Clear Sky Science · fr
Analyse de l’intégrité de surface et de l’usinabilité en tournage dur à sec de l’acier X38CrMoV5-1 avec outils céramiques revêtus et non revêtus
Pourquoi l’usinage sans fluide a de l’importance
Des moules automobiles aux matrices de forgeage, de nombreuses pièces critiques sont fabriquées dans des aciers très durs, difficiles et coûteux à usiner en finition. Classiquement, les ateliers utilisent le meulage avec fluides de coupe pour obtenir des surfaces précises et lisses. Cette étude examine une alternative plus propre et souvent plus rapide : le tournage dur à sec, où un seul outil façonne l’acier trempé sans aucun fluide. Les auteurs posent une question concrète : pour l’usinage d’un acier d’outillage largement utilisé, vaut‑il mieux employer un outil céramique avec un fin revêtement protecteur ou une céramique non revêtue plus simple ?
Du meulage à un tournage plus efficace
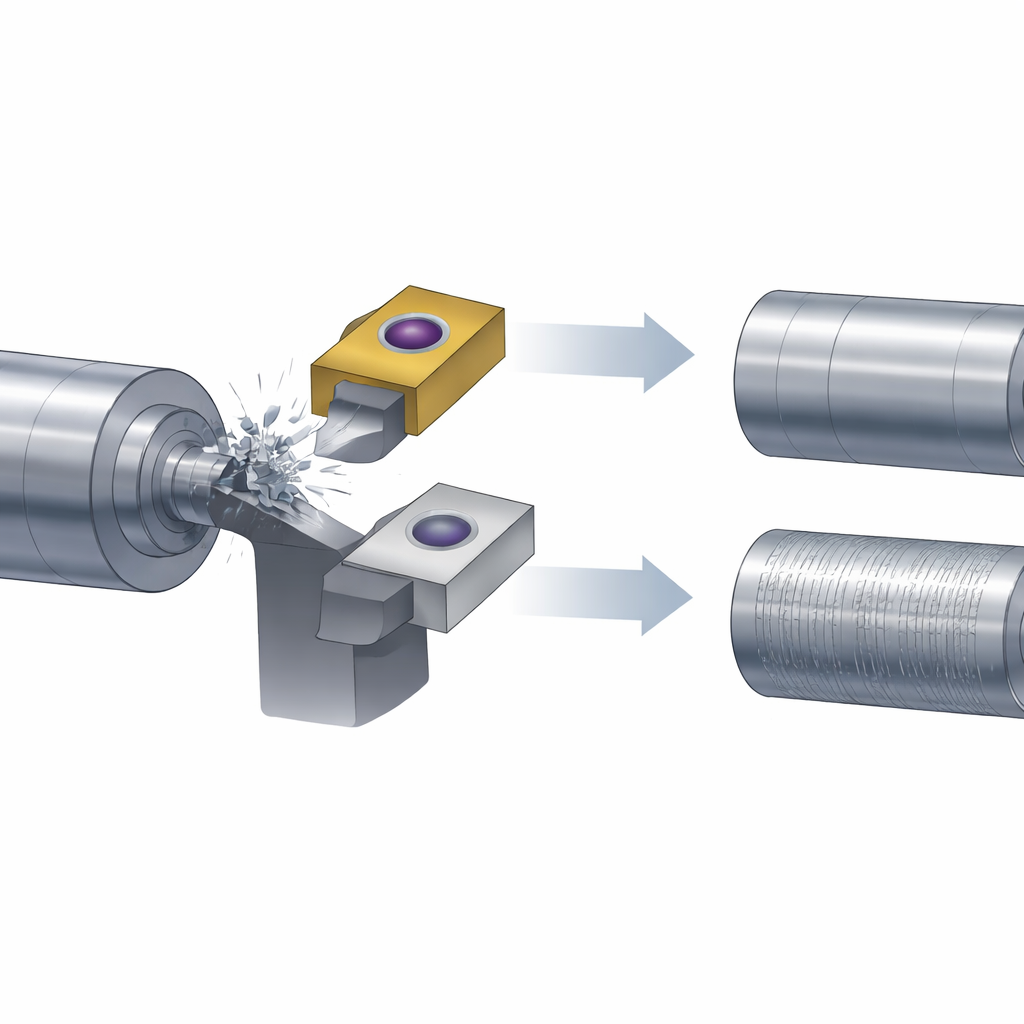
Les fabricants modernes veulent à la fois haute productivité et moindre impact environnemental. Le tournage dur à sec peut souvent remplacer le meulage en opération de finition sur aciers trempés, réduisant le temps de cycle, la consommation d’énergie et les déchets liquides. Dans ce travail, l’équipe usine un acier d’outillage chauffé appelé X38CrMoV5-1, traité thermiquement pour obtenir une dureté élevée, comparable à celle utilisée pour les outils et matrices de forge à chaud. Ils comparent deux plaquettes céramiques mixtes fabriquées à partir du même matériau de base (alumine et carbure de titane) : l’une laissée non revêtue, l’autre recouverte d’une fine couche de nitrure de titane. En faisant varier systématiquement la vitesse de coupe, l’avance, la profondeur de passe et le rayon de l’arête, ils mesurent comment ces choix influent sur la rugosité, les forces de coupe et la vitesse d’enlèvement de matière.
