Clear Sky Science · pl
Wpływ stopnia odkształcenia w kowalstwie obrotowym młotem
Dlaczego kształtowanie metalu wciąż ma znaczenie
Od osi samochodowych po podwozia samolotów — wiele z najtrwalszych elementów, na których polegamy na co dzień, powstaje przez wyciskanie rozgrzanego metalu w odpowiedni kształt. Rodzina technik nazywana kowalstwem obrotowym potrafi to robić szybko i przy mniejszych siłach niż tradycyjne prasy, ale często pozostawia części nieznacznie zniekształcone lub skręcone, co może powodować straty materiału lub wymagać kosztownej obróbki. W badaniu przedstawiono i przetestowano nowszą odmianę — kowalstwo obrotowe młotem — aby sprawdzić, czy zmiana sposobu przyłożenia siły pozwoli uzyskać prostsze, dokładniejsze części.
Nowy sposób uderzania tego samego metalu
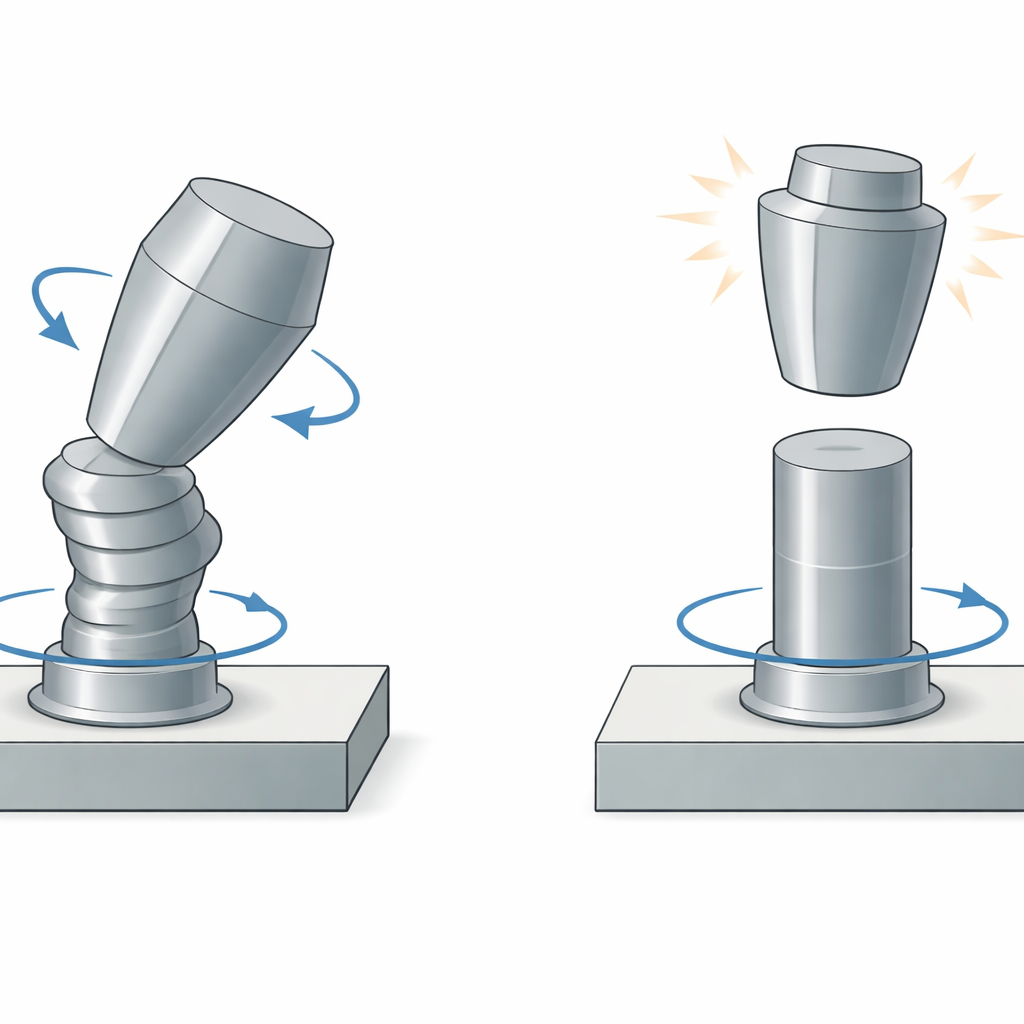
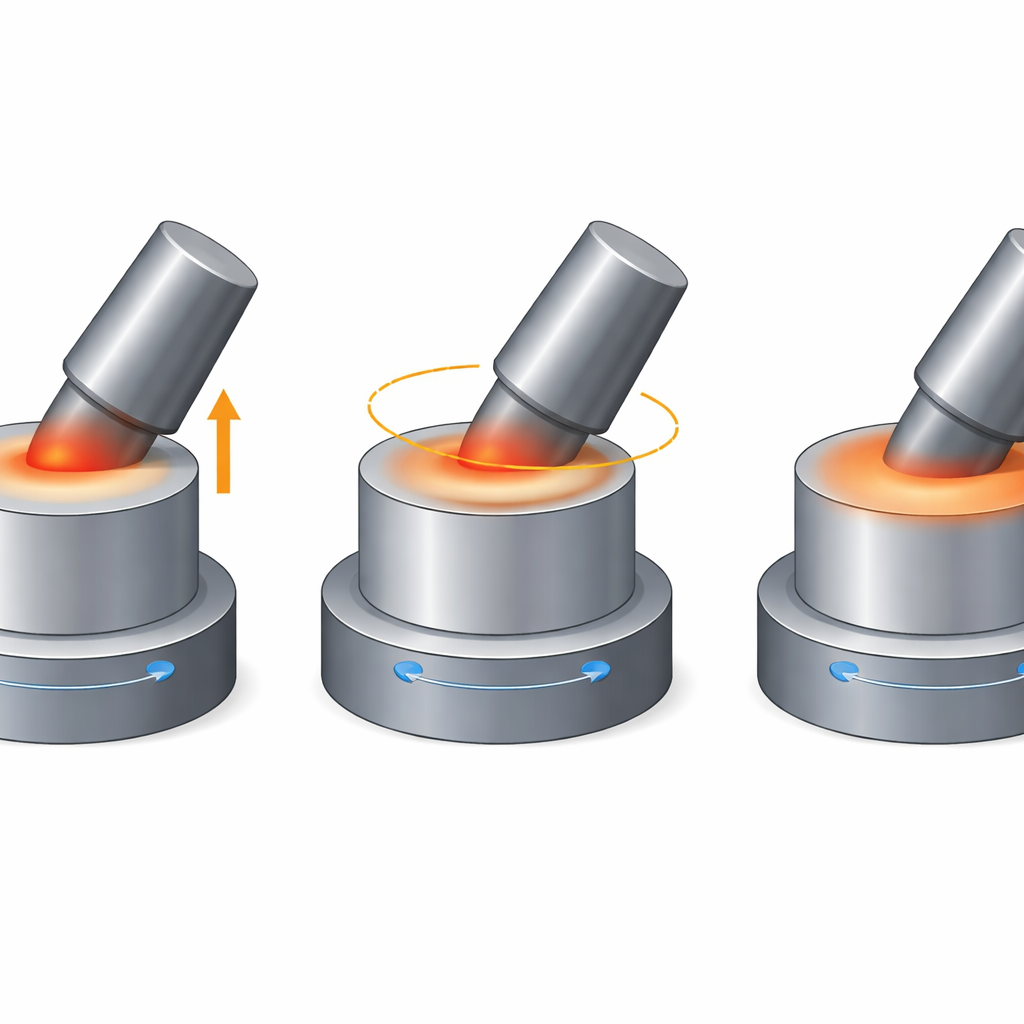
Konwencjonalne kucie zwykle polega na prostym nacisku na podgrzany blok metalu między dwoma wyrównanymi narzędziami. Kucie prasowe obrotowe zmienia ten obraz: skośna, stożkowa głowica naciska w niewielki obszar przedmiotu obrabianego, podczas gdy matryca i część się obracają, zamiatając wgniecenie po powierzchni. Kontakt jest ciągły, przypominający stanowczy, ale ślizgający się pchnięcie. Kowalstwo obrotowe młotem zachowuje podobny układ, ale zastępuje stały nacisk szybkim, powtarzanym uderzaniem. Głowica podnosi się i uderza wielokrotnie w miarę przesuwu, więc kontakt jest przerwany. Ta różnica, choć pozornie subtelna, zmienia sposób płynięcia metalu i równomierność otrzymywanego kształtu.
