Clear Sky Science · ru
Анализ целостности поверхности и обрабатываемости при сухой червячной токарной обработке стали X38CrMoV5-1 с использованием покрытых и непокрытых керамических инструментов
Почему важно резать металл без охлаждения
От автомобильных штампов до кузнечных матриц — многие критические детали изготавливаются из очень твёрдых сталей, которые трудно и дорого обрабатывать окончательно. Традиционно на заводах используют шлифование с жидкими охлаждающими средами, чтобы получить гладкие и точные поверхности. В этом исследовании рассматривается более чистая и быстрая альтернатива — сухая токарная обработка закалённой стали, при которой единый режущий инструмент формует закалённый металл без применения охлаждения. Авторы ставят практический вопрос: при обработке широко используемой стали для горячей работы лучше применять керамический инструмент с тонким защитным покрытием или более простой непокрытый керамический инструмент?
От шлифования к более продуманной токарной обработке
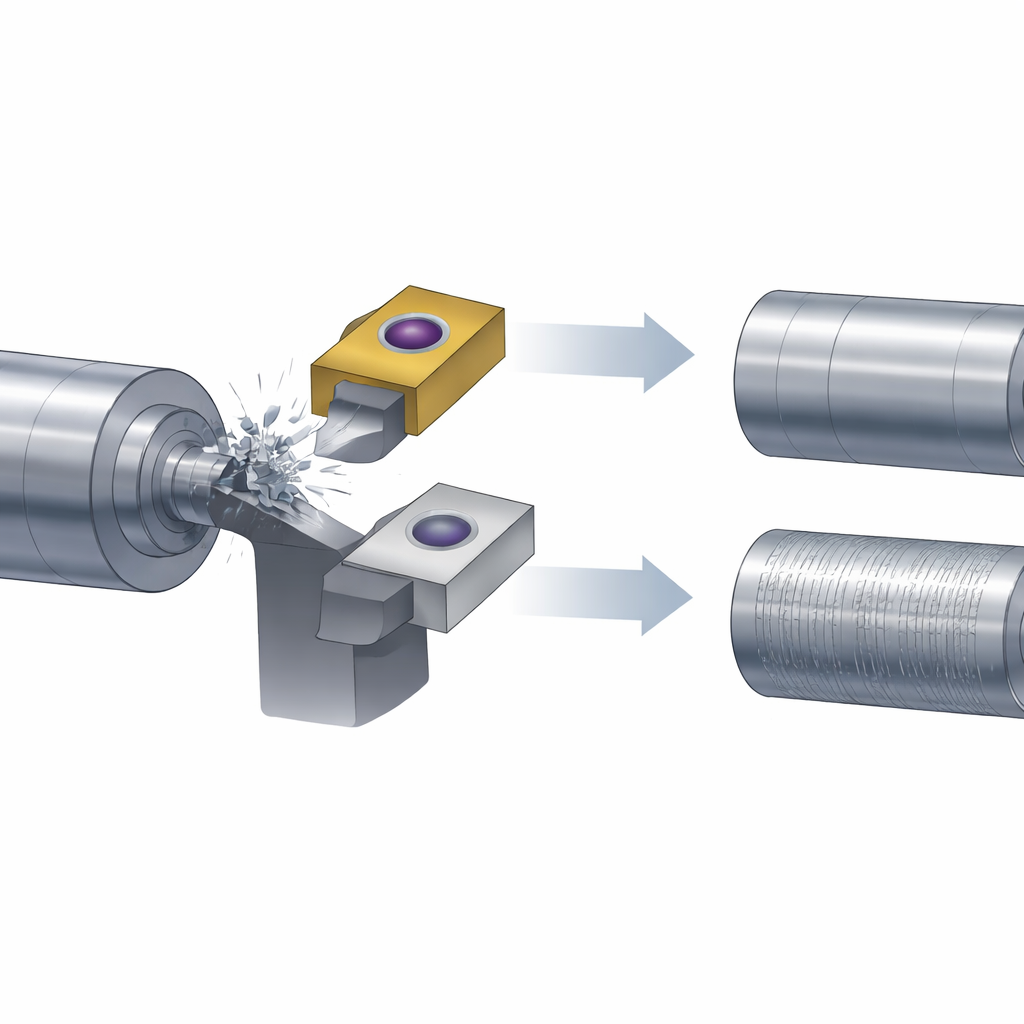
Современные производители стремятся одновременно к высокой производительности и низкому воздействию на окружающую среду. Сухая токарная обработка часто может заменить шлифование как завершающую операцию на закалённых сталях, сокращая время процесса, энергозатраты и количество жидких отходов. В этой работе команда обрабатывает сталь для горячей работы X38CrMoV5-1, термообработанную до высокой твёрдости, аналогичной используемой в инструментах и матрицах для горячей ковки. Они сравнивают два композитных керамических пластины, изготовленных из одного и того же базового материала (оксид алюминия и карбид титана): одна без покрытия, другая покрыта тонким слоем нитрида титана. Систематически варьируя скорость резания, подачу, глубину реза и радиус закругления носка инструмента, они измеряют, как эти параметры влияют на шероховатость поверхности, режущие силы и скорость съёма металла.
