Clear Sky Science · sv
Analys av ytintegritet och bearbetbarhet vid torr härdvarvning av X38CrMoV5-1-stål med belagda och obelagda keramiska verktyg
Varför det spelar roll att skära metall utan kylmedel
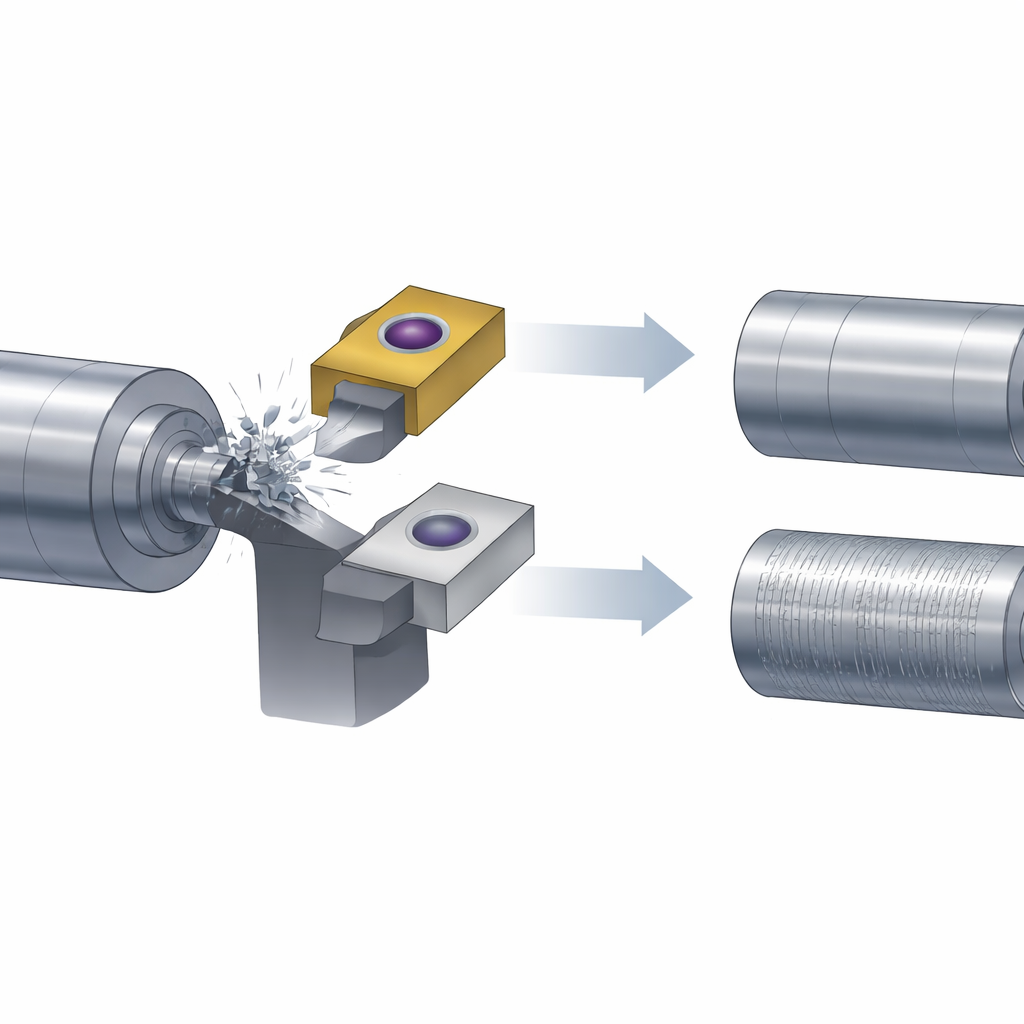
Från bilformar till smidesverktyg tillverkas många kritiska maskindelar av mycket hårda stål som är svåra och kostsamma att efterbearbeta. Traditionellt förlitar sig industrin på slipning med flytande kylmedel för att uppnå släta, precisa ytor. Denna studie undersöker ett renare, snabbare alternativ kallat torr härdvarvning, där ett enda skärverktyg formar härdat stål utan något kylmedel. Författarna ställer en praktisk fråga: vid bearbetning av ett vanligt förekommande varmverksstål, är det bättre att använda ett keramiskt verktyg med ett tunt skyddsskikt eller ett enklare obelagt keramverktyg?
