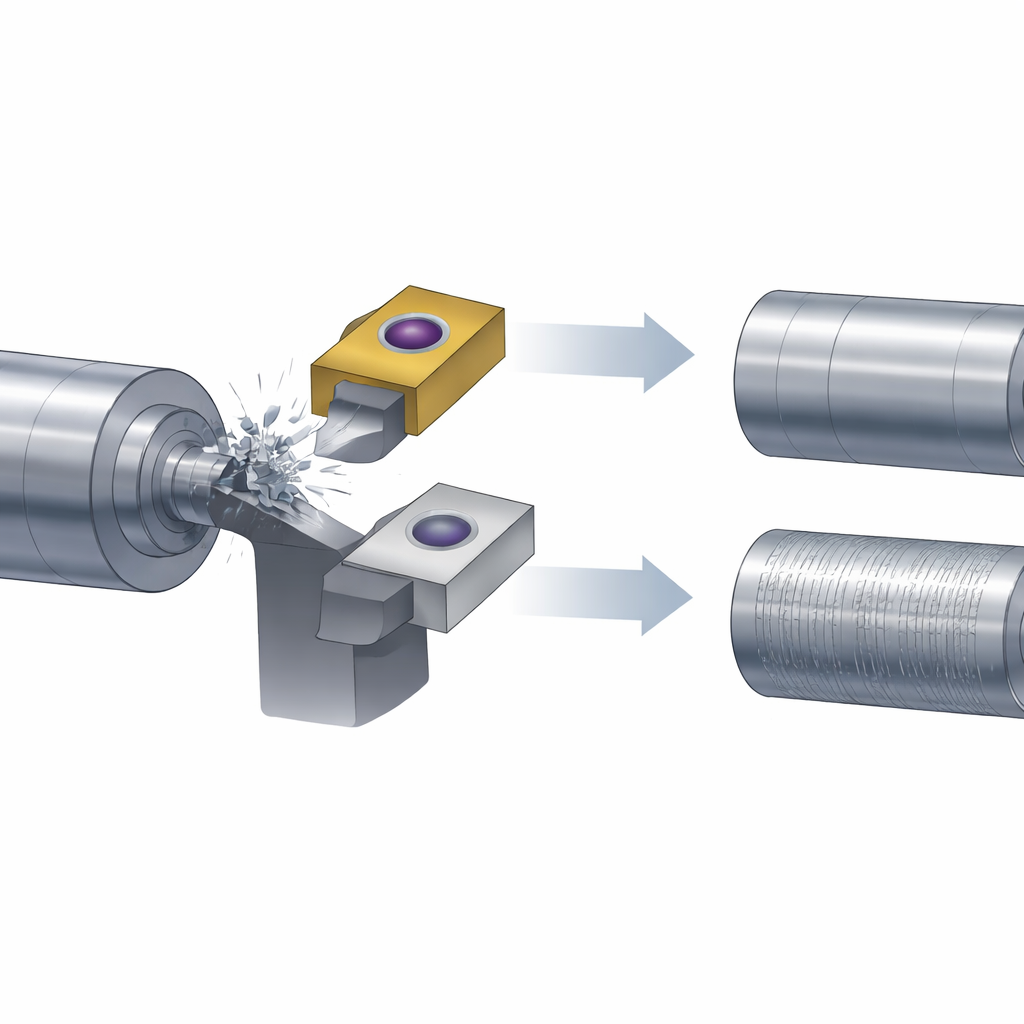
自動車部品の金型から鍛造ダイスまで、多くの重要部品は非常に硬い鋼で作られており、仕上げ加工は困難でコストがかかります。従来は、滑らかで高精度な表面を得るために液体クーラントを用いた研削が用いられてきました。本研究は、クリーンで迅速な代替手段であるドライハードターニングに注目します。これは切削液を使わずに単一の切削工具で焼入れ鋼を仕上げる方法です。著者らは実務的な問いを立てます:広く使われるホットワーク鋼を加工する場合、薄い保護被膜を施したセラミック工具と、より単純な無被覆セラミック工具のどちらが優れているのか?
