Clear Sky Science · tr
Döner çekiç dövmenin şekillendirme derecesinin etkisi
Metal şekillendirmenin neden hâlâ önemli olduğu
Araba akslarından uçak iniş takımlarına kadar günlük hayatta güvendiğimiz en sağlam parçaların çoğu, sıcak metalin sıkıştırılarak şekillendirilmesiyle üretilir. Döner dövme adı verilen teknik ailesi, bunu geleneksel preslere göre daha hızlı ve daha az kuvvetle yapabilir, fakat sıklıkla parçaların hafifçe eğrilmesine veya bükülmesine yol açar; bu da malzeme israfına veya maliyetli işleme gereksinimine neden olabilir. Bu çalışma, kuvvetin uygulanma biçimini değiştirerek daha düz ve daha hassas parçalar yapıp yapamayacağını görmek için daha yeni bir çeşit olan döner çekiç dövmeyi tanıtıyor ve test ediyor.
Aynı metale yeni bir vuruş yöntemi
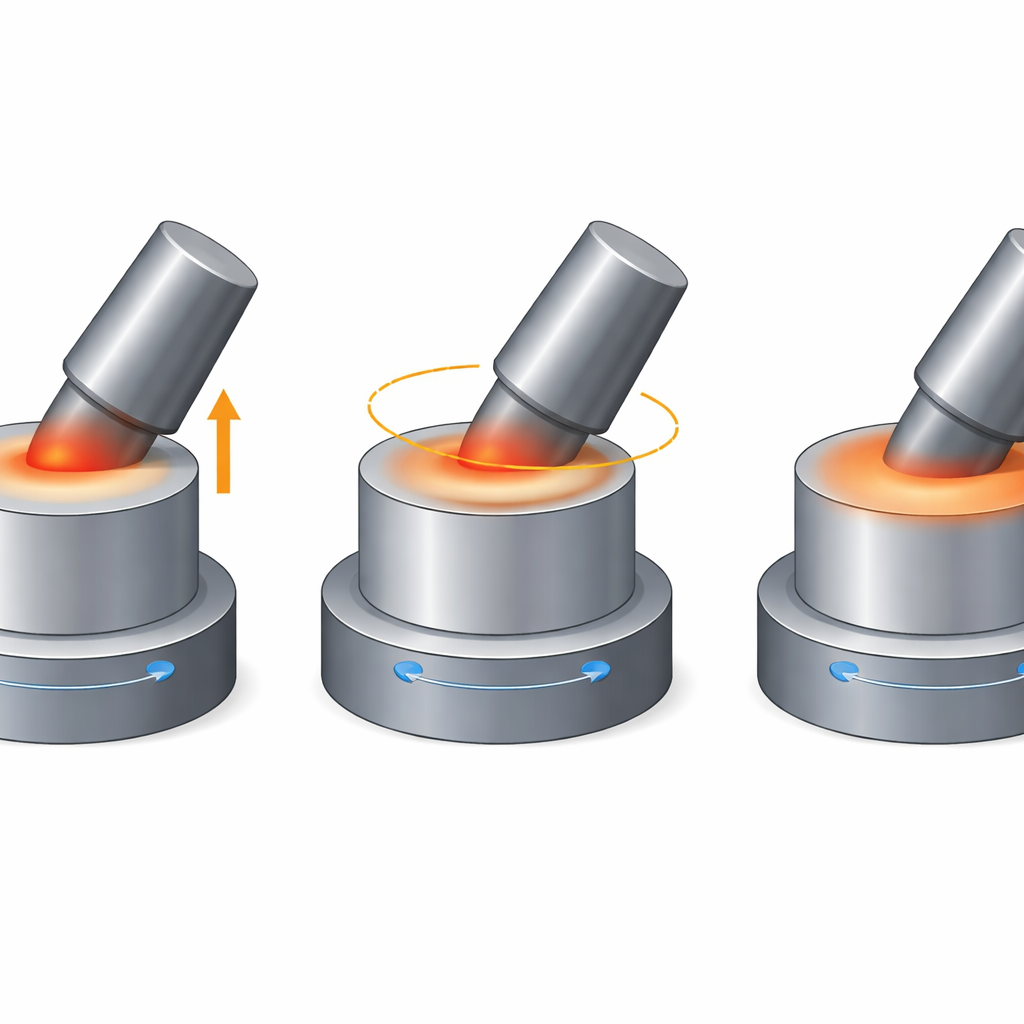
Geleneksel dövme tipik olarak ısınmış bir metal bloğun iki hizalanmış kalıp arasına konup düz aşağı doğru itilmesiyle yapılır. Döner pres dövme bu resmi değiştirir: eğik, koni biçimli bir kafa, iş parçasının yalnızca küçük bir noktasına baskı yapar ve kalıp ile parça dönerken iztirabı yüzey boyunca süpürür. Temas sürekli, sağlam ama kaygan bir itişe benzer. Döner çekiç dövme aynı genel düzeni korur ama sürekli itişi hızlı, tekrarlı darbelerle değiştirir. Kafa kalkar ve hareket ederken iş parçasına birçok kez vurur, bu yüzden temas kesintili olur. Görünüşte ince olan bu fark, metalin akışını ve nihai şeklin ne kadar eşit üretildiğini değiştirir.
