Clear Sky Science · en
Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools
Why Cutting Metal Without Coolant Matters
From car molds to forging dies, many critical machine parts are made from very hard steels that are difficult and expensive to finish. Traditionally, factories rely on grinding with liquid coolants to get smooth, precise surfaces. This study looks at a cleaner, faster alternative called dry hard turning, where a single cutting tool shapes hardened steel without any coolant. The authors ask a practical question: when machining a widely used hot‑work steel, is it better to use a ceramic tool with a thin protective coating or a simpler uncoated ceramic tool?
From Grinding to Smarter Turning
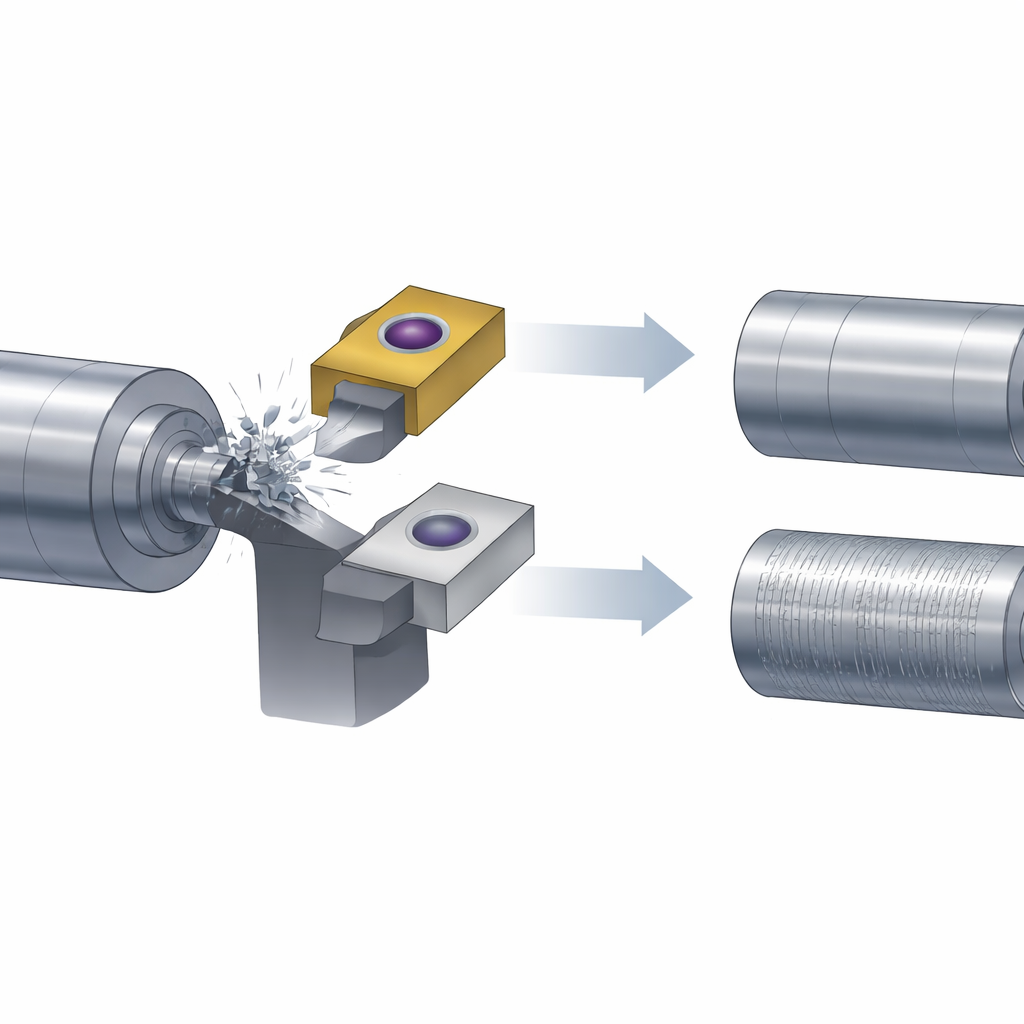
Modern manufacturers want high productivity and low environmental impact at the same time. Dry hard turning can often replace grinding as a finishing step on hardened steels, cutting down on process time, energy use, and liquid waste. In this work, the team machines a hot‑work steel called X38CrMoV5‑1, heat‑treated to be very hard, similar to what is used in hot forging tools and dies. They compare two mixed ceramic cutting inserts made from the same base material (alumina and titanium carbide): one left uncoated, the other covered with a thin layer of titanium nitride. By systematically varying cutting speed, feed rate, depth of cut, and the rounded tip of the tool, they measure how these choices affect surface smoothness, cutting forces, and how quickly material is removed.
