Clear Sky Science · sv
Påverkan av formningsgrad vid roterande stanssmide
Varför formning av metall fortfarande spelar roll
Från bilaxlar till flygplansstöd är många av de starkaste komponenterna vi förlitar oss på dagligen tillverkade genom att pressa het metall till önskad form. En familj tekniker som kallas roterande smide kan göra detta snabbt och med mindre kraft än traditionella pressar, men metoderna lämnar ofta detaljer något deformerade eller vridna, vilket kan leda till materialspill eller kräva kostsam bearbetning. Denna studie introducerar och testar en nyare variant, roterande hammarsmide, för att undersöka om den kan ge rakare och mer precisa delar enbart genom att ändra hur kraften appliceras.
Ett nytt sätt att slå samma metall
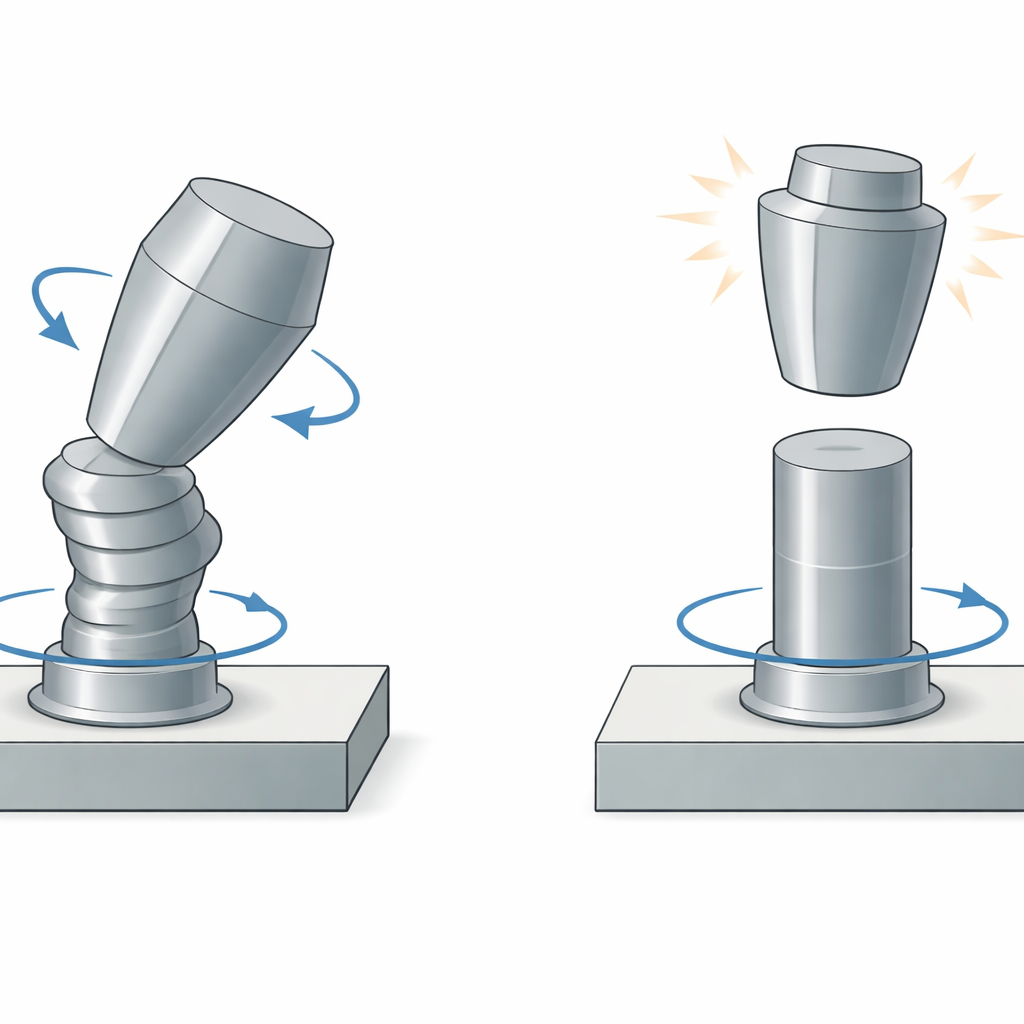
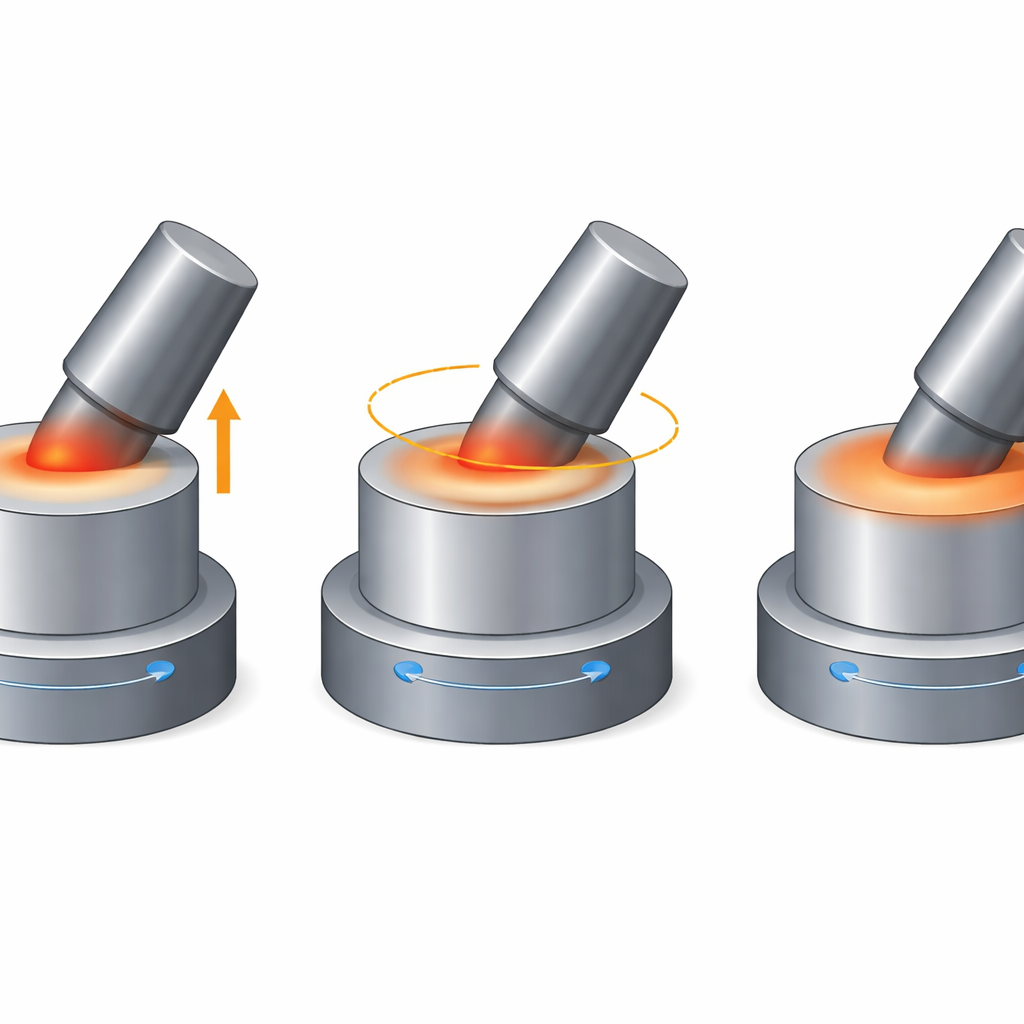
Konventionellt smide trycker vanligtvis rakt ner på ett upphettat metallstycke mellan två linjerade verktyg. Roterande presssmide ändrar bilden: ett lutande, konformat huvud pressar in i en liten yta på arbetsstycket medan matrisen och delen roterar och sveper intrycket över ytan. Kontakten är kontinuerlig, som ett stadigt men glidande tryck. Roterande hammarsmide behåller samma övergripande uppställning men ersätter det jämna trycket med snabba, upprepade slag. Huvudet lyfter och slår mot arbetsstycket många gånger medan det rör sig, så kontakten blir avbruten. Denna skillnad, även om den ser subtil ut, förändrar hur metallen flyter och hur jämnt den slutliga formen framställs.
