Clear Sky Science · pt
Efeito do grau de conformação na forjaria rotativa por martelo
Por que moldar metal continua a ser importante
De eixos de automóveis a trens de pouso de aeronaves, muitas das peças mais resistentes que usamos todos os dias são feitas pressionando metal aquecido até obter a forma desejada. Uma família de técnicas chamada forjamento rotativo consegue isso com rapidez e exigindo menos força do que prensas tradicionais, mas frequentemente deixa as peças levemente distorcidas ou torcidas, o que pode gerar desperdício de material ou exigir usinagem dispendiosa. Este estudo apresenta e testa uma variante mais recente, o forjamento rotativo por martelo, para verificar se ele pode produzir peças mais retas e mais precisas apenas alterando a maneira como a força é aplicada.
Uma nova forma de atingir o mesmo metal
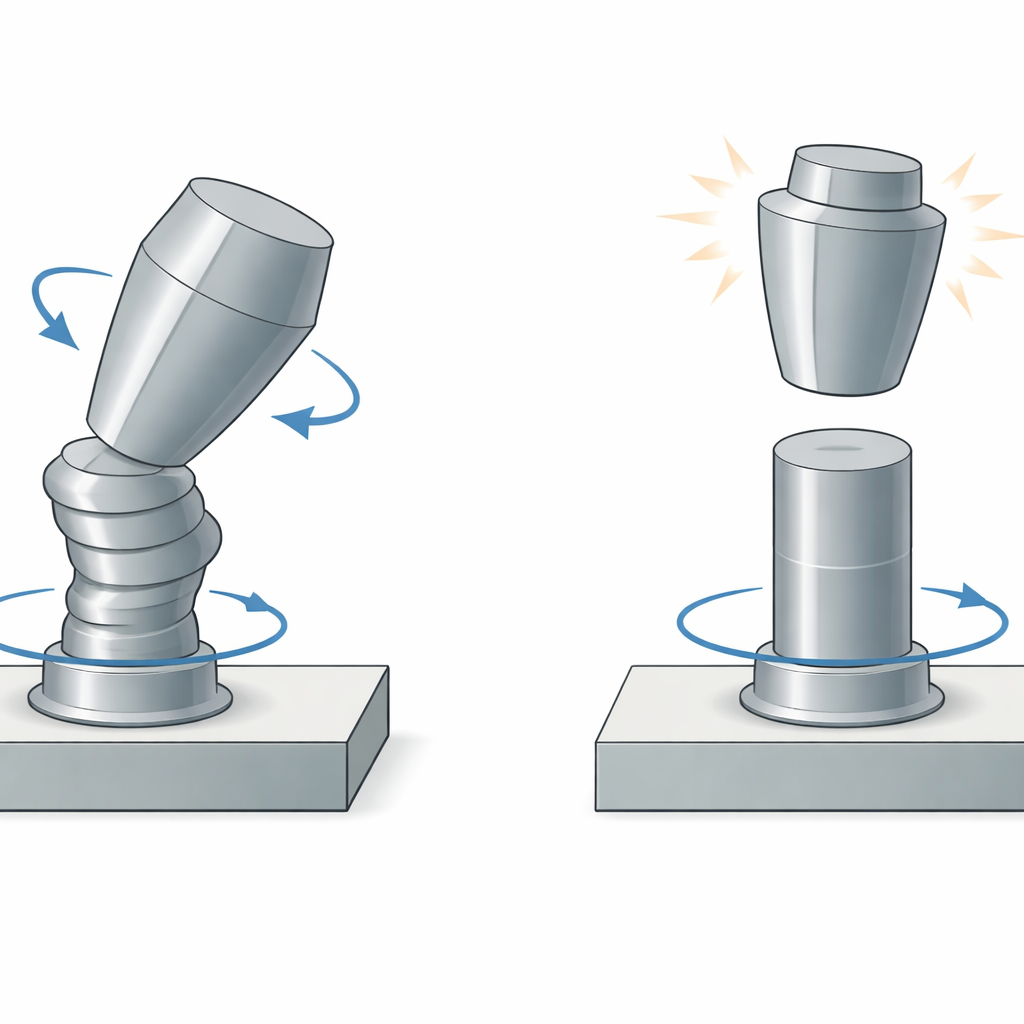
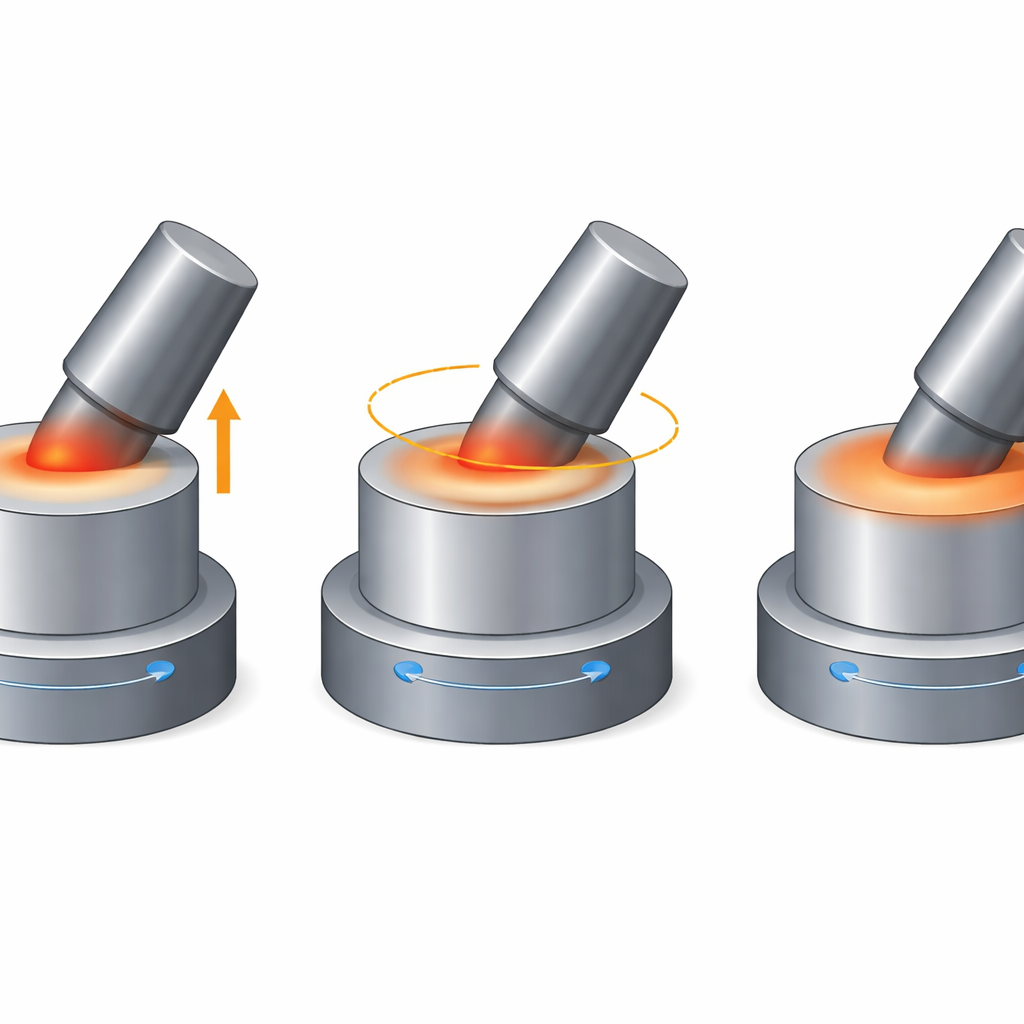
O forjamento convencional normalmente empurra verticalmente um bloco de metal aquecido entre duas ferramentas alinhadas. O forjamento em prensa rotativa altera esse quadro: uma cabeça inclinada, em forma de cone, pressiona apenas um pequeno ponto da peça enquanto a matriz e a peça giram, varrendo a indentação pela superfície. O contato é contínuo, como um empurrão firme mas deslizante. O forjamento rotativo por martelo mantém a mesma disposição geral, mas substitui o empurrão contínuo por golpes rápidos e repetidos. A cabeça se eleva e golpeia a peça muitas vezes enquanto se desloca, de modo que o contato fica interrompido. Essa diferença, embora sutil na aparência, altera como o metal flui e quão uniforme é a forma final produzida.
