Clear Sky Science · nl
Invloed van de vervormingsgraad bij roterend hamersmeedwerk
Waarom het vormen van metaal nog steeds belangrijk is
Van autoassen tot landingsgestellen van vliegtuigen: veel van de sterkste onderdelen waarop we dagelijks vertrouwen worden gemaakt door heet metaal in vorm te persen. Een groep technieken die roterend smeden heet, kan dit snel en met minder kracht dan traditionele persen, maar laat vaak onderdelen licht vervormd of gedraaid achter, wat materiaalverspilling of kostbare nabewerking kan veroorzaken. Deze studie introduceert en test een nieuwere variant, roterend hamersmeden, om te onderzoeken of die door de manier waarop de kracht wordt toegepast te veranderen, eenvoudigweg rechtere en nauwkeuriger onderdelen kan opleveren.
Een nieuwe manier om hetzelfde metaal te raken
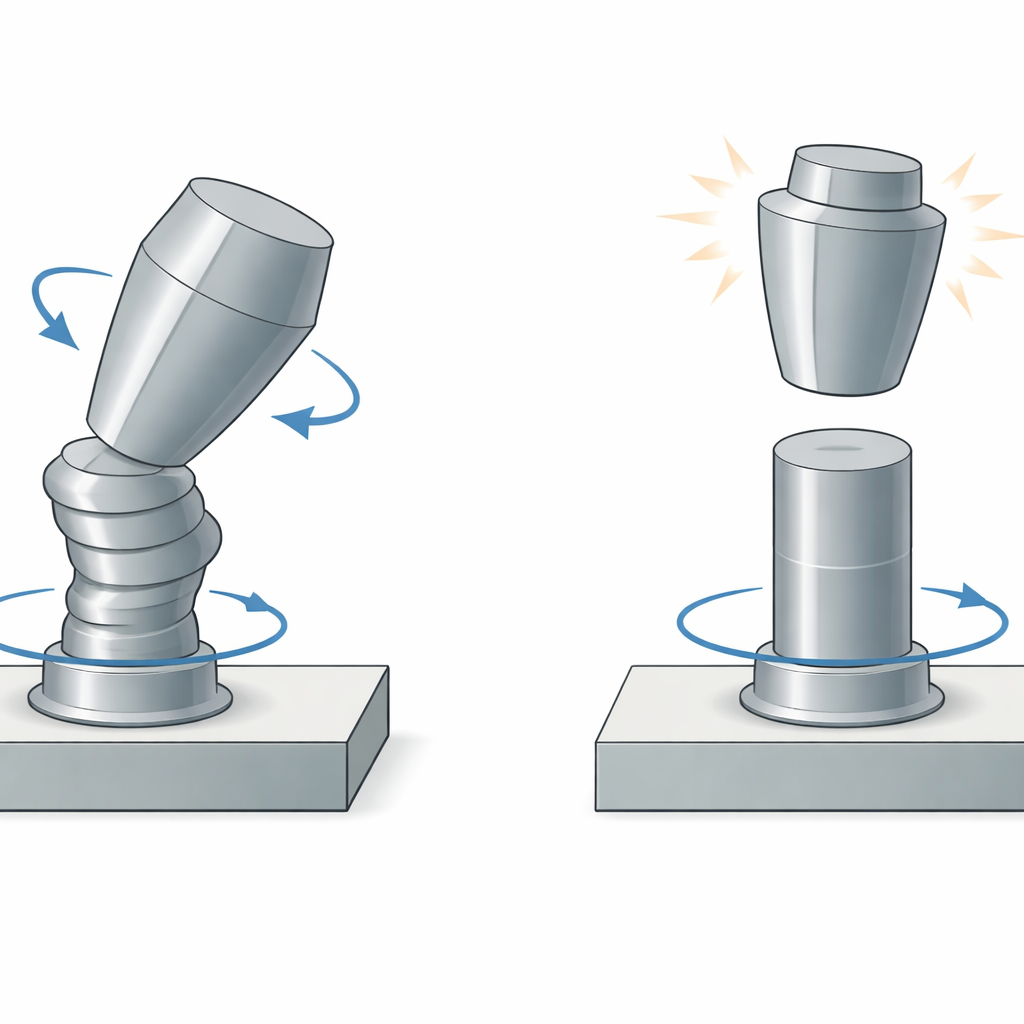
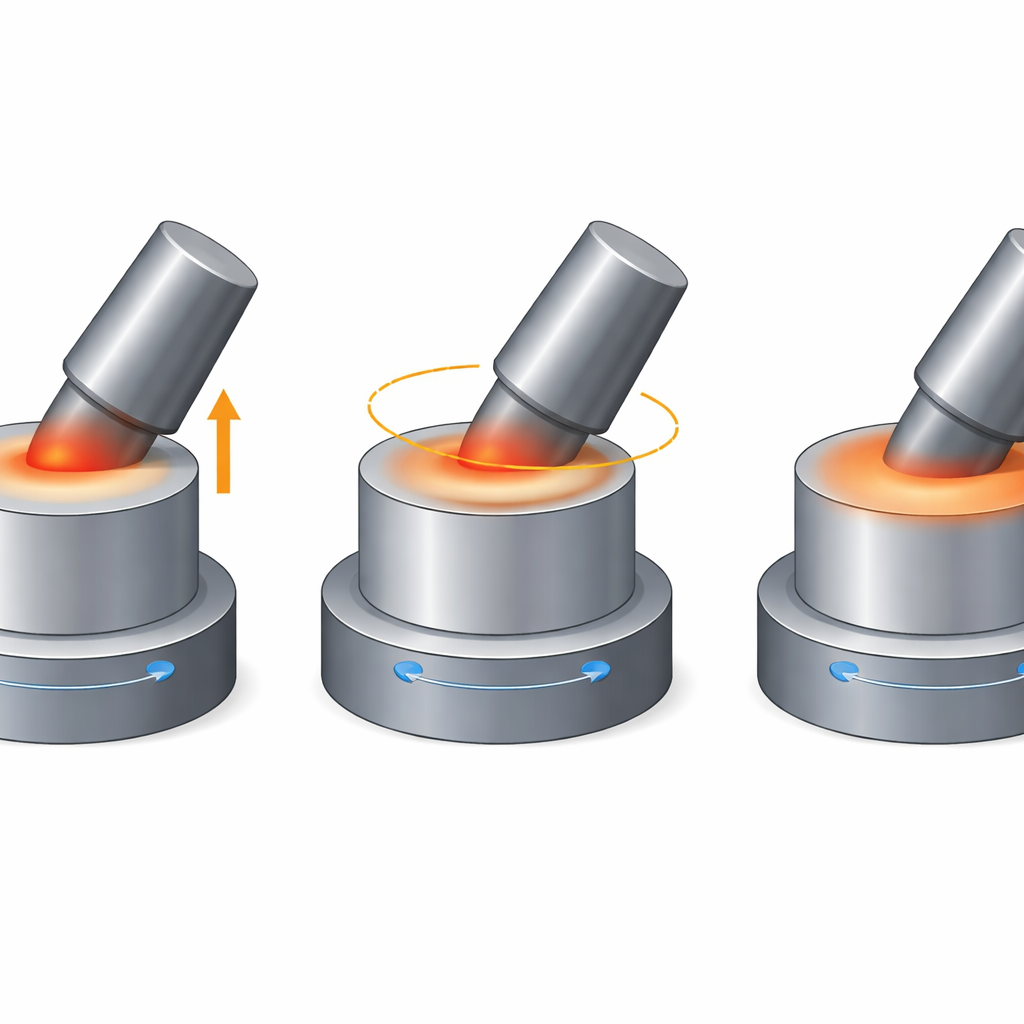
Conventioneel smeden drukt doorgaans recht naar beneden op een verwarmd blok metaal tussen twee uitgelijnde gereedschappen. Roterend perssmeden verandert dit beeld: een gekanteld, kegelvormig kopstuk drukt op een klein oppervlak van het werkstuk terwijl de matrijs en het onderdeel roteren, waardoor de indrukking over het oppervlak wordt geveegd. Het contact is continu, als een stevige maar glijdende duw. Roterend hamersmeden houdt dezelfde algemene opstelling aan, maar vervangt de constante druk door snelle, herhaalde slagen. Het kopstuk tilt op en slaat het werkstuk vele malen terwijl het beweegt, waardoor het contact onderbroken is. Dit verschil, hoewel subtiel in uiterlijk, verandert hoe het metaal vloeit en hoe gelijkmatig de eindvorm wordt geproduceerd.