研削から賢いターニングへ
現代の製造業は高い生産性と環境負荷の低減を同時に求めています。ドライハードターニングは、焼入れ鋼の仕上げ工程として研削を置き換え得ることが多く、工程時間、エネルギー消費、液体廃棄物を削減します。本研究では、ホットフォージング工具やダイスに使われるものと同様に高硬度に熱処理したホットワーク鋼X38CrMoV5-1を加工します。基材(酸化アルミニウムと炭化チタン)を同じにした二種類の混合セラミックインサートを比較します。一つは無被覆、もう一つは薄い窒化チタン被覆を施したものです。切削速度、送り、切込み深さ、工具の鼻部半径を系統的に変え、これらの選択が表面粗さ、切削力、材料除去速度にどう影響するかを評価します。
公平な試験設計とデータの読み解き
迷いを避けるために、研究者らは多くの切削条件の組み合わせを管理可能な試験回数で探索できる構造化された統計計画を採用します。ドライ条件で36のターニング試験を行い、四つの主要な応答を追跡します:平均表面粗さ、主切削力、特定切削力(材料が切られる抵抗の指標)、および材料除去率です。統計ツールを用いて、どの設定が最も影響するかを特定し、試験範囲内でプロセスの挙動を記述する数学モデルを構築します。これらのモデルは測定値と非常によく一致し、設定が研究した範囲内にある限り結果を信頼して予測できることを示します。
表面仕上げと作業負荷を本当に支配する要因
解析は、機械のすべてのつまみが同じように重要ではないことを示します。工具が一回転するごとに進む送り量は、両種類の工具で表面粗さに最も強い影響を与えます:送りが大きいほど螺旋状の刻みが深くなり、表面が明らかに粗くなります。一回の通し加工で除去する材料量を決める切込み深さと送りは、切削力と材料除去率を主に支配します。切削速度と工具の丸め半径も影響はありますが、今回の限界内では小さな役割です。興味深いことに、ほとんどの試験で無被覆のセラミックインサートはわずかに低い切削力で、より滑らかな表面を生成し、被覆付より寿命が長いことが示されました。被覆は通常、工具保護のために追加されますが、本結果は一概にそれが有利とは限らないことを示唆します。
表面と摩耗を詳しく観察する
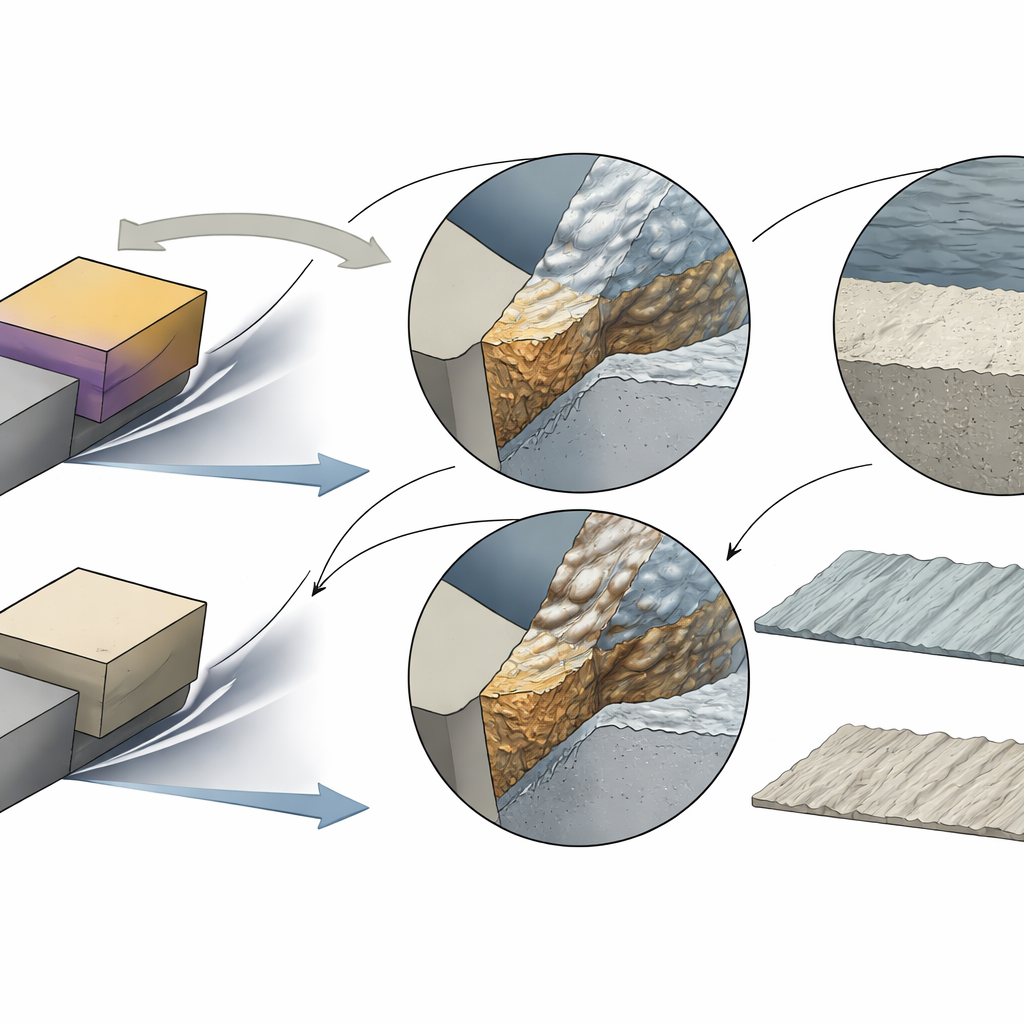