Hur mycket pressning är för mycket?
En central idé i studien är "formningsgraden", som enkelt mäter hur mycket höjden på metallcylindern reduceras under smidet. Föreställ dig att du börjar med en kort metallskiva och slutar med en något kortare sådan versus att du krossar en lång cylinder ner till nästan samma slutliga höjd: i båda fallen kan slutdelen likna varandra, men utgångsformerna och mängden pressning skiljer sig mycket. Forskaren varierade denna formningsgrad över fyra nivåer samtidigt som andra villkor hölls konstanta, såsom startdiameter, rotationshastighet och lutningsvinkel på formningshuvudet. Mjukt bly användes som ersättning för varmt stål, eftersom det deformeras på liknande sätt i rumstemperatur, vilket gjorde experimenten enklare och säkrare att genomföra.
Att observera hur delar buktar, vandrar och vrider sig
Fyra typer av imperfektioner mättes på de smidda delarna. För det första är "extruderad längd" hur långt metallen pressas genom hålet i den undre matrisen, som deg genom en kakform. För det andra beskriver "champinjonbildning" hur mycket toppen av delen fläktar ut jämfört med botten. För det tredje fångar "excentricitet" hur långt den slutliga delens centrum har förskjutits från sitt ursprungliga läge, vilket indikerar sidoflöden. Slutligen mäter "vridningsvinkel" hur mycket toppytan har roterat relativt botten, ett tecken på att svepande rörelse har vridit delen. Alla dessa mättes noggrant för både roterande press- och roterande hammarsmide över samma formningsgrader.
Vad förändras när slagen är pulserade
Resultaten visar att formningsgraden påverkar båda processerna, men på olika sätt. När formningsgraden ökar tvingas mer material att flyta, så den extruderade längden ökar för båda metoderna. Upp till en måttlig grad beter sig de två likartat, men vid höga formningsgrader pressar pressmetoden material genom matrisen mycket mer aggressivt än hammarmetoden. Champinjonbildningen når en topp kring en medelhög formningsgrad för båda processerna, men är konsekvent mindre vid hammarsmide, vilket tyder på en jämnare form. Excentriciteten ökar stadigt när formningsgraden ökar, men är återigen lägre vid hammarsmide, särskilt vid stor reduktion. Den mest dramatiska skillnaden syns i vridningen: roterande presssmide ger stora vridningsvinklar som växer med formningsgraden, medan roterande hammarsmide håller vridningen mycket mindre och minskar den ungefär till en fjärdedel.
Vad detta betyder för framtida delar
Enkelt uttryckt gör uppdelningen av ett kontinuerligt tryck i en serie kontrollerade hammarslag roterande smide mildare mot metallen. Roterande hammarsmide formar fortfarande delen effektivt, men minskar utbuktning, sidoförskjutning och särskilt vridning jämfört med den klassiska pressvarianten, även när metallen deformas kraftigt. För tillverkare innebär detta att genom att välja rätt formningsgrad och använda hammarliknande belastning kan de få mer precisa delar med mindre spill och färre korrigerande steg. Arbetet pekar på roterande hammarsmide som en lovande väg till starkare, mer pålitliga komponenter i de många maskiner som tyst stödjer det moderna livet.
Citering: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Nyckelord: roterande smide, metallformning, smidesdefekter, tillverkningsprocesser, hammarsmide