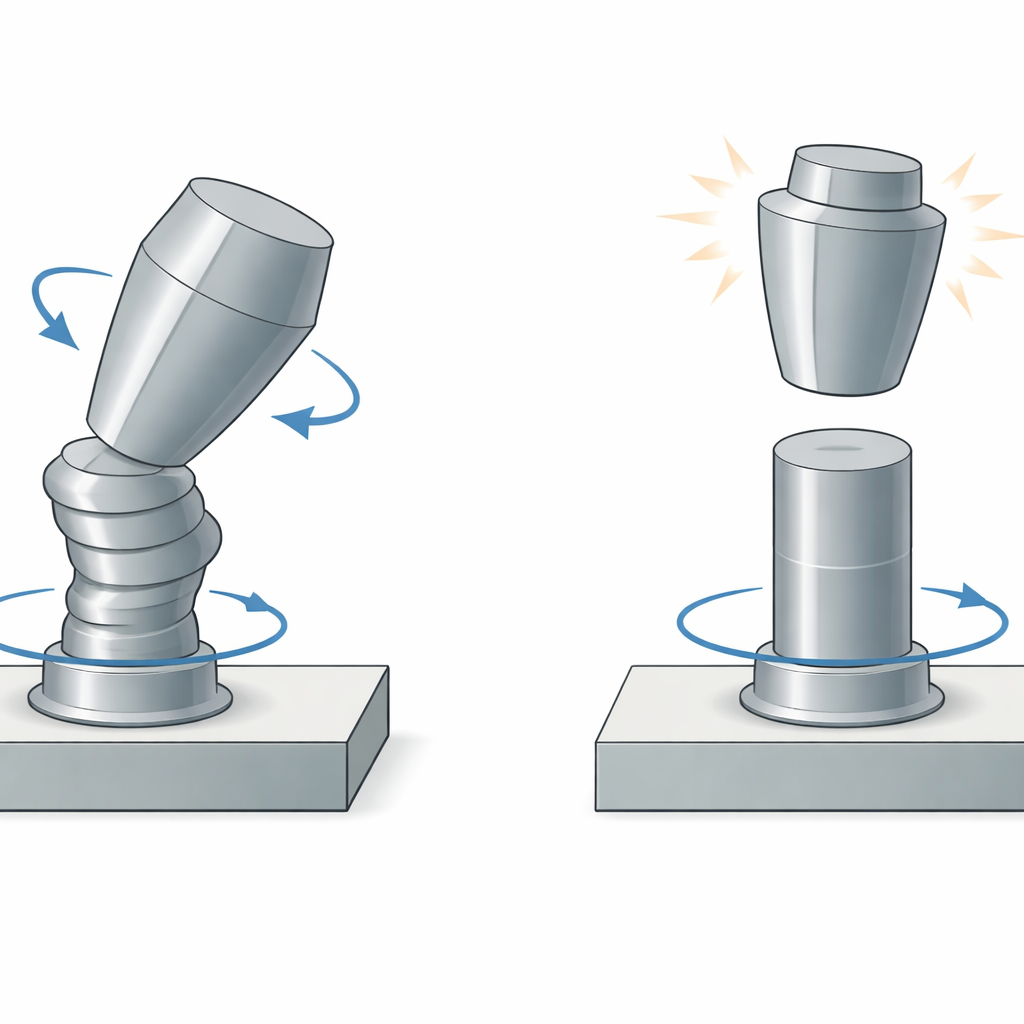
Ne kadar sıkıştırma fazla sayılır?
