Clear Sky Science · es
Efecto del grado de conformado en el forjado rotativo por martillo
Por qué sigue importando dar forma al metal
Desde los ejes de automóviles hasta el tren de aterrizaje de aviones, muchas de las piezas más resistentes que usamos a diario se fabrican al comprimir metal caliente hasta darle forma. Una familia de técnicas denominada forjado rotativo puede hacer esto con rapidez y con menos fuerza que las prensas tradicionales, pero con frecuencia deja piezas ligeramente deformadas o torcidas, lo que puede generar desperdicio de material o requerir mecanizado costoso. Este estudio presenta y prueba una variante más reciente, el forjado rotativo por martillo, para ver si puede producir piezas más rectas y precisas simplemente cambiando la forma en que se aplica la fuerza.
Una nueva manera de golpear el mismo metal
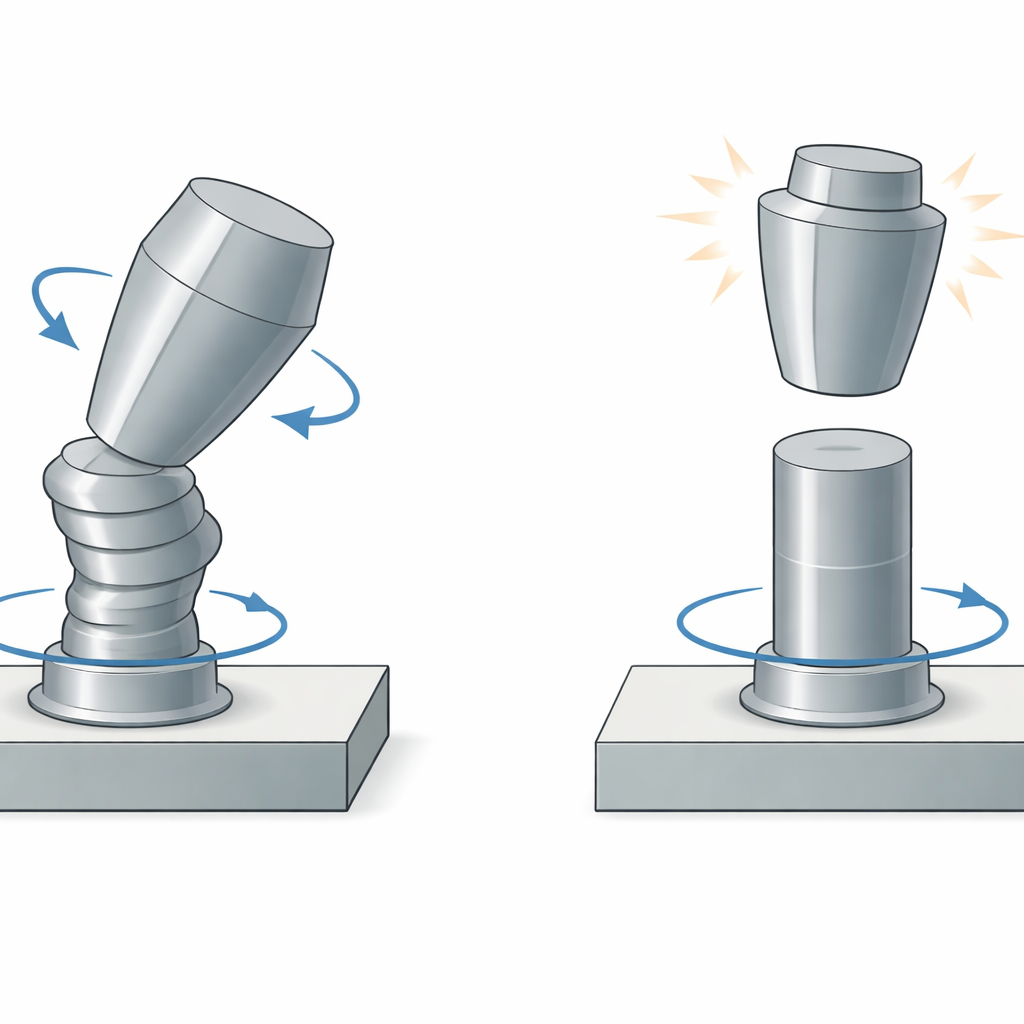
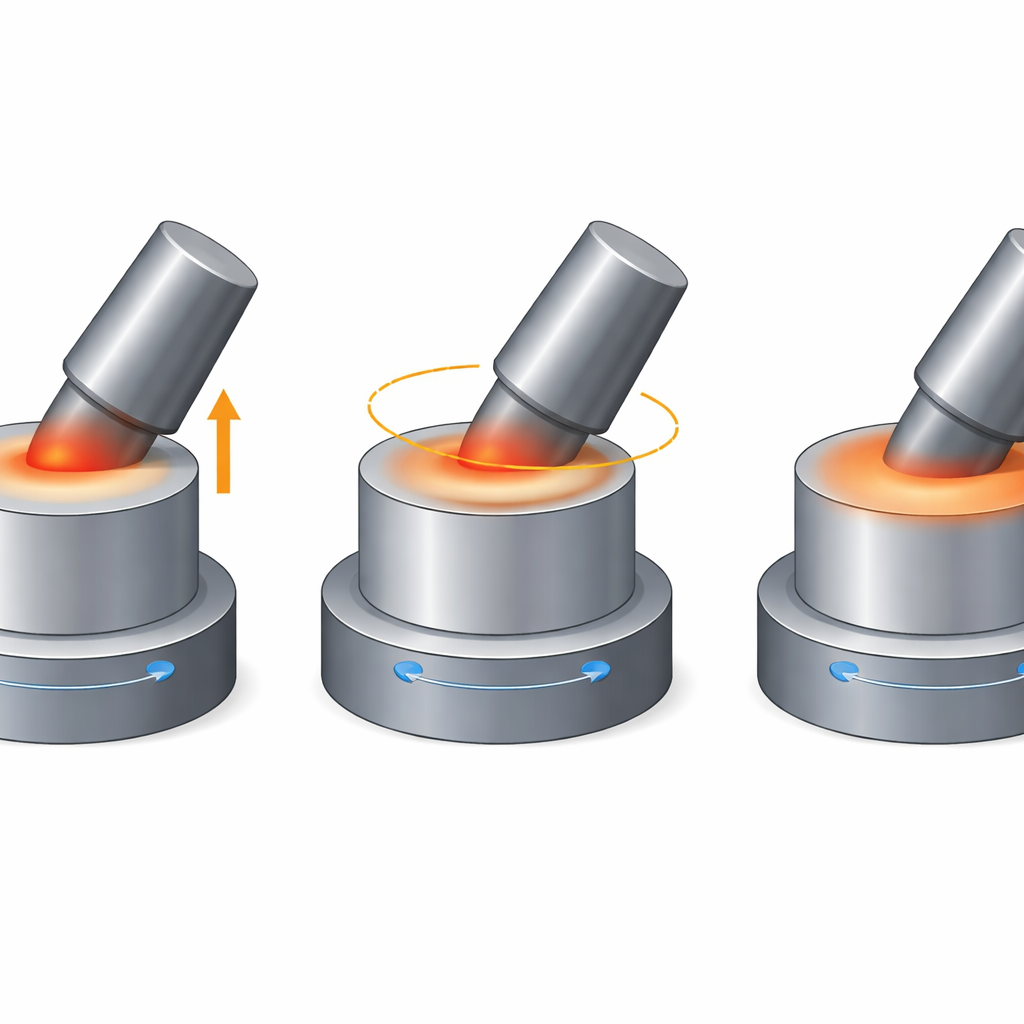
El forjado convencional normalmente empuja hacia abajo un bloque de metal calentado entre dos herramientas alineadas. El forjado con prensa rotativa cambia ese esquema: una cabeza cónica inclinada presiona solo una pequeña zona de la pieza mientras el dado y la pieza giran, barriendo la indentación por la superficie. El contacto es continuo, como un empuje firme pero deslizante. El forjado rotativo por martillo mantiene la disposición general pero sustituye el empuje constante por golpes rápidos y repetidos. La cabeza se eleva y golpea la pieza muchas veces mientras se desplaza, de modo que el contacto es intermitente. Esta diferencia, aunque sutil en apariencia, altera cómo fluye el metal y cómo se produce la forma final de manera más uniforme.
