Clear Sky Science · ru
Влияние степени деформации при ротационно‑кулачковом ковке
Почему формовка металла до сих пор важна
От автомобильных осей до шасси самолётов — многие из самых прочных деталей, на которые мы полагаемся ежедневно, получают форму путём выдавливания раскалённого металла. Семейство методов под названием ротационная ковка выполняет это быстро и с меньшей силой, чем традиционные прессы, но нередко остаются небольшие искривления или скрутки, что приводит к перерасходу материала или необходимости дорогостоящей механической обработки. В этом исследовании представлен и опробован новый вариант — ротационно‑молотковая ковка — чтобы определить, может ли изменение характера приложения силы давать более прямые и точные детали.
Новый способ бить по тому же металлу
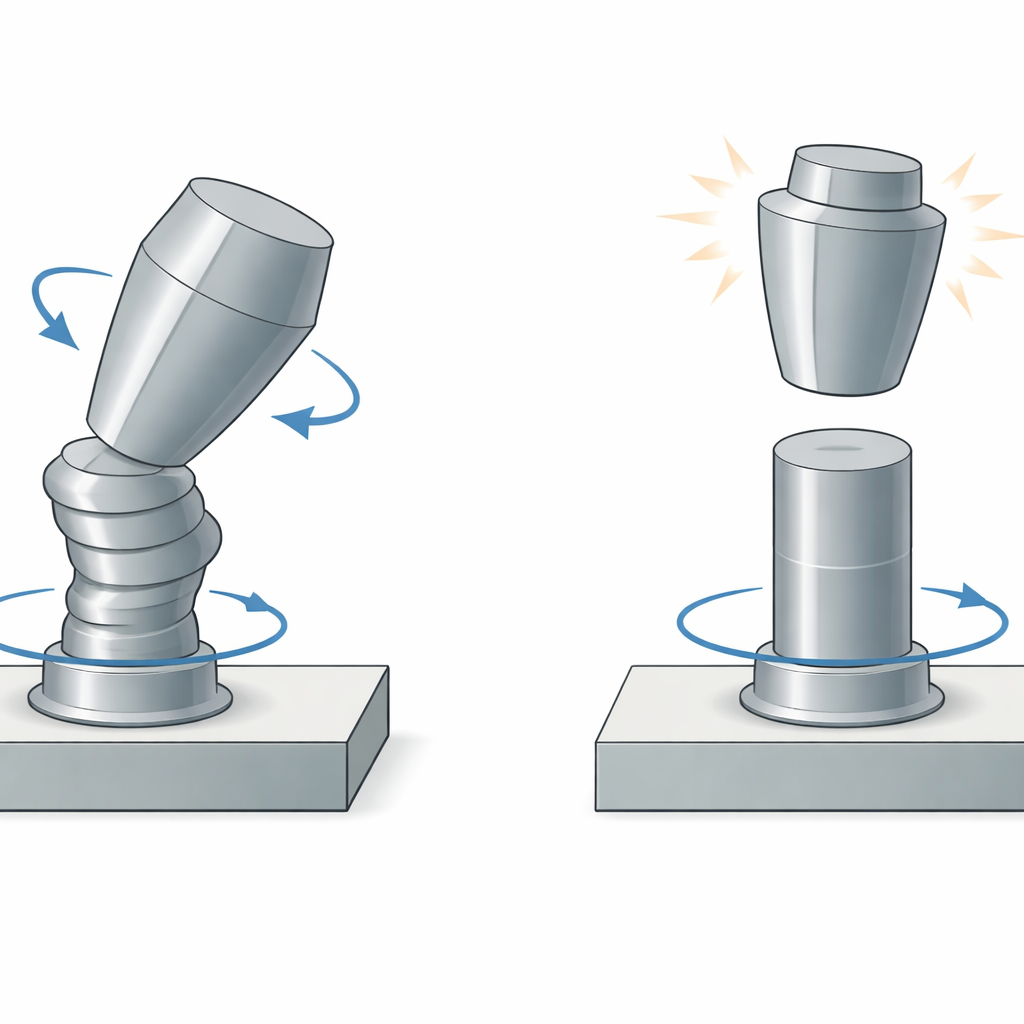
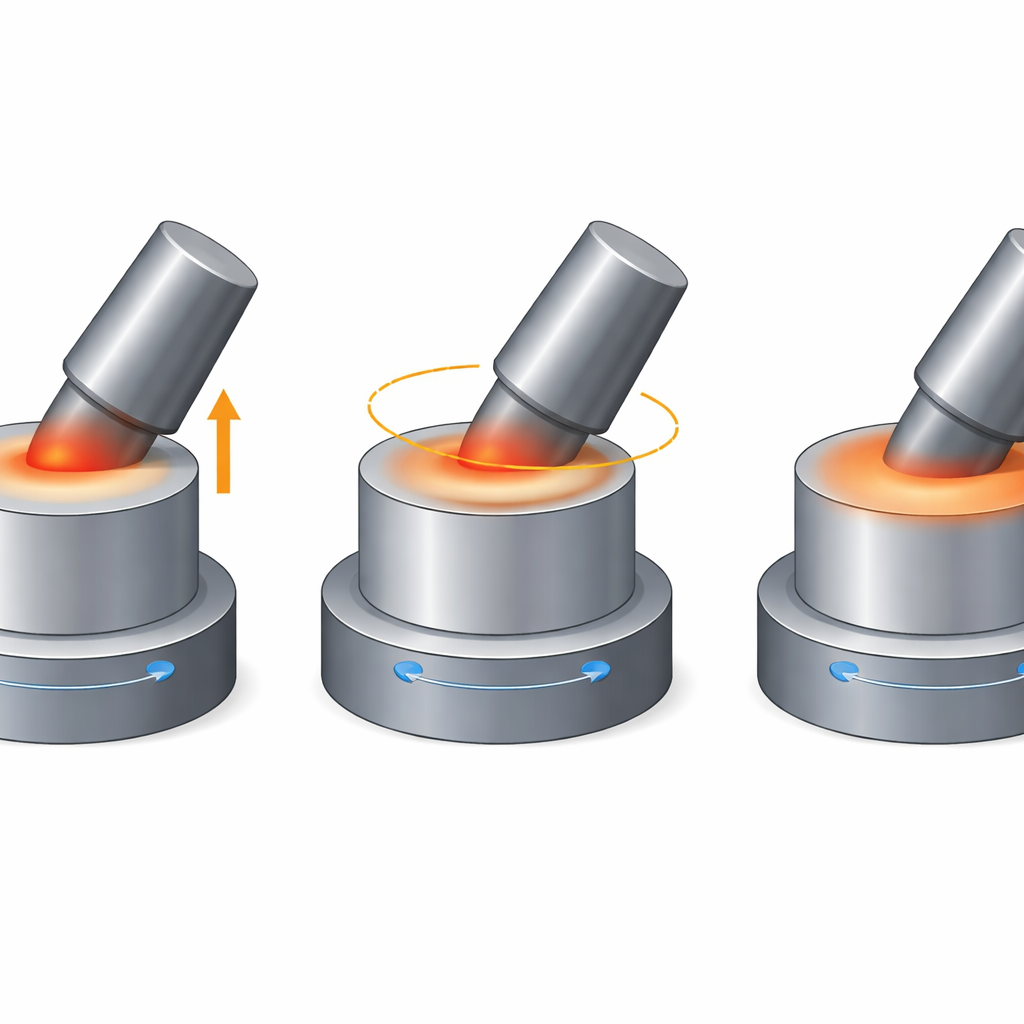
Обычная ковка обычно представляет собой вертикальное нажатие на нагретый брусок металла между двумя выровненными инструментами. Ротационная пресс‑ковка меняет эту картину: скошенная, коническая головка давит на небольшую область заготовки, в то время как матрица и деталь вращаются, прокатывая вмятину по поверхности. Контакт здесь непрерывен, как плотный, скользящий толчок. Ротационно‑молотковая ковка сохраняет общую схему, но заменяет плавное давление быстрыми повторными ударами. Головка поднимается и многократно ударяет по заготовке по мере движения, поэтому контакт прерывается. Это различие, хотя и тонкое внешне, меняет течение металла и равномерность формирования финальной формы.
