Clear Sky Science · pl
Analiza integralności powierzchni i obróbności przy obróbce skrawaniem na sucho stali X38CrMoV5-1 z użyciem powlekanych i niepowlekanych narzędzi ceramicznych
Dlaczego cięcie metalu bez chłodziwa ma znaczenie
Od matryc samochodowych po wykrojniki do kucia, wiele krytycznych części maszyn wykonywanych jest z bardzo twardych stali, które są trudne i kosztowne w wykończeniu. Tradycyjnie zakłady polegają na szlifowaniu z użyciem cieczy chłodzących, aby uzyskać gładkie i precyzyjne powierzchnie. W tym badaniu analizuje się bardziej ekologiczny i szybszy wariant — suchą obróbkę hartowaną, w której pojedyncze ostrze kształtuje hartowaną stal bez użycia chłodziwa. Autorzy stawiają praktyczne pytanie: przy obróbce powszechnie stosowanej stali narzędziowej, czy lepiej użyć ceramicznego narzędzia z cienką powłoką ochronną, czy prostszego narzędzia ceramicznego bez powłoki?
Od szlifowania do sprytniejszego toczenia
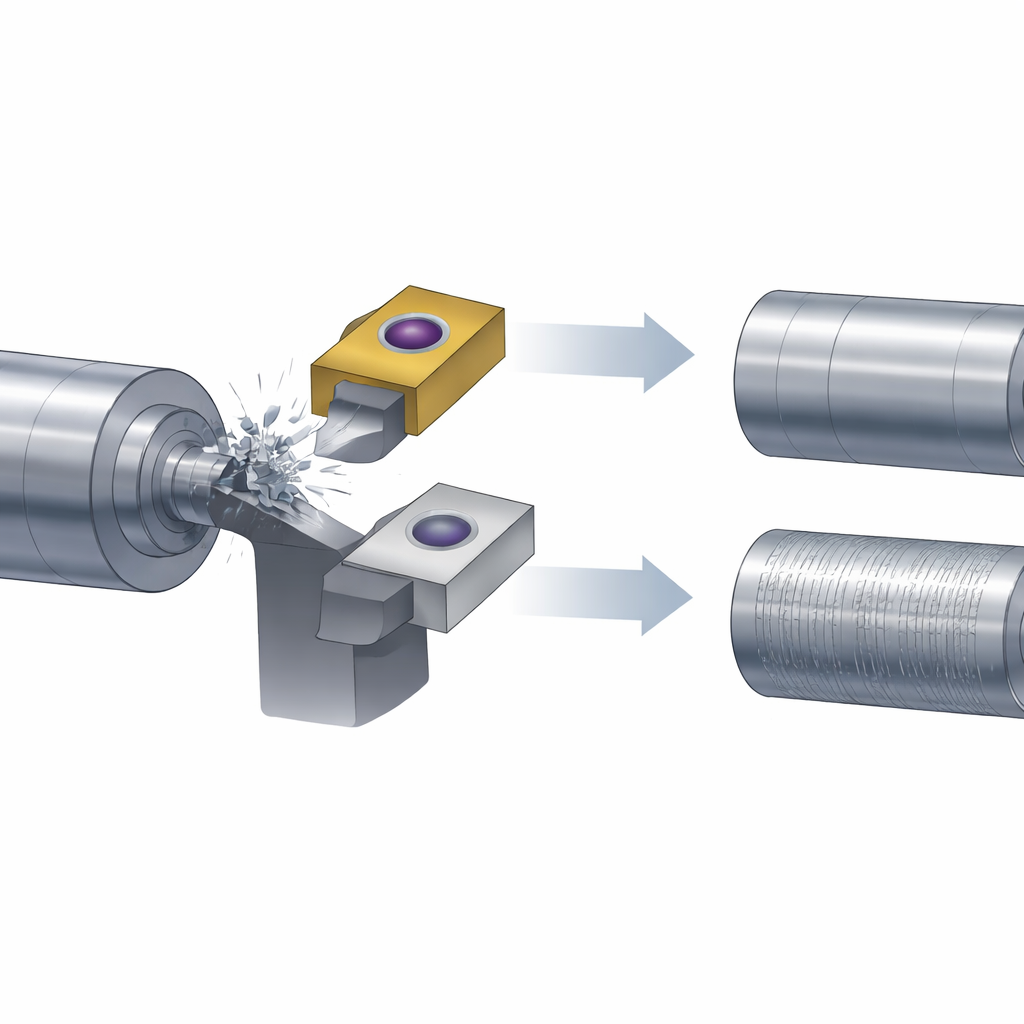
Współcześni producenci dążą jednocześnie do wysokiej wydajności i niskiego wpływu na środowisko. Sucha obróbka hartowana często może zastąpić szlifowanie jako etap wykańczający na stalach hartowanych, skracając czas procesu, zużycie energii i ilość odpadów płynnych. W tej pracy zespół obrabia stal narzędziową do pracy na gorąco X38CrMoV5-1, utwardzoną do wysokiej twardości, podobnej do stosowanej w narzędziach i matrycach do kucia na gorąco. Porównują dwa mieszane ceramiczne wstawki skrawające wykonane z tej samej bazy (tlenek glinu i węglik tytanu): jedną bez powłoki, drugą pokrytą cienką warstwą azotku tytanu. Systematycznie zmieniając prędkość skrawania, posuw, głębokość skrawania i promień zaokrąglenia ostrza, mierzą, jak te parametry wpływają na gładkość powierzchni, siły skrawania i szybkość usuwania materiału.
