Clear Sky Science · ja
回転ハンマーフォージングにおける成形度の影響
金属を形作ることが今なお重要な理由
自動車のアクスルから航空機の着陸装置まで、日常的に頼りにしている最も強靭な部品の多くは、熱した金属を押し縮めて成形することで作られています。回転鍛造と呼ばれる手法群は、従来のプレスよりも短時間で、より小さな力でこれを行えますが、部品にわずかな歪みやねじれを残すことが多く、材料の無駄や高価な機械加工を招くことがあります。本研究は、この問題に対して新しい派生法である回転ハンマーフォージングを導入・検証し、力のかけ方を変えるだけでよりまっすぐで精度の高い部品が得られるかを調べています。
同じ金属を打つ、新しいやり方
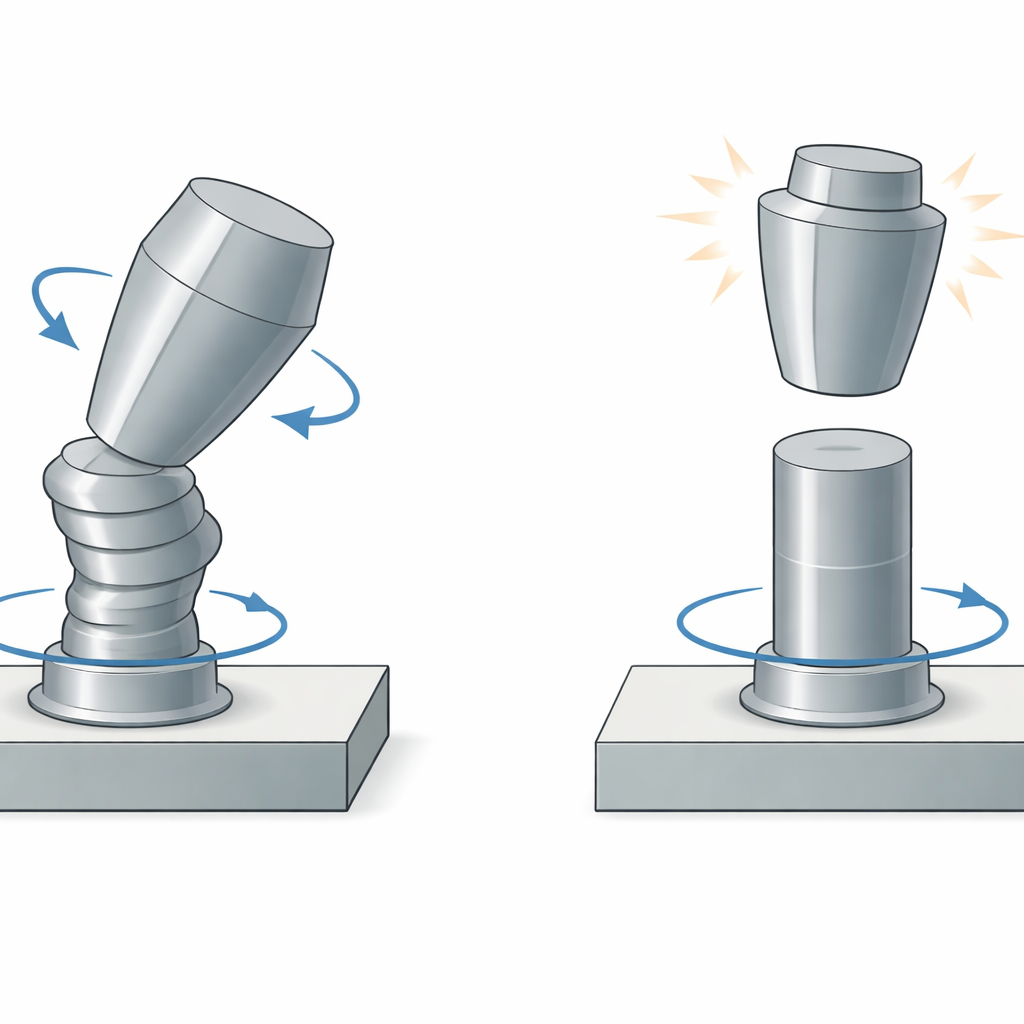
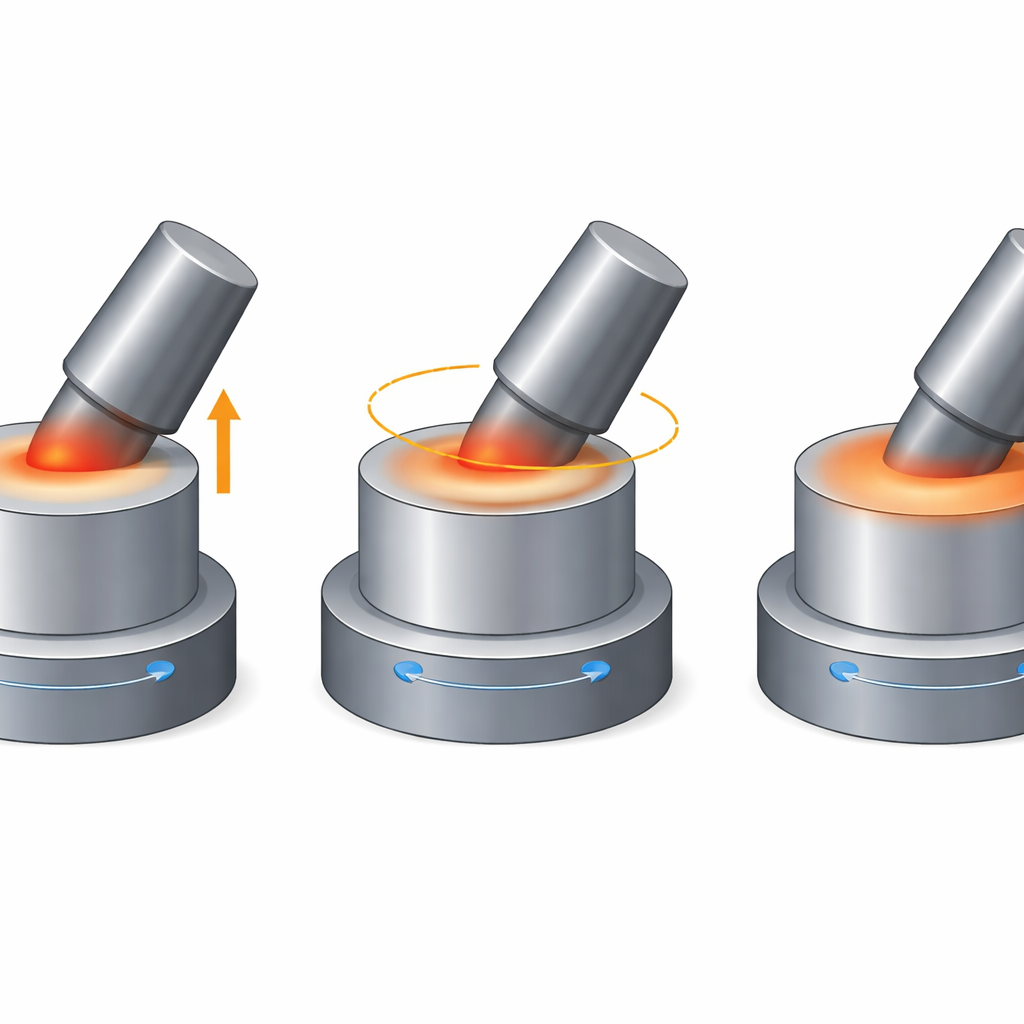
従来の鍛造では、加熱した金属塊を上下面の合わせられた工具でまっすぐ押し潰します。回転プレス鍛造はこの図式を変えます:傾いた円錐形のヘッドが被加工物のごく一部に押し当てられ、ダイと部品が回転することでその押し込み跡が表面に沿って掃くように移動します。この接触は連続的で、しっかりと滑るような押し込みです。回転ハンマーフォージングは基本的な配置は保持しつつ、一定の押し込みを速い連続打撃に置き換えます。ヘッドが持ち上がり、移動しながら被加工物を何度も打ち付けるため接触は断続的になります。この違いは見た目には微妙ですが、金属の流れ方や最終形状の均一性に影響を与えます。
どれだけ押し潰すのが多すぎるのか?
本研究の重要な概念は「成形度」で、鍛造中に金属円筒の高さがどれだけ減少したかを単純に示す指標です。短い金属パックを少し短くする場合と、高い円筒をほぼ同じ最終高さまで潰す場合を想像してください。最終部品は似ているかもしれませんが、初期形状と押し潰しの量は大きく異なります。研究者は成形度を4段階に変化させ、開始直径、回転速度、成形ヘッドの傾斜角など他の条件は一定に保ちました。加熱鋼の代わりに軟らかい鉛を用いました。鉛は室温で似た変形挙動を示すため、実験を容易かつ安全に行うことができます。
部品の膨らみ、横ずれ、ねじれを観測する