Från slipning till smartare varvning
Moderna tillverkare vill ha hög produktivitet och låg miljöpåverkan samtidigt. Torr härdvarvning kan ofta ersätta slipning som efterbehandlingssteg på härdade stål, vilket minskar processtid, energianvändning och flytande avfall. I detta arbete bearbetar teamet ett varmverksstål kallat X38CrMoV5-1, värmebehandlat till hög hårdhet, liknande det som används i verktyg och formar för varm smidning. De jämför två blandade keramiska skärinsatser tillverkade av samma basmaterial (aluminiumoxid och titankarbid): en obelagd och en täckt med ett tunt lager titannitrid. Genom att systematiskt variera skärhastighet, matning, skärdjup och verktygets rundade spets mäter de hur dessa val påverkar ytråhet, skärkrafter och avverkningshastighet.
Att utforma rättvisa tester och tolka siffrorna
För att undvika gissningar använder forskarna en strukturerad statistisk plan som låter dem utforska många kombinationer av skärförhållanden med ett hanterligt antal tester. De genomför 36 svarvförsök under torra förhållanden och följer fyra nyckelrespons: genomsnittlig ytråhet, huvudskärkraft, en härledd måttstock kallad specifik skärkraft (hur hårt materialet motsätter sig att skäras) och materialavverkningshastighet. Med statistiska verktyg bestämmer de vilka inställningar som spelar störst roll och bygger matematiska modeller som beskriver hur processen beter sig inom det testade fönstret. De konstaterar att modellerna väl överensstämmer med mätningarna, vilket innebär att de kan förutsäga utfall pålitligt så länge inställningarna hålls inom studerat område.
Vad som verkligen styr ytfinish och ansträngning
Analysen visar att inte alla rattar på maskinen är lika viktiga. Matningen — hur långt verktyget avancerar per varv — har den starkaste effekten på ytråhet för båda verktygstypen: högre matning gör ytan märkbart grövre eftersom den lämnar djupare spiralspår. Skärdjupet, som styr hur mycket material som avverkas i ett pass, och matningen tillsammans dominerar skärkraften och materialavverkningen. Skärhastighet och storleken på den rundade verktygsspetsen spelar fortfarande roll, men har en mindre betydelse inom de valda gränserna. Intressant nog kräver den obelagda keramiska insatsen i nästan alla tester något lägre skärkrafter, ger jämnare ytor och har längre livslängd än den belagda, trots att beläggningar ofta används för att skydda verktyg.
En närmare titt på ytor och slitage
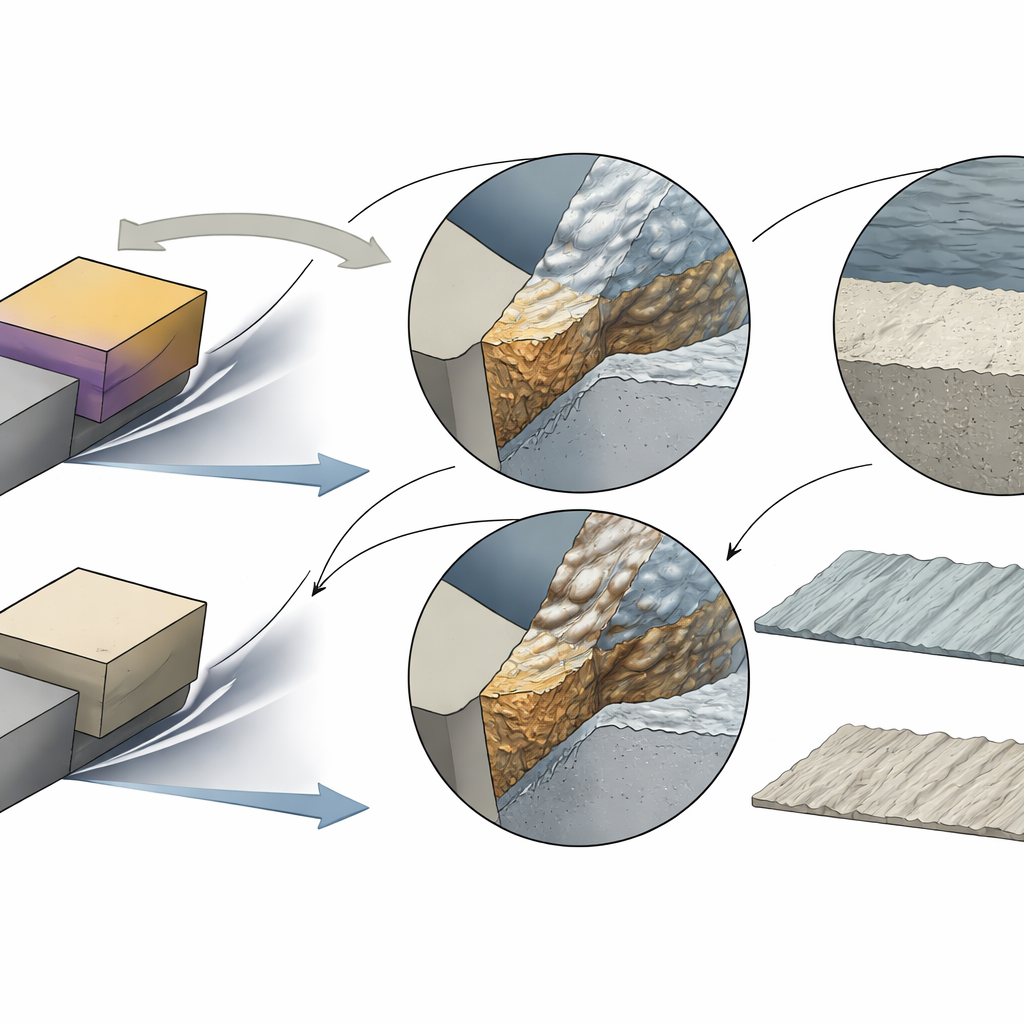
