Clear Sky Science · fr
Effet du degré de formage en forgeage rotatif par martelage
Pourquoi la mise en forme des métaux reste importante
Des essieux de voiture aux trains d’atterrissage d’avion, de nombreuses pièces les plus résistantes que nous utilisons quotidiennement sont fabriquées en comprimant du métal chauffé pour lui donner forme. Une famille de techniques appelée forgeage rotatif peut accomplir cela rapidement et avec moins de force que les presses traditionnelles, mais elle laisse souvent des pièces légèrement déformées ou tordues, ce qui peut entraîner un gaspillage de matière ou nécessiter un usinage coûteux. Cette étude présente et teste une variante plus récente, le forgeage rotatif par martelage, pour déterminer si elle peut produire des pièces plus droites et plus précises simplement en changeant la façon dont la force est appliquée.
Une nouvelle manière de frapper le même métal
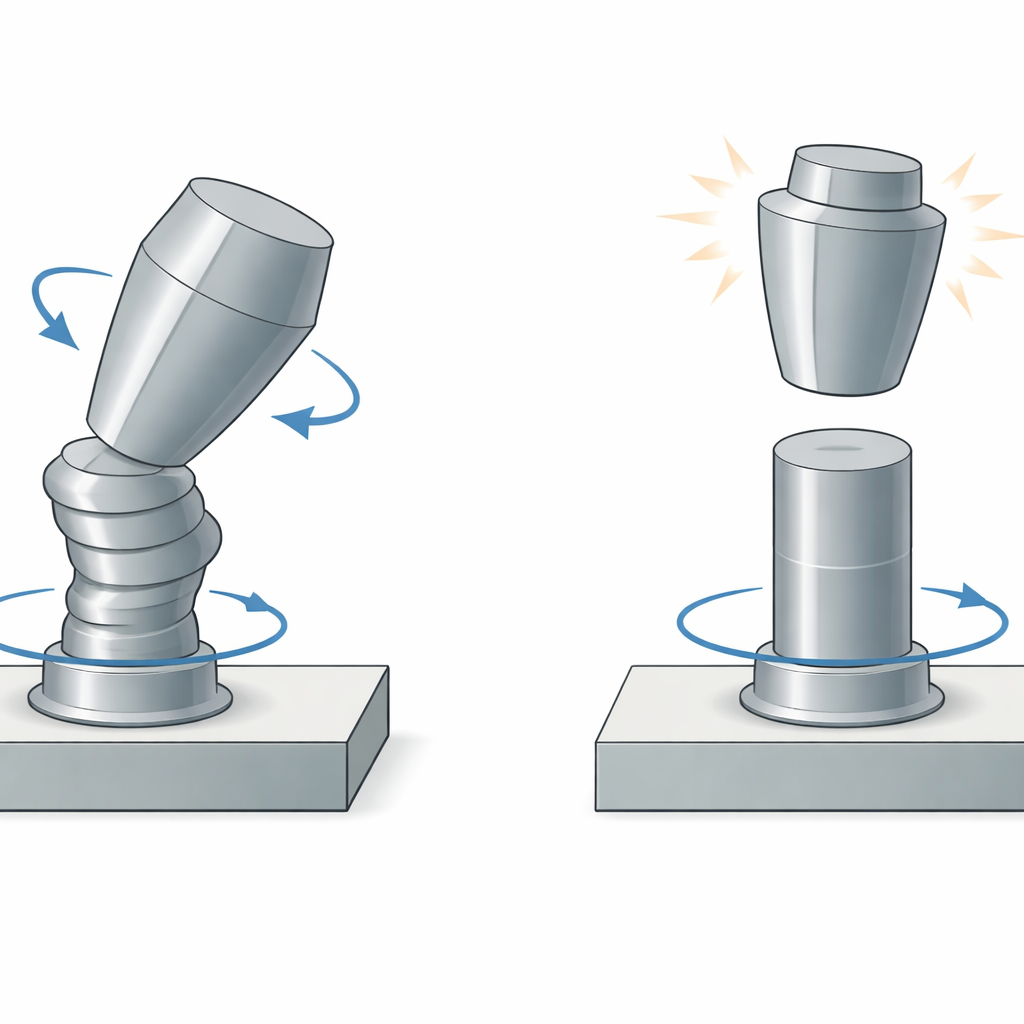
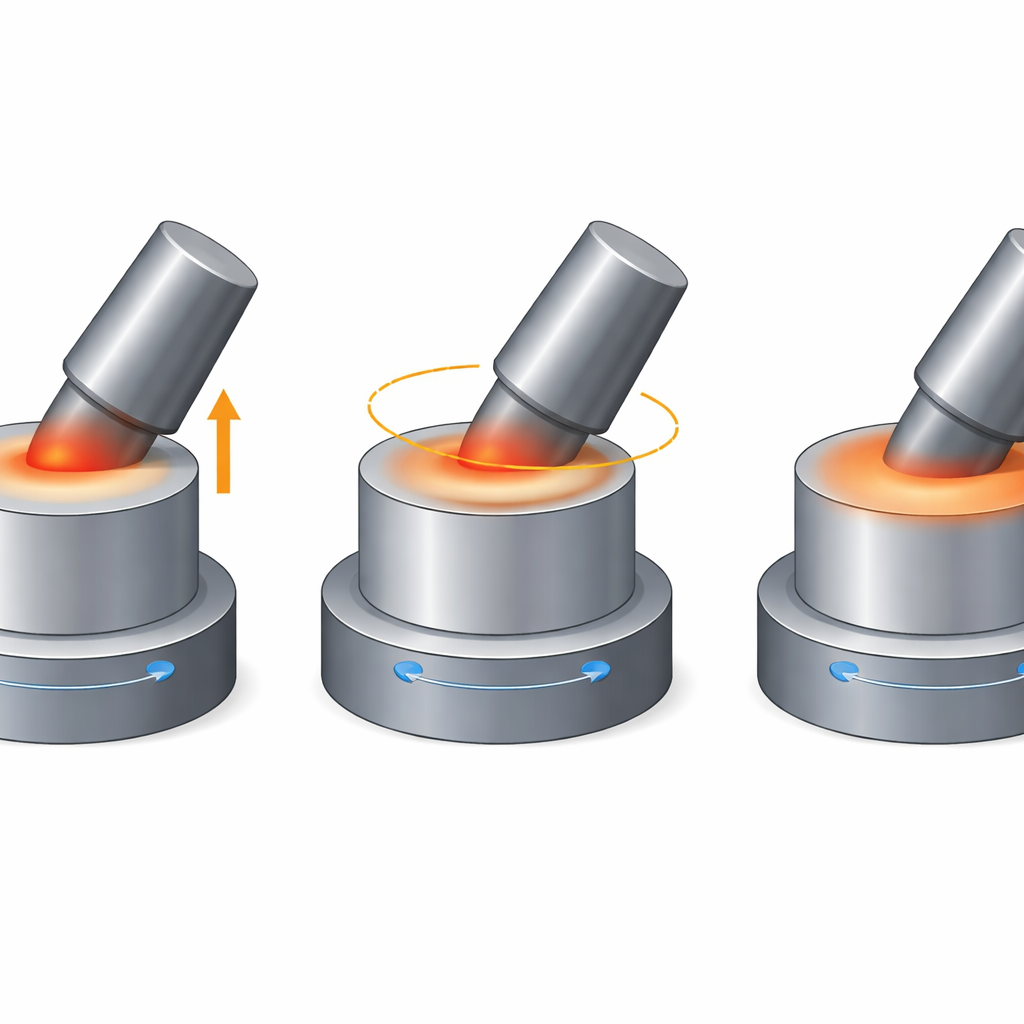
Le forgeage conventionnel enfonce généralement vers le bas un bloc de métal chauffé entre deux outils alignés. Le forgeage par presse rotative modifie ce schéma : une tête conique inclinée appuie sur une petite surface de la pièce tandis que le moule et la pièce tournent, balayant l’empreinte à la surface. Le contact est continu, comme une poussée ferme mais glissante. Le forgeage rotatif par martelage conserve la même configuration générale mais remplace la poussée continue par des coups rapides et répétés. La tête se lève et frappe la pièce de nombreuses fois pendant qu’elle se déplace, de sorte que le contact est interrompu. Cette différence, bien que subtile en apparence, modifie l’écoulement du métal et l’uniformité de la forme finale.
