Clear Sky Science · it
Effetto del grado di deformazione nella forgiatura rotativa a martello
Perché modellare il metallo è ancora importante
Dai semiassi delle auto agli organi d’atterraggio degli aeromobili, molte delle parti più resistenti di cui ci avvaliamo ogni giorno vengono ottenute comprimendo il metallo caldo nella forma desiderata. Una famiglia di tecniche chiamata forgiatura rotativa può farlo rapidamente e con meno forza rispetto alle presse tradizionali, ma spesso lascia i pezzi leggermente deformati o attorcigliati, il che può comportare spreco di materiale o lavorazioni meccaniche costose. Questo studio introduce e mette alla prova una variante più recente, la forgiatura rotativa a martello, per verificare se possa produrre pezzi più dritti e più precisi semplicemente cambiando il modo in cui la forza è applicata.
Un nuovo modo di colpire lo stesso metallo
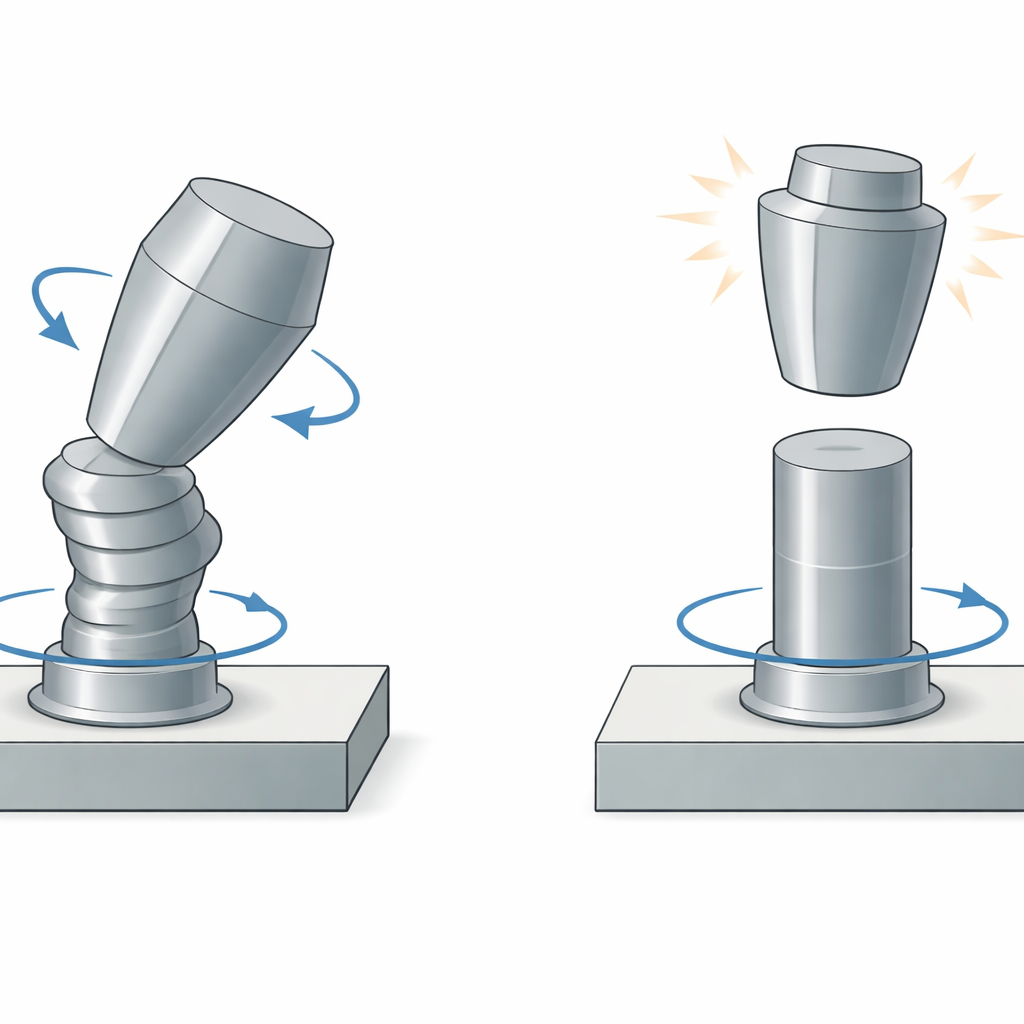
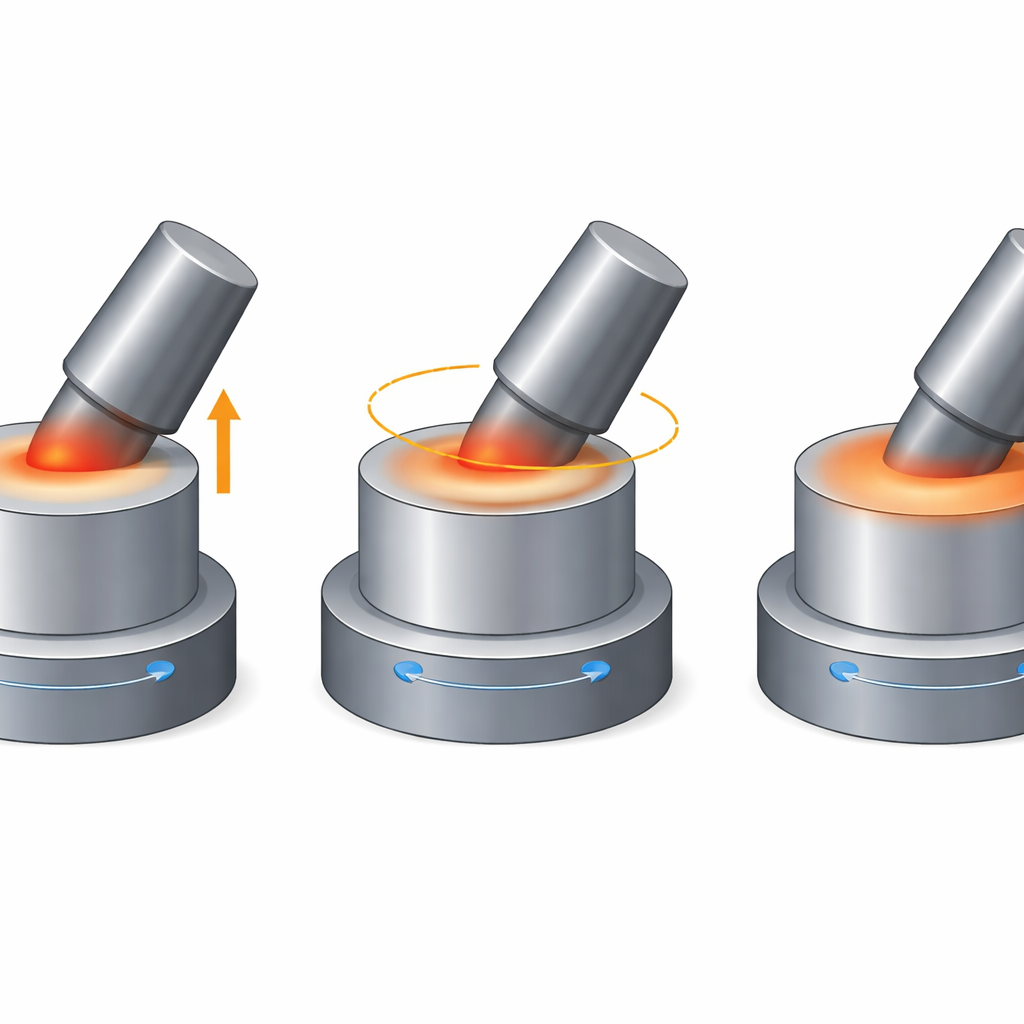
La forgiatura convenzionale di solito spinge verso il basso un blocco di metallo riscaldato tra due utensili allineati. La forgiatura con pressa rotativa cambia questo schema: una testa conica inclinata preme su una piccola area del pezzo mentre la matrice e il pezzo ruotano, facendo scorrere l’impronta sulla superficie. Il contatto è continuo, come una spinta ferma ma scorrevole. La forgiatura rotativa a martello mantiene lo stesso layout generale ma sostituisce la spinta costante con colpi rapidi e ripetuti. La testa si solleva e colpisce il pezzo molte volte mentre si muove, interrompendo il contatto. Questa differenza, sebbene sottile nell’aspetto, cambia il modo in cui il metallo fluisce e quanto uniformemente viene prodotta la forma finale.