Projektowanie rzetelnych testów i interpretacja wyników
Aby uniknąć zgadywania, badacze zastosowali ustrukturyzowany plan statystyczny, który pozwala zbadać wiele kombinacji warunków skrawania przy użyciu ograniczonej liczby prób. Przeprowadzili 36 eksperymentów toczenia w warunkach suchych i obserwowali cztery kluczowe odpowiedzi: średnią chropowatość powierzchni, główną siłę skrawania, pochodną miarę zwaną specyficzną siłą skrawania (jak mocno materiał opiera się cięciu) oraz tempo usuwania materiału. Za pomocą narzędzi statystycznych ustalili, które ustawienia mają największe znaczenie i opracowali modele matematyczne opisujące zachowanie procesu w badanym zakresie. Stwierdzili, że modele dobrze odpowiadają pomiarom, co oznacza, że można wiarygodnie przewidywać wyniki, o ile parametry pozostaną w badanym zakresie.
Co naprawdę kontroluje wykończenie powierzchni i nakład pracy
Analiza pokazuje, że nie wszystkie pokrętła maszyny są jednakowo istotne. Posuw — odległość, jaką ostrze przesuwa się przy jednym obrocie — ma najsilniejszy wpływ na chropowatość powierzchni dla obu typów narzędzi: wyższy posuw powoduje wyraźnie chropowatszą powierzchnię, ponieważ pozostawia głębsze ślady śrubowe. Głębokość skrawania, która kontroluje, ile materiału usuwa się jednym przejściem, oraz posuw wspólnie dominują w kształtowaniu siły skrawania i tempa usuwania materiału. Prędkość skrawania i rozmiar zaokrąglenia wierzchołka narzędzia również mają znaczenie, lecz odgrywają mniejszą rolę w badanych granicach. Co ciekawe, w niemal wszystkich testach niepowlekana wstawka ceramiczna wymagała nieco niższych sił skrawania, dawała gładsze powierzchnie i wykazywała dłuższą żywotność niż powlekana, mimo że powłoki często stosuje się w celu ochrony narzędzi.
Dokładne spojrzenie na powierzchnie i zużycie
Aby zrozumieć, dlaczego narzędzie bez powłoki spisuje się lepiej, autorzy poszli poza proste liczby. Uzyskali szczegółowe dwuwymiarowe i trójwymiarowe mapy obrabianych powierzchni oraz zbadali zużyte narzędzia w skaningowym mikroskopie elektronowym. Większe promienie czubka narzędzia powodują dłuższy kontakt z przedmiotem obrabianym i prowadzą do płytszych szczytów i dolin na powierzchni, poprawiając wykończenie. Niepowlekana wstawka z większym promieniem generowała najgładsze powierzchnie w tych testach. Obrazy mikroskopowe ujawniają, że głównym mechanizmem zużycia obu narzędzi jest abrazyjne ścieranie, gdzie twarde cząstki w stali stopniowo ścierają narzędzie. Zaobserwowano także adhezję i dyfuzję, gdy gorący metal przywiera do narzędzia, a atomy stopniowo przemieszczają się, tworząc kratery na powierzchni skrawającej. Te uszkadzające efekty są bardziej nasilone na narzędziach powlekanych, co pomaga wyjaśnić ich krótszą żywotność.
Żywotność narzędzia i praktyczne wnioski
Gdy zespół śledził przyrost zużycia w czasie, stwierdził, że niepowlekana wstawka z większym zaokrągleniem może ciąć przez około 41 minut, zanim osiągnie standardowy limit zużycia, podczas gdy powlekana wersja w tych samych warunkach wytrzymywała około 28,5 minuty. W miarę zużywania się krawędzi rośnie chropowatość powierzchni, co potwierdza, że stan narzędzia bezpośrednio wpływa na jakość części. Ponieważ ceramika bez powłoki ma wysoką stabilność termiczną i mniej reaguje chemicznie ze stalą, lepiej odporna jest na surowe warunki skrawania na sucho niż jej powlekany odpowiednik.
Co to oznacza dla przemysłowej produkcji
W prostych słowach, to badanie pokazuje, że przy suchej obróbce hartowanej tej konkretnej stali starannie dobrane niepowlekane narzędzie ceramiczne może przewyższać narzędzie powlekane. Stosując niskie prędkości posuwu, umiarkowane głębokości skrawania i większy promień czubka, producenci mogą uzyskać gładsze powierzchnie, niższe siły skrawania i dłuższą żywotność narzędzia — wszystko to bez chłodziwa. Opracowane przez autorów modele statystyczne pomagają zrozumieć, jak każde ustawienie wpływa na wydajność, oferując mapę drogową do strojenia procesów przemysłowych w podobnych warunkach. Dla zakładów poszukujących czystszej, bardziej efektywnej produkcji elementów z twardej stali, te wnioski sugerują, że prostsze, wytrzymałe narzędzia ceramiczne użyte w zoptymalizowanych parametrach mogą być najbardziej zrównoważonym wyborem.
Cytowanie: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Słowa kluczowe: obróbka hartowanej stali na sucho, ceramiczne narzędzia skrawające, integralność powierzchni, zużycie narzędzia, obróbka stali hartowanej