Проектирование честных испытаний и анализ данных
Чтобы избежать догадок, исследователи применяют структурированный статистический план, позволяющий исследовать множество комбинаций условий резания при управляемом числе испытаний. Они проводят 36 токарных экспериментов в сухих условиях и отслеживают четыре ключевых отклика: среднюю шероховатость поверхности, главную режущую силу, производную величину — удельную режущую силу (насколько материал сопротивляется резанию) и скорость съёма металла. С помощью статистических инструментов они определяют, какие настройки важнее всего, и строят математические модели, описывающие поведение процесса в пределах исследованного диапазона. Они обнаруживают, что модели хорошо согласуются с измерениями, что позволяет надёжно предсказывать результаты при условии, что параметры остаются в изученных пределах.
Что действительно управляет качеством поверхности и усилиями
Анализ показывает, что не все регуляторы на станке одинаково важны. Подача — расстояние, на которое инструмент продвигается за оборот — оказывает самое сильное влияние на шероховатость поверхности для обоих типов пластин: при увеличенной подаче поверхность заметно становится грубее из-за более глубоких спиральных следов. Глубина реза, определяющая объём снимаемого материала за проход, вместе с подачей доминирует в формировании режущей силы и скорости съёма металла. Скорость резания и размер скругления носка инструмента также влияют, но в выбранных пределах играют меньшую роль. Интересно, что почти во всех испытаниях непокрытая керамическая пластина требует немного меньших режущих сил, даёт более гладкую поверхность и служит дольше, чем покрытая, хотя покрытия часто добавляют для защиты инструментов.
Внимательное изучение поверхностей и износа
Чтобы понять, почему непокрытый инструмент работает лучше, авторы идут дальше простых численных показателей. Они получают детальные двухмерные и трёхмерные карты обработанных поверхностей и рассматривают изношенные инструменты в сканирующем электронном микроскопе. Большее радиусное скругление носка увеличивает контакт с заготовкой и приводит к более пологим пикам и впадинам на поверхности, улучшая отделку. Непокрытая пластина с большим радиусом носка в этих тестах даёт самые гладкие поверхности. Микроскопические снимки показывают, что основным механизмом износа для обоих инструментов является абразия, когда твёрдые частицы в стали постепенно стачивают инструмент. Также наблюдаются адгезия и диффузия, когда разогретый металл прилипает к инструменту, а атомы постепенно мигрируют, образуя кратеры на режущей кромке. Эти разрушительные явления более выражены у покрытых пластин, что помогает объяснить их более короткий ресурс.
Ресурс инструмента и практические выводы
При отслеживании нарастания износа во времени команда выясняет, что непокрытая пластина с большим радиусом скругления может работать примерно 41 минуту до достижения стандартного предела износа, в то время как покрытая версия при тех же условиях выдерживает около 28,5 минуты. По мере износа шероховатость поверхности увеличивается, что подтверждает прямое влияние состояния инструмента на качество готовой детали. Поскольку непокрытая керамика обладает высокой термической стабильностью и меньше реагирует химически со сталью, она более эффективно противостоит агрессивной среде сухого резания по сравнению со своей покрытой аналогией.
Что это значит для промышленного производства
Проще говоря, исследование показывает, что для сухой токарной обработки этой конкретной закалённой стали тщательно подобранный непокрытый керамический инструмент может превзойти покрытый. Используя низкие подачи, умеренные глубины реза и больший радиус носка, производители могут получить более гладкие поверхности, меньшие режущие силы и больший ресурс инструмента — всё это без охлаждения. Статистические модели, разработанные авторами, помогают объяснить вклад каждого параметра в результат и дают дорожную карту для настройки промышленных процессов в схожих условиях. Для заводов, стремящихся к более чистому и эффективному производству деталей из твёрдой стали, эти выводы указывают, что более простые и надёжные керамические инструменты при оптимизированных параметрах могут быть наиболее устойчивым выбором.
Цитирование: Khellaf, A., Nouioua, M., Laouissi, A. et al. Surface integrity and machinability analysis in dry hard turning of X38CrMoV5-1 steel using coated and uncoated ceramic tools. Sci Rep 16, 12010 (2026). https://doi.org/10.1038/s41598-026-42035-8
Ключевые слова: сухая токарная обработка закалённой стали, керамические режущие инструменты, целостность поверхности, износ инструмента, обработка закалённой стали