Clear Sky Science · zh
回转锤锻中成形程度的影响
为何金属成形仍然重要
从汽车车轴到飞机起落架,我们每天依赖的许多高强度零件都是通过对热金属施加压力来塑形制造的。一类称为回转锻造的技术可以比传统压力机更快、用力更小地完成这些工作,但它常常会使零件产生轻微的变形或扭曲,导致材料浪费或需要昂贵的机加工。本文介绍并测试了一种较新的变体——回转锤锻,探讨通过改变受力方式是否能更简单地制造出更直、更精确的零件。
以另一种方式敲击同一块金属
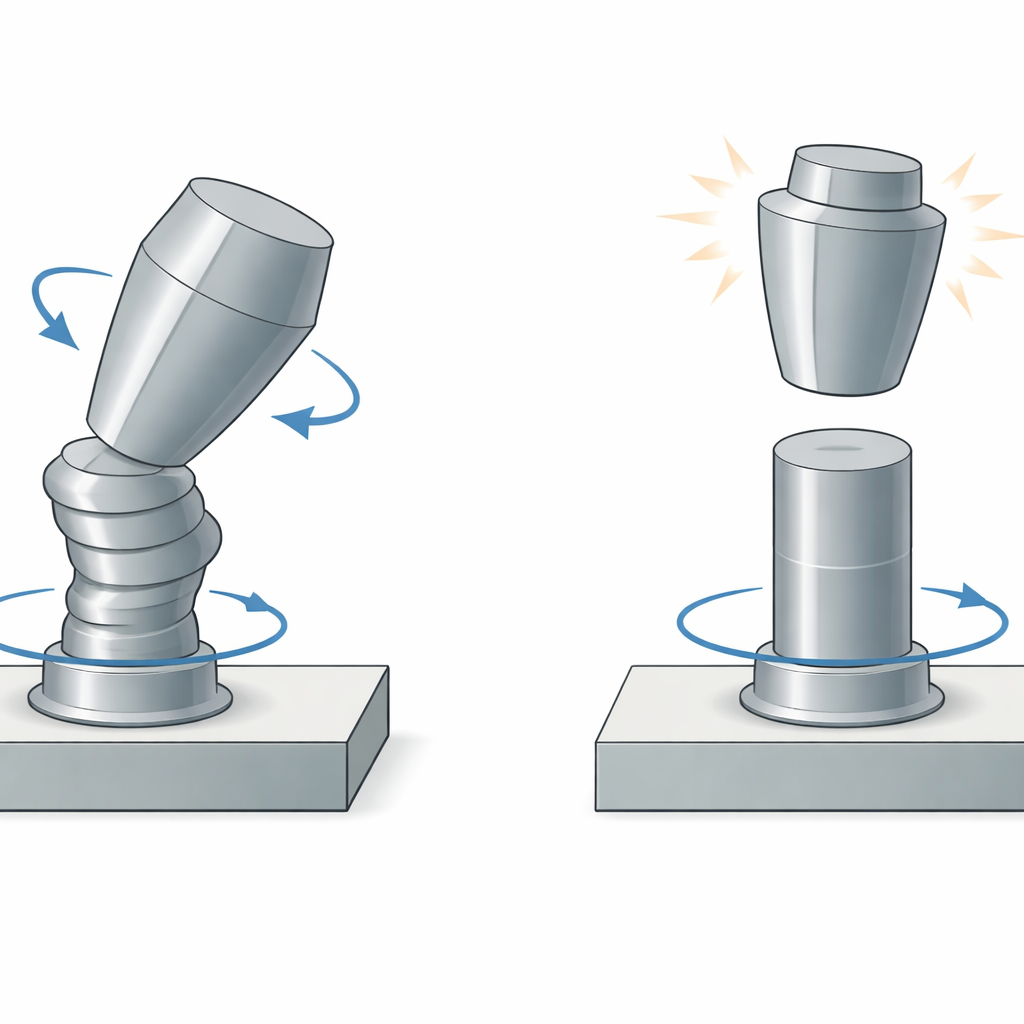
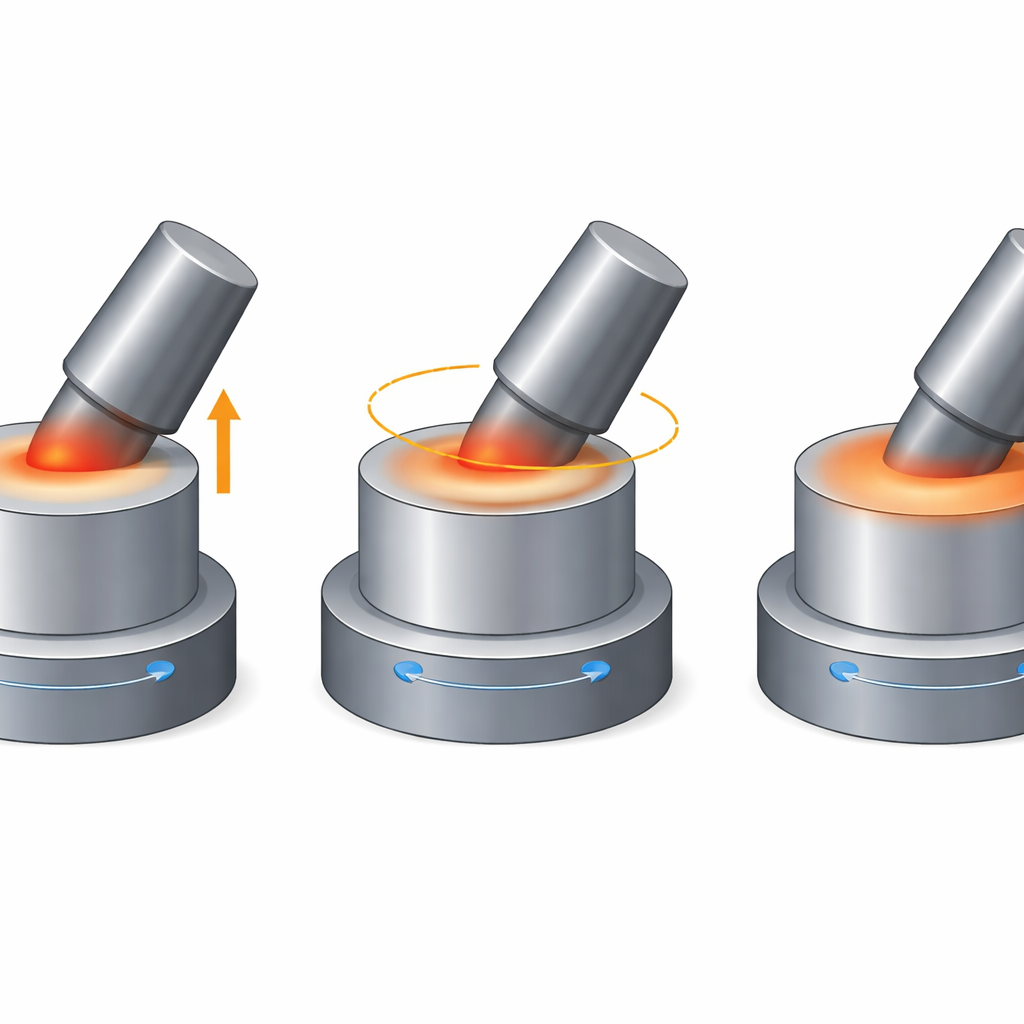
传统锻造通常是在两件对齐的模具之间对加热的金属坯块垂直挤压。回转压锻改变了这种方式:一个倾斜的锥形头只压入工件的一个小区域,同时模具和工件旋转,将压痕在表面上扫过。接触是连续的,像是稳定而滑动的推压。回转锤锻保持了相同的大体布置,但用快速、重复的敲击替代了稳压。成形头在移动时反复抬起并敲击工件,使接触变为间断。这个差别表面上看似细微,却改变了金属的流动方式以及最终形状的均匀性。
多少挤压算过多?
研究的一个关键概念是“成形程度”,它简单地衡量锻造过程中金属圆柱高度被压缩的量。想象从一个矮的金属饼开始,结束时只略短一些,和把一个高圆柱压扁到几乎相同最终高度的情形:尽管最终零件可能相似,但初始形状和受压量却大不相同。研究者在四个不同的成形程度上进行了变化,同时保持其他条件不变,如起始直径、旋转速度和成形头的倾角。实验使用软铅作为热钢的替代物,因为铅在室温下的变形行为与热钢相似,使实验更容易且更安全。
观察零件的鼓起、偏移与扭曲