Hoeveel samenpersen is te veel?
Een kernidee in de studie is de “vervormingsgraad”, die eenvoudig meet hoeveel de hoogte van de metalen cilinder wordt verminderd tijdens het smeden. Stel je voor dat je begint met een korte metalen schijf en eindigt met een iets kortere, versus dat je een hoge cilinder bijna tot dezelfde eindhoogte platdrukt: in beide gevallen kan het einddeel vergelijkbaar zijn, maar de beginsituaties en de hoeveelheid samenpersen zijn heel verschillend. De onderzoeker varieerde deze vervormingsgraad over vier niveaus terwijl andere condities constant werden gehouden, zoals de begindiameter, rotatiesnelheid en kantelhoek van het kopstuk. Zacht lood werd gebruikt als plaatsvervanger voor heet staal, omdat het op kamertemperatuur op een vergelijkbare manier plastisch vervormt, waardoor de experimenten eenvoudiger en veiliger uit te voeren waren.
Kijken naar uitzetting, weglopen en verdraaiing van onderdelen
Er werden vier soorten imperfecties gemeten op de gesmede onderdelen. Ten eerste is de “geëxtrudeerde lengte” hoe ver het metaal door het gat in de onderste matrijs wordt geduwd, vergelijkbaar met deeg door een uitsteker. Ten tweede beschrijft “mushrooming” hoeveel de bovenkant van het onderdeel naar buiten is opgezwollen ten opzichte van de onderkant. Ten derde vangt “eccentriciteit” hoe ver het middelpunt van het einddeel is afgedreven van zijn oorspronkelijke positie, wat duidt op zijdelingse stroom. Ten slotte meet de “draaihoek” hoeveel het bovenvlak ten opzichte van de onderkant is gedraaid, een teken dat de veegbeweging het onderdeel heeft verdraaid. Al deze grootheden werden zorgvuldig geregistreerd voor zowel roterend perssmeden als roterend hamersmeden over dezelfde vervormingsgraden.
Wat verandert wanneer de slagen gepulseerd worden
De resultaten tonen aan dat de vervormingsgraad van belang is voor beide processen, maar op verschillende manieren. Naarmate de vervormingsgraad toeneemt, moet meer metaal stromen, dus neemt de geëxtrudeerde lengte voor beide methoden toe. Tot een matige vervorming gedragen de twee zich vergelijkbaar, maar bij hoge vervormingsgraden duwt de persmethode metaal veel agressiever door de matrijs dan de hamermethode. Mushrooming piekt rond een middelmatige vervormingsgraad voor beide processen, maar is consequent kleiner bij hamersmeden, wat wijst op een gelijkmatiger vorm. Eccentriciteit groeit gestaag naarmate de vervormingsgraad toeneemt, maar is ook lager bij hamersmeden, vooral bij grote reductie. Het meest opvallende verschil betreft het verdraaien: roterend perssmeden veroorzaakt grote draaihoeken die toenemen met de vervormingsgraad, terwijl roterend hamersmeden de verdraaiing veel kleiner houdt en deze ruwweg met driekwart vermindert.
Wat dit betekent voor toekomstige onderdelen
In eenvoudige termen: het opdelen van een continue druk tot een reeks gecontroleerde hamerslagen maakt roterend smeden vriendelijker voor het metaal. Roterend hamersmeden vormt het onderdeel nog steeds efficiënt, maar vermindert uitzetting, zijwaartse verplaatsing en vooral verdraaiing vergeleken met de klassieke persvariant, zelfs bij sterke vervorming van het metaal. Voor fabrikanten betekent dit dat ze door de juiste vervormingsgraad te kiezen en hamerslagbelasting te gebruiken, nauwkeurigere onderdelen met minder afval en minder corrigerende stappen kunnen krijgen. Het werk wijst op roterend hamersmeden als een veelbelovende route naar sterkere, betrouwbaardere componenten in de vele machines die stilletjes de moderne samenleving ondersteunen.
Bronvermelding: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Trefwoorden: roterend smeden, metaalvormgeving, smeedfouten, productieprocessen, hamersmeden