Quanto schiacciare è troppo?
Un concetto chiave nello studio è il “grado di deformazione”, che misura semplicemente quanto viene ridotta l’altezza del cilindro di metallo durante la forgiatura. Immaginate di partire da una piccola pastiglia di metallo e finire con una leggermente più bassa rispetto a schiacciare un cilindro alto fino a quasi la stessa altezza finale: in entrambi i casi il pezzo finale potrebbe essere simile, ma le forme iniziali e la quantità di schiacciamento sono molto diverse. Il ricercatore ha variato questo grado di deformazione su quattro livelli mantenendo costanti altre condizioni, come il diametro iniziale, la velocità di rotazione e l’angolo di inclinazione della testa di formatura. È stato usato piombo morbido come sostituto dell’acciaio caldo, perché si deforma in modo simile a temperatura ambiente, rendendo gli esperimenti più facili e sicuri da eseguire.
Osservare rigonfiamenti, spostamenti e torsioni
Quattro tipi di imperfezioni sono stati misurati sui pezzi forgiati. Primo, la “lunghezza estrusa” indica quanto il metallo viene spinto attraverso il foro della matrice inferiore, come l’impasto attraverso una formina. Secondo, il “rigonfiamento” descrive quanto la parte superiore del pezzo si allarga rispetto al fondo. Terzo, l’“eccentricità” cattura quanto il centro del pezzo finale si è spostato dalla posizione originale, indicando flusso laterale. Infine, l’“angolo di torsione” misura quanto la superficie superiore si è ruotata rispetto al fondo, segno che il moto di scorrimento ha attorcigliato il pezzo. Tutti questi parametri sono stati registrati con cura sia per la forgiatura rotativa con pressa sia per quella a martello lungo gli stessi gradi di deformazione.
Cosa cambia quando i colpi sono pulsati
I risultati mostrano che il grado di deformazione conta per entrambi i processi, ma in modi diversi. All’aumentare del grado di deformazione, più metallo è obbligato a fluire, quindi la lunghezza estrusa aumenta per entrambi i metodi. Fino a una deformazione moderata i due si comportano in modo simile, ma ad alti gradi di deformazione il metodo a pressa spinge il metallo attraverso la matrice in maniera molto più aggressiva rispetto al metodo a martello. Il rigonfiamento raggiunge il picco intorno a un grado intermedio in entrambi i processi, tuttavia è costantemente minore con la martellatura, indicando una forma più uniforme. L’eccentricità cresce in modo continuo all’aumentare del grado di deformazione, ma risulta comunque inferiore con la martellatura, specialmente nelle alte riduzioni. La differenza più marcata riguarda la torsione: la forgiatura rotativa con pressa produce grandi angoli di torsione che aumentano con il grado di deformazione, mentre la forgiatura rotativa a martello mantiene la torsione molto più contenuta, riducendola di circa tre quarti.
Cosa significa per i pezzi futuri
In termini semplici, spezzare una spinta continua in una serie di colpi di martello controllati rende la forgiatura rotativa più gentile con il metallo. La forgiatura rotativa a martello continua a sagomare il pezzo in modo efficiente, ma riduce il rigonfiamento, lo spostamento laterale e soprattutto la torsione rispetto alla versione classica a pressa, anche quando il metallo è fortemente deformato. Per i produttori, questo significa che scegliendo il grado di deformazione adeguato e usando un carico in stile martello, si possono ottenere pezzi più precisi con meno scarto e meno operazioni correttive. Il lavoro suggerisce la forgiatura rotativa a martello come una strada promettente per componenti più robusti e più affidabili nelle molte macchine che silenziosamente sostengono la vita moderna.
Citazione: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Parole chiave: forgiatura rotativa, formatura dei metalli, difetti di forgiatura, processi di produzione, forgiatura a martello