Concevoir des essais justes et lire les chiffres
Pour éviter les approximations, les chercheurs utilisent un plan statistique structuré qui leur permet d’explorer de nombreuses combinaisons de conditions d’usinage avec un nombre raisonnable d’essais. Ils réalisent 36 expériences de tournage en conditions sèches et suivent quatre réponses clés : la rugosité de surface moyenne, la force de coupe principale, une grandeur dérivée appelée force spécifique de coupe (la résistance du matériau à l’enlèvement) et le débit d’enlèvement de matière. À l’aide d’outils statistiques, ils déterminent quels paramètres sont les plus influents et construisent des modèles mathématiques décrivant le comportement du procédé dans la fenêtre testée. Ils constatent que ces modèles correspondent très bien aux mesures, ce qui permet de prédire de manière fiable les résultats tant que les réglages restent dans la plage étudiée.
Ce qui contrôle réellement la finition et l’effort
L’analyse montre que tous les réglages de la machine n’ont pas la même importance. L’avance—la distance parcourue par l’outil à chaque révolution—a l’effet le plus marqué sur la rugosité pour les deux types d’outils : une avance plus élevée rend la surface sensiblement plus rugueuse car elle laisse des traces hélicoïdales plus profondes. La profondeur de passe, qui contrôle la quantité de matière enlevée en un passage, et l’avance dominent ensemble la force de coupe et le débit d’enlèvement. La vitesse de coupe et la taille du rayon de l’arête jouent encore un rôle, mais moindre dans les limites choisies. Fait intéressant, sur presque tous les essais, la plaquette céramique non revêtue demande des forces de coupe légèrement plus faibles, produit des surfaces plus lisses et présente une durée de vie supérieure à celle revêtue, bien que les revêtements soient souvent ajoutés pour protéger les outils.
Observer de près surfaces et usure
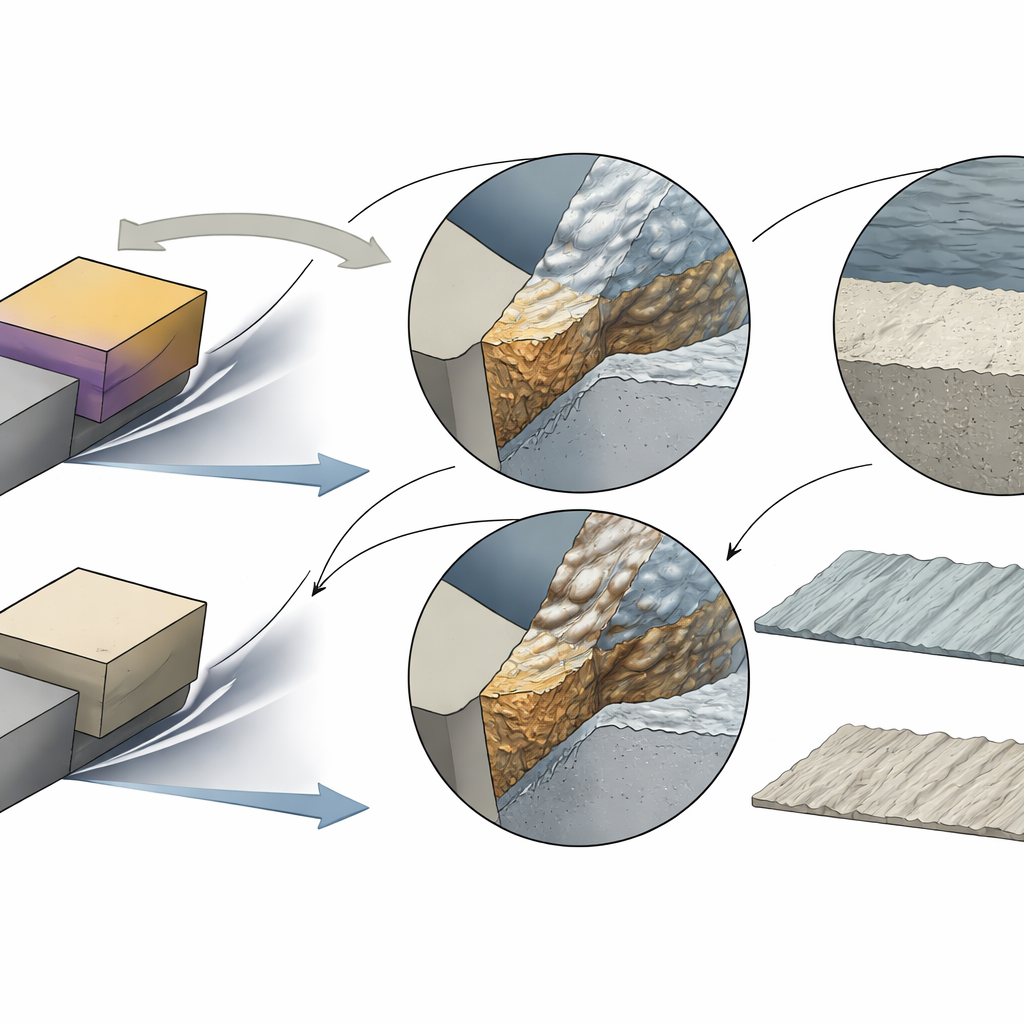
Pour comprendre pourquoi l’outil non revêtu est plus performant, les auteurs vont au‑delà des simples grandeurs numériques. Ils acquièrent des cartes de surface en deux et trois dimensions détaillées et examinent les outils usés au microscope électronique à balayage. Des rayons de nez d’outil plus grands augmentent la zone de contact avec la pièce et conduisent à des crêtes et vallées plus peu profondes sur la surface, améliorant la finition. L’outil