Quanto de compressão é demais?
Uma ideia central do estudo é o “grau de conformação”, que mede simplesmente quanto a altura do cilindro de metal é reduzida durante o forjamento. Imagine começar com um disco de metal curto e terminar com um um pouco mais baixo, versus esmagar um cilindro alto até quase a mesma altura final: em ambos os casos a peça final pode ser semelhante, mas as formas iniciais e a quantidade de compressão são bem diferentes. O pesquisador variou esse grau de conformação em quatro níveis mantendo outras condições fixas, como o diâmetro inicial, a velocidade de rotação e o ângulo de inclinação da cabeça de conformação. Chumbo macio foi usado como substituto do aço quente, porque se deforma de modo semelhante à temperatura ambiente, facilitando e tornando mais seguro a realização dos experimentos.
Observando inchaço, deslocamento e torção das peças
Quatro tipos de imperfeições foram medidos nas peças forjadas. Primeiro, o “comprimento extrudado” é até onde o metal é forçado a passar pelo orifício na matriz inferior, como massa passando por um cortador de biscoitos. Segundo, o “inchaço” descreve quanto o topo da peça se alarga em comparação com a base. Terceiro, a “excentricidade” captura o quanto o centro da peça final se deslocou da posição original, indicando fluxo lateral. Por fim, o “ângulo de torção” mede quanto a superfície superior rodou em relação à inferior, um sinal de que o movimento varrido torceu a peça. Todos esses parâmetros foram registrados cuidadosamente tanto para o forjamento em prensa rotativa quanto para o forjamento rotativo por martelo, ao longo dos mesmos graus de conformação.
O que muda quando os golpes são pulsados
Os resultados mostram que o grau de conformação importa em ambos os processos, mas de maneiras diferentes. À medida que o grau de conformação aumenta, mais metal é forçado a fluir, de modo que o comprimento extrudado sobe para ambos os métodos. Até um nível moderado de conformação, os dois se comportam de forma semelhante, mas em altos graus de conformação o método de prensa empurra o metal através da matriz de forma muito mais agressiva do que o método por martelo. O inchaço atinge um pico em torno de um grau médio de conformação para ambos os processos, mas é consistentemente menor com o forjamento por martelo, indicando uma forma mais uniforme. A excentricidade cresce de forma contínua à medida que o grau de conformação aumenta, porém novamente é menor com o martelo, especialmente em grandes reduções. A diferença mais dramática está na torção: o forjamento em prensa rotativa produz ângulos de torção grandes que crescem com o grau de conformação, enquanto o forjamento rotativo por martelo mantém a torção muito menor, reduzindo-a em cerca de três quartos.
O que isso significa para peças futuras
Em termos simples, fracionar uma compressão contínua em uma série de golpes controlados torna o forjamento rotativo mais gentil com o metal. O forjamento rotativo por martelo ainda conforma a peça de forma eficiente, mas reduz o inchaço, o deslocamento lateral e, especialmente, a torção em comparação com a versão clássica em prensa, mesmo quando o metal é fortemente deformado. Para os fabricantes, isso significa que, ao escolher o grau de conformação adequado e utilizar carregamento tipo martelo, é possível obter peças mais precisas com menos desperdício e menos etapas corretivas. O trabalho aponta o forjamento rotativo por martelo como uma rota promissora para componentes mais fortes e mais confiáveis nas muitas máquinas que sustentam discretamente a vida moderna.
Citação: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Palavras-chave: forjamento rotativo, conformação de metais, defeitos de forjamento, processos de fabricação, forjamento a martelo