無被覆工具がより良い性能を示す理由を理解するために、著者らは単なる数値より踏み込んで解析します。加工面の二次元・三次元マップを詳細に取得し、摩耗した工具を走査電子顕微鏡で観察します。工具の鼻半径が大きいほどワークとの接触が長くなり、表面の山谷差が浅くなって仕上げが向上します。本試験では、大きな鼻半径を持つ無被覆工具が最も滑らかな表面を作り出しました。微視的な画像からは、両工具で主な摩耗機構がアブレーション(荷電粒子や硬い粒子により工具が徐々に磨耗する現象)であることが示されます。また、金属が高温で工具に付着したり、原子が拡散して切刃面にクレーターを形成する付着・拡散も観察されました。これらの有害な影響は被覆工具でより顕著であり、寿命が短いことの説明になります。
工具寿命と実務的な示唆
摩耗の進行を追跡すると、より大きな鼻半径を持つ無被覆インサートは、基準となる摩耗限度に達するまで約41分切削できるのに対し、同条件下の被覆版は約28.5分しか持たないことが分かりました。エッジが摩耗するにつれて表面粗さは上昇し、工具状態が最終部品の品質に直接影響することを確認します。無被覆セラミックは高い熱安定性を持ち、鋼と化学的な相互作用が小さいため、過酷なドライ切削環境において被覆付よりも耐性が高いと結論づけられます。
実際の製造にとっての意味
平たく言えば、本研究はこの特定の焼入れ鋼のドライハードターニングにおいて、適切に選定した無被覆セラミック工具が被覆工具より優れる場合があることを示しています。低送り、適度な切込み深さ、そして大きめの工具先端半径を用いることで、製造業者はクーラントなしでより滑らかな表面、低い切削力、長い工具寿命を得られます。著者らが構築した統計モデルは各設定が性能にどう寄与するかを説明し、同様条件下でのプロセス調整の道筋を提示します。硬鋼部品のよりクリーンで効率的な生産を目指す工場にとって、最適化された条件下でのシンプルで頑丈なセラミック工具が最もサステナブルな選択になり得ることを示唆しています。
引用: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
キーワード: ドライハードターニング, セラミック切削工具, 表面品質, 工具摩耗, 焼入れ鋼の加工