Combien de compression est trop ?
Une idée clé de l’étude est le « degré de formage », qui mesure simplement la réduction de la hauteur du cylindre métallique pendant le forgeage. Imaginez commencer avec une galette de métal courte et finir avec une légèrement plus courte, versus écraser un cylindre haut jusqu’à presque la même hauteur finale : dans les deux cas la pièce finale peut être similaire, mais les formes initiales et la quantité de compression sont très différentes. Le chercheur a fait varier ce degré de formage sur quatre niveaux tout en maintenant constantes d’autres conditions, comme le diamètre de départ, la vitesse de rotation et l’angle d’inclinaison de la tête de formage. Du plomb doux a été utilisé comme substitut de l’acier chaud, car il se déforme de manière similaire à température ambiante, rendant les expériences plus simples et plus sûres à réaliser.
Observer le bombement, le dérivement et la torsion des pièces
Quatre types d’imperfections ont été mesurés sur les pièces forgées. Premièrement, la « longueur extrudée » correspond à la distance que le métal est poussé à travers le trou du matrice inférieure, comme de la pâte à biscuits à travers un emporte‑pièce. Deuxièmement, le « champignonage » décrit la mesure dans laquelle le sommet de la pièce s’évasé vers l’extérieur par rapport à la base. Troisièmement, l’« excentricité » capture l’écart entre le centre de la pièce finale et sa position initiale, indiquant un écoulement latéral. Enfin, « l’angle de torsion » mesure la rotation de la surface supérieure par rapport à la base, signe que le mouvement de balayage a torsadé la pièce. Tous ces paramètres ont été enregistrés avec soin pour le forgeage par presse rotative et par martelage rotatif aux mêmes degrés de formage.
Ce qui change lorsque les coups sont pulsés
Les résultats montrent que le degré de formage influence les deux procédés, mais de façons différentes. À mesure que le degré de formage augmente, davantage de métal doit s’écouler, si bien que la longueur extrudée augmente pour les deux méthodes. Jusqu’à un niveau de formage modéré, les deux se comportent de manière similaire, mais à des degrés de formage élevés la méthode par presse pousse le métal à travers la matrice beaucoup plus agressivement que la méthode par martelage. Le champignonage atteint un maximum autour d’un degré de formage intermédiaire pour les deux procédés, mais il est systématiquement plus faible avec le martelage, indiquant une forme plus uniforme. L’excentricité croît régulièrement avec le degré de formage, mais elle reste moindre avec le martelage, surtout en cas de fortes réductions. La différence la plus spectaculaire concerne la torsion : le forgeage par presse rotative produit des angles de torsion importants qui augmentent avec le degré de formage, tandis que le forgeage rotatif par martelage maintient la torsion bien plus faible, la réduisant d’environ trois quarts.
Ce que cela signifie pour les pièces à venir
En termes simples, transformer une compression continue en une série de coups de marteau contrôlés rend le forgeage rotatif plus indulgent pour le métal. Le forgeage rotatif par martelage façonne toujours la pièce de manière efficace, mais réduit le bombement, le dérivement latéral et surtout la torsion par rapport à la version classique à la presse, même lorsque le métal est fortement déformé. Pour les fabricants, cela signifie qu’en choisissant le bon degré de formage et en utilisant un chargement de type martelage, ils peuvent obtenir des pièces plus précises avec moins de déchets et moins d’étapes correctives. Ce travail positionne le forgeage rotatif par martelage comme une voie prometteuse vers des composants plus robustes et plus fiables dans les nombreuses machines qui soutiennent discrètement la vie moderne.
Citation: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Mots-clés: forgeage rotatif, formage des métaux, défauts de forgeage, processus de fabrication, forgeage au marteau