Çalışmadaki ana fikirlerden biri “şekillendirme derecesi”dir; bu, dövme sırasında metal silindirin yüksekliğinin ne kadar azaldığını basitçe ölçer. Kısa bir metal diski alıp biraz daha kısa bir diskle bitirmek ile uzun bir silindiri neredeyse aynı nihai yüksekliğe kadar ezmek arasında düşünün: her iki durumda da son parça benzer olabilir, ama başlangıç şekilleri ve uygulanan sıkıştırma miktarı çok farklıdır. Araştırmacı, başlangıç çapı, dönüş hızı ve şekillendirme kafasının eğim açısı gibi diğer koşulları sabit tutarak bu şekillendirme derecesini dört seviyede değiştirdi. Deneyleri kolaylaştırmak ve güvenli hâle getirmek için yumuşak kurşun, oda sıcaklığında benzer şekilde şekil aldığı için sıcak çeliğin yerine kullanıldı.
Parçaların kabarmasını, sapmasını ve burkulmasını izlemek
Dövülen parçalarda dört tür kusur ölçüldü. Birincisi, “ekstrüde uzunluk” alt kalıptaki delikten metalin ne kadar itildiğini gösterir; bu, hamurun kurabiye kalıbından geçirilmesine benzer. İkincisi, “mantarlaşma” parçanın üst kısmının altına kıyasla dışa doğru ne kadar kabardığını tanımlar. Üçüncüsü, “eksantriklik” son parçanın merkezinin orijinal konumundan ne kadar sapmış olduğunu yakalar; bu, yana doğru akışı gösterir. Son olarak, “burkulma açısı” üst yüzeyin alta göre ne kadar döndüğünü ölçer; bu, süpürme hareketinin parçayı büktüğünün bir işaretidir. Tüm bunlar, aynı şekillendirme dereceleri boyunca hem döner pres hem de döner çekiç dövme için dikkatle kaydedildi.
Darbeler pulslandığında ne değişir
Sonuçlar, şekillendirme derecesinin her iki süreç için de önemli olduğunu ancak farklı şekillerde etkilediğini gösteriyor. Şekillendirme derecesi arttıkça, daha fazla metal akmaya zorlandığı için ekstrüde uzunluk her iki yöntemde de artar. Orta düzeye kadar şekillendirmede iki yöntem benzer davranır, ancak yüksek şekillendirme derecelerinde pres yöntemi metali kalıptan çok daha agresif şekilde iterken çekiç yöntemi daha az itme yapar. Mantarlaşma her iki süreçte de orta bir şekillendirme derecesinde zirve yapar, ancak çekiçle dövmeyle bu sürekli olarak daha küçüktür; bu da daha eşit bir şekle işaret eder. Eksantriklik şekillendirme derecesi arttıkça düzenli olarak büyür, ancak yine çekiçle dövmeyle, özellikle yüksek indirgeme durumunda, daha düşüktür. En dramatik fark burkulmada görülür: döner pres dövme, şekillendirme derecesiyle artan büyük burkulma açıları üretirken, döner çekiç dövme burkulmayı çok daha küçük tutar ve kabaca üçte birine düşürür.
Gelecekteki parçalar için bunun anlamı
Basitçe söylemek gerekirse, sürekli bir sıkıştırmayı kontrollü çekiç darbeleri dizisine bölmek döner dövmeyi metal için daha nazik hale getirir. Döner çekiç dövme hâlâ parçayı verimli şekilde şekillendirir, fakat klasik pres versiyonuna kıyasla kabarmayı, yana sapmayı ve özellikle burkulmayı azaltır; bu, metal ağır biçimde deforme olsa bile geçerlidir. Üreticiler için bu, doğru şekillendirme derecesini seçip çekiç tarzı yüklemeyi kullanarak daha az atık ve daha az düzeltici işlemle daha hassas parçalar elde edebilecekleri anlamına gelir. Çalışma, döner çekiç dövmeyi modern yaşamı sessizce destekleyen birçok makinede daha güçlü, daha güvenilir bileşenlere giden umut verici bir yol olarak önermektedir.
Atıf: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Anahtar kelimeler: döner dövme, metal şekillendirme, dövme kusurları, imalat süreçleri, çekiçle dövme