non revêtu avec un plus grand rayon de nez donne les surfaces les plus lisses dans ces essais. Les images microscopiques montrent que le principal mécanisme d’usure sur les deux outils est l’abrasion, où des particules dures de l’acier érodent progressivement l’outil. Ils observent aussi des phénomènes d’adhésion et de diffusion, où du métal chaud colle à l’outil et des atomes migrent lentement, formant des cratères sur le visage de coupe. Ces effets dommageables sont plus prononcés sur les outils revêtus, ce qui explique en partie leur durée de vie réduite.
Durée de vie des outils et enseignements pratiques
En suivant la croissance de l’usure dans le temps, l’équipe montre que la plaquette non revêtue avec un plus grand rayon de nez peut usiner environ 41 minutes avant d’atteindre une limite d’usure standard, tandis que la version revêtue dans les mêmes conditions tient environ 28,5 minutes. À mesure que le tranchant s’use, la rugosité de surface augmente, confirmant que l’état de l’outil affecte directement la qualité finale des pièces. Parce que la céramique non revêtue présente une grande stabilité thermique et interagit moins chimiquement avec l’acier, elle résiste mieux aux conditions sévères du tournage à sec que son homologue revêtue.
Ce que cela signifie pour la production réelle
En termes simples, cette étude montre que pour le tournage dur à sec de cet acier trempé particulier, un outil céramique non revêtu soigneusement choisi peut surpasser un outil revêtu. En utilisant de faibles avances, des profondeurs de passe modérées et un plus grand rayon de nez, les fabricants peuvent obtenir des surfaces plus lisses, des forces de coupe plus faibles et une durée de vie d’outil plus longue—le tout sans fluide. Les modèles statistiques développés par les auteurs aident à expliquer comment chaque paramètre contribue à la performance, offrant une feuille de route pour régler les procédés industriels dans des conditions similaires. Pour les ateliers cherchant une production d’éléments en acier dur plus propre et plus efficace, ces conclusions suggèrent que des outils céramiques simples et robustes, utilisés avec des paramètres optimisés, peuvent être le choix le plus durable.
Citation: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Mots-clés: tournage dur à sec, outils de coupe céramiques, intégrité de surface, usure des outils, usinage d’acier trempé