Designing Fair Tests and Reading the Numbers
To avoid guesswork, the researchers use a structured statistical plan that allows them to explore many combinations of cutting conditions with a manageable number of tests. They carry out 36 turning experiments under dry conditions and track four key responses: average surface roughness, the main cutting force, a derived measure called specific cutting force (how hard the material resists being cut), and the material removal rate. Using statistical tools, they determine which settings matter most and build mathematical models that describe how the process behaves within the tested window. They find that these models match the measurements very well, meaning they can reliably predict outcomes as long as the settings stay within the studied range.
What Really Controls Surface Finish and Effort
The analysis shows that not all knobs on the machine are equally important. The feed rate—the distance the tool advances each revolution—has the strongest effect on surface roughness for both types of tools: higher feed makes the surface noticeably rougher because it leaves deeper helical marks. The depth of cut, which controls how much material is removed in one pass, and feed rate together dominate the cutting force and material removal rate. Cutting speed and the size of the rounded tool tip still matter, but play a smaller role within the chosen limits. Interestingly, across nearly all tests, the uncoated ceramic insert requires slightly lower cutting forces, produces smoother surfaces, and lasts longer than the coated one, even though coatings are often added to protect tools.
Looking Closely at Surfaces and Wear
To understand why the uncoated tool performs better, the authors go beyond simple numbers. They capture detailed two‑dimensional and three‑dimensional maps of the machined surfaces and examine worn tools under a scanning electron microscope. Larger tool nose radii create longer contact with the workpiece and lead to shallower peaks and valleys on the surface, improving finish. The uncoated tool with a larger tip radius generates the smoothest surfaces in these tests. Microscopic images reveal that the main wear mechanism on both tools is abrasion, where hard particles in the steel gradually grind away the tool. They also observe adhesion and diffusion, where hot metal sticks to the tool and atoms slowly migrate, forming craters on the cutting face. These damaging effects are more pronounced on the coated tools, which helps explain their shorter life.
Tool Life and Practical Takeaways
When the team tracks how wear grows with time, they find that the uncoated insert with a larger rounded tip can cut for about 41 minutes before reaching a standard wear limit, while the coated version under the same conditions lasts about 28.5 minutes. As the edge wears, surface roughness rises, confirming that tool condition directly affects final part quality. Because the uncoated ceramic has high thermal stability and interacts less chemically with the steel, it resists the harsh dry cutting environment more effectively than its coated counterpart.
What This Means for Real‑World Manufacturing
In simple terms, this study shows that for dry hard turning of this particular hardened steel, a carefully chosen uncoated ceramic tool can outperform a coated one. By using low feed rates, moderate depths of cut, and a larger tool tip radius, manufacturers can obtain smoother surfaces, lower cutting forces, and longer tool life—all without coolant. The statistical models the authors develop help explain how each setting contributes to performance, offering a roadmap for tuning industrial processes within similar conditions. For factories seeking cleaner, more efficient production of hard steel components, these insights suggest that simpler, robust ceramic tools used under optimized parameters may be the most sustainable choice.
Citation: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Keywords: dry hard turning, ceramic cutting tools, surface integrity, tool wear, hardened steel machining