Ile ściskania to za dużo?
Kluczową koncepcją w badaniu jest „stopień odkształcenia”, który po prostu mierzy, o ile zmniejsza się wysokość metalowego cylindra podczas kucia. Wyobraźmy sobie rozpoczęcie od krótkiego krążka metalu i zakończenie z nieco krótszym, albo zmiażdżenie wysokiego cylindra do niemal tej samej końcowej wysokości: w obu przypadkach finalna część może być podobna, ale kształty wyjściowe i ilość ściskania są bardzo różne. Badacz zmieniał ten stopień odkształcenia na czterech poziomach, utrzymując stałe pozostałe warunki, takie jak początkowa średnica, prędkość obrotowa i kąt nachylenia głowicy formującej. Jako substytut gorącej stali użyto miękkiego ołowiu, ponieważ odkształca się w podobny sposób w temperaturze pokojowej, co ułatwia i upraszcza przeprowadzenie eksperymentów.
Obserwowanie wypukłości, przesunięć i skręceń
Na kutej części zmierzono cztery rodzaje niedoskonałości. Po pierwsze, „wysunięta długość” określa, jak daleko metal jest wypychany przez otwór w dolnej matrycy, podobnie jak ciasto przez wykrawaczkę. Po drugie, „stożkowanie” opisuje, jak bardzo wierzch części rozchodzi się na zewnątrz w porównaniu z dołem. Po trzecie, „ekscentryczność” pokazuje, o ile środek finalnej części przesunął się względem pozycji wyjściowej, co wskazuje na boczny przepływ materiału. Wreszcie „kąt skrętu” mierzy, o ile górna powierzchnia obróciła się względem dołu, co świadczy o skręceniu wywołanym ruchem zamiatającym. Wszystkie te wielkości rejestrowano uważnie zarówno dla kucia prasowego obrotowego, jak i kucia obrotowego młotem przy tych samych stopniach odkształcenia.
Co się zmienia, gdy uderzenia są impulsowe
Wyniki pokazują, że stopień odkształcenia ma znaczenie dla obu procesów, lecz w różny sposób. Wraz ze wzrostem stopnia odkształcenia więcej metalu musi się przemieścić, więc wysunięta długość rośnie w obu metodach. Do umiarkowanego stopnia odkształcenia obie techniki zachowują się podobnie, lecz przy dużych redukcjach metoda prasowa wypycha metal przez matrycę znacznie agresywniej niż metoda młotowa. Stożkowanie osiąga szczyt w okolicy średniego stopnia odkształcenia dla obu procesów, jednak jest konsekwentnie mniejsze przy młotowaniu, co wskazuje na bardziej jednorodny kształt. Ekscentryczność rośnie stopniowo wraz ze zwiększaniem stopnia odkształcenia, ale ponownie jest niższa przy młotowaniu, zwłaszcza przy dużych redukcjach. Najbardziej dramatyczna różnica dotyczy skręcenia: kucie prasowe obrotowe generuje duże kąty skrętu rosnące wraz ze stopniem odkształcenia, podczas gdy kucie obrotowe młotem utrzymuje skręcenia znacznie mniejsze, redukując je w przybliżeniu o trzy czwarte.
Co to oznacza dla przyszłych części
Mówiąc prościej, rozdzielenie ciągłego ścisku na serię kontrolowanych uderzeń młotem czyni kucie obrotowe mniej przyjaznym dla metalu w sensie zmniejszania niepożądanych efektów. Kowalstwo obrotowe młotem nadal skutecznie formuje część, ale redukuje wypukłości, boczne przesunięcia i zwłaszcza skręcenia w porównaniu z klasyczną wersją prasową, nawet przy silnym odkształceniu materiału. Dla producentów oznacza to, że odpowiedni dobór stopnia odkształcenia i zastosowanie obciążenia typu młot mogą przynieść dokładniejsze części przy mniejszych stratach materiału i mniejszej liczbie kroków korygujących. Praca wskazuje kowalstwo obrotowe młotem jako obiecującą drogę do wytwarzania mocniejszych, bardziej niezawodnych komponentów w licznych maszynach, które cicho podtrzymują współczesne życie.
Cytowanie: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Słowa kluczowe: kowalstwo obrotowe, kształtowanie metali, wady kucia, procesy produkcyjne, kowalstwo młotowe