对锻件测量了四类缺陷。首先,“挤出长度”是指金属通过下模孔被推送出的距离,类似于面团通过曲奇切模被挤出的情形。其次,“帽形”描述零件顶部相对于底部向外鼓起的程度。第三,“偏心度”记录最终零件中心相对于原始位置的偏移量,反映了侧向流动。最后,“扭转角”衡量顶部表面相对于底部旋转了多少,表明扫掠运动造成的扭转。上述这些指标在相同成形程度下分别对回转压锻和回转锤锻都进行了细致记录。
间断敲击带来了哪些改变
结果显示,成形程度对两种工艺都很重要,但影响方式不同。随着成形程度增加,被迫流动的金属更多,因此两者的挤出长度都上升。在中等成形程度范围内,两种方法表现相近,但在高成形程度下,压锻比锤锻更有力地将金属推出模孔。帽形在两种工艺中都在中等成形程度附近达到峰值,但锤锻的帽形始终较小,表明形状更为均匀。偏心度随着成形程度稳步增长,但锤锻下的偏心度更低,尤其在高压缩时更明显。最显著的差别在于扭转:回转压锻产生的扭转角随成形程度增大而增大,而回转锤锻的扭转明显更小,大约减少了四分之三。
对未来零件制造的意义
简单来说,把连续的挤压分解为一系列可控的锤击,使回转锻造对金属更为“友好”。回转锤锻仍能高效成形,但相比经典的压锻,它减少了鼓起、侧向漂移,尤其是扭转,即使在金属被大幅变形时也是如此。对制造商而言,这意味着通过选择合适的成形程度并采用锤击式加载,可以获得更精确的零件、减少废料并减少后续修正工序。该研究表明,回转锤锻是一条有前景的路线,可用于制造更强、更可靠的零部件,支撑我们日常生活中众多安静运转的机械。
引用: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
关键词: 回转锻造, 金属成形, 锻造缺陷, 制造工艺, 锤击锻造