För att förstå varför det obelagda verktyget presterar bättre går författarna längre än enkla siffror. De fångar detaljerade två- och tredimensionella kartor av de bearbetade ytorna och undersöker slitna verktyg i svepelektronmikroskop. Större nosradier ger längre kontakt med arbetsstycket och leder till grundare toppar och dalar på ytan, vilket förbättrar finishen. Det obelagda verktyget med större nosradie ger de slätaste ytorna i dessa tester. Mikroskopiska bilder visar att huvudslitagemekanismen för båda verktygen är abrasion, där hårda partiklar i stålet gradvis nöter bort verktyget. De observerar också adhesion och diffusion, där het metall fastnar på verktyget och atomer långsamt migrerar, vilket bildar kratrar på skärytan. Dessa skadliga effekter är mer uttalade på de belagda verktygen, vilket hjälper till att förklara deras kortare livslängd.
Verktygslivslängd och praktiska slutsatser
När teamet följer hur slitage växer med tiden finner de att den obelagda insatsen med större rundad spets kan skära i cirka 41 minuter innan den når en standardiserad slitgräns, medan den belagda versionen under samma förhållanden varar ungefär 28,5 minuter. När eggen slits ökar ytråheten, vilket bekräftar att verktygstillståndet direkt påverkar slutdelens kvalitet. Eftersom det obelagda keramiska materialet har hög termisk stabilitet och reagerar mindre kemiskt med stålet, motstår det den hårda torra skärmiljön mer effektivt än sin belagda motsvarighet.
Vad detta betyder för verklig tillverkning
Enkelt uttryckt visar denna studie att för torr härdvarvning av detta specifika härdade stål kan ett noggrant utvalt obelagt keramverktyg prestera bättre än ett belagt. Genom att använda låga matningar, måttliga skärdjup och en större verktygsnosradie kan tillverkare uppnå slätare ytor, lägre skärkrafter och längre verktygsliv — allt utan kylmedel. De statistiska modeller som författarna utvecklar hjälper till att förklara hur varje parameter bidrar till prestanda och erbjuder en vägledning för att ställa in industriella processer inom liknande förhållanden. För fabriker som söker renare, mer effektiv produktion av hårda ståldetaljer tyder dessa insikter på att enklare, robusta keramiska verktyg använda under optimerade parametrar kan vara det mest hållbara valet.
Citering: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Nyckelord: torr härdvarvning, keramiska skärverktyg, ytintegritet, verktygsslitage, bearbetning av härdat stål