Насколько сильным должно быть сжатие?
Ключевая идея исследования — «степень деформации», которая просто измеряет, насколько снижается высота металлического цилиндра в процессе ковки. Представьте, что вы начинаете с короткой металлической лепёшки и заканчиваете чуть более короткой, по сравнению со случаем, когда высокий цилиндр почти «сплющивают» до той же конечной высоты: в обоих случаях конечная деталь может выглядеть схоже, но начальные формы и объём сжатия сильно различаются. Исследователь варьировал эту степень деформации в четырёх уровнях, удерживая неизменными другие условия — начальный диаметр, скорость вращения и угол наклона формующей головки. В качестве имитации горячей стали использовали мягкий свинец, потому что он деформируется сходным образом при комнатной температуре, что упрощает и делает эксперименты безопаснее.
Наблюдая за выпячиванием, смещением и скруткой деталей
На отковках измеряли четыре типа дефектов. Первое — «выталкиваемая длина»: насколько далеко металл прошёл через отверстие в нижней матрице, как тесто через формочку. Второе — «шляпование» (mushrooming): насколько верх детали раздувается наружу по сравнению с основанием. Третье — «эксцентриситет» показывает, насколько центр финальной детали сместился от исходного положения, указывая на боковое течение металла. Наконец, «угол скрутки» измеряет, насколько верхняя поверхность повернулась относительно низа — признак того, что движущаяся головка закрутила деталь. Все эти показатели фиксировали для ротационной пресс‑ковки и ротационно‑молотковой ковки при одинаковых степенях деформации.
Что меняется, когда удары пульсируют
Результаты показывают, что степень деформации важна для обоих процессов, но по‑разному. По мере увеличения степени деформации больший объём металла вынужден течь, поэтому выталкиваемая длина растёт для обоих методов. До умеренных уровней деформации оба метода ведут себя похоже, но при больших сокращениях пресс более агрессивно проталкивает металл через матрицу по сравнению с молотом. Шляпование достигает максимума около средней степени деформации для обоих процессов, однако при молотковой обработке оно постоянно меньше, что указывает на более равномерную форму. Эксцентриситет растёт равномерно с увеличением деформации, но снова оказывается ниже при молотковой ковке, особенно при сильных сжатиях. Наиболее заметное различие — в скрутке: ротационная пресс‑ковка даёт большие углы скрутки, которые увеличиваются с степенью деформации, тогда как ротационно‑молотковая ковка сохраняет скрутку гораздо меньшей, сокращая её примерно на три четверти.
Что это значит для будущих деталей
Проще говоря, разбиение непрерывного сжатия на серию контролируемых молотковых ударов делает ротационную ковку более бережной к металлу. Ротационно‑молотковая ковка по‑прежнему эффективно формует деталь, но уменьшает выпячивание, боковое смещение и особенно скрутку по сравнению с классической прессовой версией, даже при сильной деформации металла. Для производителей это означает, что при выборе подходящей степени деформации и использовании ударного нагружения они могут получать более точные детали с меньшим количеством отходов и корректирующих операций. Работа предлагает ротационно‑молотковую ковку как перспективный путь к более прочным и надёжным компонентам в тех многих машинах, которые тихо обеспечивают современную жизнь.
Цитирование: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Ключевые слова: ротационная ковка, формовка металла, дефекты ковки, производственные процессы, кулачковая ковка