¿Cuánto aplastamiento es demasiado?
Una idea clave en el estudio es el “grado de conformado”, que mide sencillamente cuánto se reduce la altura del cilindro metálico durante la forja. Imagínese empezar con una pastilla de metal corta y acabar con otra un poco más corta frente a aplastar un cilindro alto hasta dejarlo casi a la misma altura final: en ambos casos la pieza final puede ser similar, pero las formas iniciales y la cantidad de compresión son muy distintas. El investigador varió este grado de conformado en cuatro niveles manteniendo fijas otras condiciones, como el diámetro inicial, la velocidad de rotación y el ángulo de inclinación de la cabeza de conformado. Se usó plomo blando como sustituto del acero caliente, porque se deforma de forma similar a temperatura ambiente, lo que facilitó y aseguró los experimentos.
Observando cómo aparecen los abultamientos, las desviaciones y las torsiones
Se midieron cuatro tipos de imperfecciones en las piezas forjadas. Primero, la “longitud extruida” indica cuánto metal es empujado a través del orificio del dado inferior, como masa que pasa por un cortador de galletas. Segundo, el “ensanchamiento” describe cuánto se abre la parte superior en comparación con la inferior. Tercero, la “excentricidad” captura cuánto se ha desplazado el centro de la pieza final desde su posición original, indicando flujo lateral. Finalmente, el “ángulo de torsión” mide cuánto ha rotado la superficie superior respecto a la inferior, señal de que el movimiento barrido ha torcido la pieza. Todos estos parámetros se registraron cuidadosamente tanto para el forjado con prensa rotativa como para el forjado rotativo por martillo a lo largo de los mismos grados de conformado.
Qué cambia cuando los golpes son pulsados
Los resultados muestran que el grado de conformado influye en ambos procesos, pero de maneras distintas. A medida que aumenta el grado de conformado, se fuerza a que más metal fluya, por lo que la longitud extruida aumenta en ambos métodos. Hasta un grado moderado de conformado, ambos se comportan de forma similar, pero a altos grados de reducción el método de prensa empuja el metal a través del dado de manera mucho más agresiva que el método de martillo. El ensanchamiento alcanza un pico alrededor de un grado medio de conformado en ambos procesos, aunque es consistentemente menor con martilleo, lo que indica una forma más uniforme. La excentricidad crece de forma sostenida al aumentar el grado de conformado, pero de nuevo es menor con el martilleo, especialmente a altas reducciones. La diferencia más notable es la torsión: el forjado con prensa rotativa produce ángulos de torsión grandes que crecen con el grado de conformado, mientras que el forjado rotativo por martillo mantiene las torsiones mucho más pequeñas, reduciéndolas aproximadamente en tres cuartas partes.
Qué implica esto para las piezas futuras
En términos sencillos, dividir un apretón continuo en una serie de golpes de martillo controlados hace que el forjado rotativo sea más amable con el metal. El forjado rotativo por martillo sigue conformando la pieza de forma eficiente, pero reduce los abultamientos, las desviaciones laterales y, especialmente, la torsión en comparación con la versión clásica de prensa, incluso cuando el metal se deforma de manera intensa. Para los fabricantes, esto significa que al elegir el grado de conformado adecuado y emplear una carga tipo martillo, pueden obtener piezas más precisas con menos desperdicio y menos pasos correctivos. El trabajo sugiere al forjado rotativo por martillo como una vía prometedora para obtener componentes más fuertes y fiables en las muchas máquinas que sostienen de forma discreta la vida moderna.
Cita: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Palabras clave: forjado rotativo, conformado de metales, defectos de forja, procesos de fabricación, forjado con martillo