鍛造された部品には4種類の欠陥が計測されました。まず「押し出し長さ」は、下ダイの穴を通して金属がどれだけ押し出されたかで、クッキー型から生地が押し出される様子に似ています。次に「マッシュルーミング(かさ上がり)」は、底部に比べて部品の上部がどれだけ外向きに広がったかを示します。三つ目の「偏心」は、最終部品の中心が元の位置からどれだけずれたかを示し、側方への流れを示す指標です。最後に「ねじれ角」は、掃くような動きによって上面が下面に対してどれだけ回転したかを測るもので、部品がねじれた指標となります。これらはすべて、同一の成形度条件下で回転プレスと回転ハンマーの両方について丁寧に記録されました。
打撃が断続すると何が変わるか
結果は、成形度が両プロセスで重要だが、影響の出方が異なることを示しています。成形度が増すと、より多くの金属が流されるため、押し出し長さは両法で増加します。中程度までの成形では両者の挙動は類似していますが、高い成形度ではプレス法の方がダイを通してより積極的に金属を押し出します。マッシュルーミングは両法で中間の成形度付近でピークを示しますが、ハンマリングの方が常に小さく、形状がより均一であることを示しています。偏心は成形度の増加に伴って着実に増加しますが、こちらもハンマリングでより低く、とくに高い圧縮で差が顕著です。最も劇的な違いはねじれにあり、回転プレス鍛造では成形度とともに大きなねじれ角が生じますが、回転ハンマーフォージングではねじれがはるかに小さく、概ね約4分の1に抑えられています。
これは将来の部品に何を意味するか
簡単に言えば、連続した押圧を制御された一連のハンマー打撃に分解することで、回転鍛造は金属に対してより穏やかになります。回転ハンマーフォージングは依然として効率的に部品を成形しますが、出っ張り、側方への流れ、そして特にねじれを古典的なプレス法に比べて減らします。たとえ金属が大きく変形してもその効果は見られます。製造業者にとっては、適切な成形度を選びハンマー型の荷重を用いることで、より正確な部品をより少ない廃棄と修正工程で得られることを意味します。本研究は、回転ハンマーフォージングが現代の多くの機械を支える、より強く信頼性の高い部品を生み出す有望な手段であることを示唆しています。
引用: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
キーワード: 回転鍛造, 金属成形, 鍛造欠陥, 製造プロセス, ハンマー鍛造